You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- WoodCarving Illustrated 044 (Fall 2008)Document100 pagesWoodCarving Illustrated 044 (Fall 2008)Victor Sanhueza100% (7)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Drilling TchnologiesDocument42 pagesDrilling TchnologiesgeorgiadisgNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Lecture1 - Introduction To The Oil and Gas IndustryDocument118 pagesLecture1 - Introduction To The Oil and Gas IndustrygeorgiadisgNo ratings yet
- FPSO IntroductionDocument121 pagesFPSO Introductiongeorgiadisg100% (2)
- UOP - Cat PaperDocument0 pagesUOP - Cat Paperbinapaniki6520No ratings yet
- Management by ObjectivesDocument30 pagesManagement by ObjectivesJasmandeep brar100% (4)
- Oil Tankers Final Eno & D. DemetriouDocument10 pagesOil Tankers Final Eno & D. Demetriougeorgiadisg100% (1)
- Basic Operations Distillation & Filtration: Dr. George Georgiadis PHDDocument71 pagesBasic Operations Distillation & Filtration: Dr. George Georgiadis PHDgeorgiadisgNo ratings yet
- Offshore - Introduction LayoutDocument131 pagesOffshore - Introduction LayoutgeorgiadisgNo ratings yet
- Risks in Trading Energy CommoditiesDocument22 pagesRisks in Trading Energy CommoditiesgeorgiadisgNo ratings yet
- Cost EstimationDocument29 pagesCost Estimationgeorgiadisg100% (4)
- ABMOM q2 mod5OrgAndMngmnt Motivation - Leadership and Communication in Organizations-V2Document18 pagesABMOM q2 mod5OrgAndMngmnt Motivation - Leadership and Communication in Organizations-V2Zoren Jovillanos EmbatNo ratings yet
- Data Sheet: Permanent Magnet GeneratorDocument2 pagesData Sheet: Permanent Magnet Generatordiegoadjgt100% (1)
- Successfully Allocating Risk and Negotiating A PPP ContractDocument12 pagesSuccessfully Allocating Risk and Negotiating A PPP ContractWilliam Tong100% (1)
- Bitumen ManufactureDocument46 pagesBitumen Manufacturegeorgiadisg100% (2)
- API 650 Tank Design 1Document5 pagesAPI 650 Tank Design 1robertantoreni100% (9)
- 9 Prospect EvaluationDocument40 pages9 Prospect EvaluationgeorgiadisgNo ratings yet
- 5 Mass TransferDocument85 pages5 Mass TransfergeorgiadisgNo ratings yet
- Inspection ReportDocument4 pagesInspection ReportgeorgiadisgNo ratings yet
- Distillation - Operation Troubleshooting and Principles of DesignDocument2 pagesDistillation - Operation Troubleshooting and Principles of DesigngeorgiadisgNo ratings yet
- Polyhouse Gerbera CultivationDocument5 pagesPolyhouse Gerbera CultivationArvindVPawar100% (2)
- Juniper M5 M10 DatasheetDocument6 pagesJuniper M5 M10 DatasheetMohammed Ali ZainNo ratings yet
- COMPLAINT - THE STAN J. CATERBONE 42 U.S.C. 14141 "POLICE MISCONDUCT PROVISION" COMPLAINT TO U.S. DEPARTMENT OF JUSTICE August 24, 2017Document435 pagesCOMPLAINT - THE STAN J. CATERBONE 42 U.S.C. 14141 "POLICE MISCONDUCT PROVISION" COMPLAINT TO U.S. DEPARTMENT OF JUSTICE August 24, 2017Stan J. CaterboneNo ratings yet
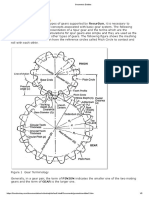
- Geometric Entities: Basic Gear TerminologyDocument5 pagesGeometric Entities: Basic Gear TerminologyMatija RepincNo ratings yet
- Job Description: Extensive ReadingDocument12 pagesJob Description: Extensive ReadingNatalia VivonaNo ratings yet
- Vitus Bering, Centre For Higher Education: Jens Bertelsen & Jens Peder PedersenDocument50 pagesVitus Bering, Centre For Higher Education: Jens Bertelsen & Jens Peder PedersenAnca IscruNo ratings yet
- Title To The ProjectDocument14 pagesTitle To The ProjectJatinChadhaNo ratings yet
- GRE Computer Science SyllabusDocument2 pagesGRE Computer Science SyllabusSameer Ahmed سمیر احمدNo ratings yet
- Barnett V Chelsea and Kensington Hospital Management CommitteeDocument3 pagesBarnett V Chelsea and Kensington Hospital Management CommitteeArpit Soni0% (1)
- County Project Name Cycle Project Address Proj City Proj Zip Applicant/Owner Name HDGP $ Home $ FHTF $ Lihtc9 $ Help $ Oahtc $ Ghap $ HPF $ Lihtc4 $Document60 pagesCounty Project Name Cycle Project Address Proj City Proj Zip Applicant/Owner Name HDGP $ Home $ FHTF $ Lihtc9 $ Help $ Oahtc $ Ghap $ HPF $ Lihtc4 $Mamello PortiaNo ratings yet
- Baling Press: Model: LB150S Article No: L17003 Power SupplyDocument2 pagesBaling Press: Model: LB150S Article No: L17003 Power SupplyNavaneeth PurushothamanNo ratings yet
- Project Proposal - Articulation SessionsDocument8 pagesProject Proposal - Articulation SessionsJhay-are PogoyNo ratings yet
- Odontogenic CystsDocument5 pagesOdontogenic CystsBH ASMRNo ratings yet
- Sowk-625 Iq Tool 4Document22 pagesSowk-625 Iq Tool 4api-405320544No ratings yet
- Choosing The Right HF Welding Process For Api Large Pipe MillsDocument5 pagesChoosing The Right HF Welding Process For Api Large Pipe MillsNia KurniaNo ratings yet
- Beneparts Quotation BYBJ192388 20191024Document1 pageBeneparts Quotation BYBJ192388 20191024احمد عبدهNo ratings yet
- Statement of Facts:: State of Adawa Vs Republic of RasasaDocument10 pagesStatement of Facts:: State of Adawa Vs Republic of RasasaChristine Gel MadrilejoNo ratings yet
- Section 12-22, Art. 3, 1987 Philippine ConstitutionDocument3 pagesSection 12-22, Art. 3, 1987 Philippine ConstitutionKaren LabogNo ratings yet
- BancassuranceDocument41 pagesBancassuranceanand_lamaniNo ratings yet
- Genesis and Development of The Network Arch Consept - NYDocument15 pagesGenesis and Development of The Network Arch Consept - NYVu Phi LongNo ratings yet
- Introduction To Content AnalysisDocument10 pagesIntroduction To Content AnalysisfelixNo ratings yet
- Psad - 2Document25 pagesPsad - 2Mary Ann Toni N. RasonabeNo ratings yet
- Sterling PumpeDocument20 pagesSterling PumpesrdzaNo ratings yet
- Details For Order #002 5434861 1225038: Not Yet ShippedDocument1 pageDetails For Order #002 5434861 1225038: Not Yet ShippedSarai NateraNo ratings yet
- TFTV3225 Service Manual 102010 Coby 26-32Document21 pagesTFTV3225 Service Manual 102010 Coby 26-32bigbrother4275% (4)