Professional Documents
Culture Documents
Máquina Termocontraible Cermex
Uploaded by
Guillermo Evangelista AdrianzénCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Máquina Termocontraible Cermex
Uploaded by
Guillermo Evangelista AdrianzénCopyright:
Available Formats
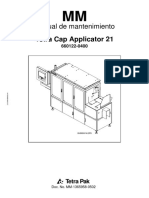
TSP 3 SDI
45879
BACKUS
Manual de instrucciones
EDITION DU 20/12/2006
CERMEX Ouest Conditionnement - 20 rue de la valle - BP 13124 - 14103 Lisieux cedex
tel : 00 33 (0)231 485 000 fax : 00 33 (0)231 310 388
I INTRODUCCION Y DESCRIPCION GENERAL
- Introduccin
- Folleto Servicios cliente
- Dclation de conformidad
- Plano de implantacin
- Caractersticas tcnicas generales de la mquina
- Ficha tcnica pelcula
- Descarga e instalacin
- Conexin a la electricidad
- Conexin a la energa neumtica
Som Chap 1 ES V 14 / 01 / 2004 Page 1 /1
I INTRODUCCION Y DESCRIPCION GENERAL
Introduccin
Les agradecemos la confianza que nos han demostrado comprando una mquina CERMEX
OUEST CONDITIONNEMENT.
Les aconsejamos leer atentamente este cuaderno de instrucciones de modo que puedan
sacar el mejor provecho de los resultados de la mquina que acaban de adquirir.
Encontrarn en este manual una descripcin tcnica detallada de su material tanto para su
utilizacin como sobre su funcionamiento.
A pesar de todo el cuidado aportado en la elaboracin de este manual, pudieron deslizarse
en el mismo errores o imprecisiones, les agradeceremos nos comuniquen sus posibles
observaciones; las tendremos en cuenta en las prximas realizaciones; y ello con un deseo
de mejora constante.
Por ltimo, no dejen de buscar apoyo en nuestros servicios cliente que estn a su entera
disposicin - folleto incluido a continuacin.
Intro ES V 14 / 01 / 2004 Page 1 /1
I INTRODUCCION Y DESCRIPCION GENERAL
Principales caracteristicas de la mquina
Alimentacin lectrica :
Potencia total instalada ......................................................................................... 96 000 Watts
Tension de alimentacion ......................................................................... 3 fases 380V + Terre
Intensidad por fase 380v .......................................................................................... 158 ampres
Alimentacin neumatica :
Presion de alimentacin ........................................................................................... 6 to 10 Bars
Consumo bajo 6 Kg ..................................................................... 1 Nm3/h at 83 cycles/mn
Pelicula utilizable :
Material ............................................................... polietileno de baja densidad.
Diametro del nucleo minimo ...................................................................... 70 mm
Diametro de la bobina maximo ......................................................................... 450 mm
Espesor minimo .............................................................................................. 40 m
Espesor maximo ............................................................................................. 80 m
Nivel del sonido al puesto de conduccin :
Laeq = 77dB(A)
CARA45879 V 20 / 12 / 2006 Page 1 /1
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
EMISOR: Destinatarios para accin:
D.AUVRAY NOTA Dpto. COMERCIAL
Actualizacin: Dpto. de ESTUDIOS
DA le 04/12/03 Dpto. POST-VENTA
TCNICA Dpto. de PROYECTOS
Ingeniero de Proyecto
Dpto. de PRODUCCIN
Ref.: NTECH051
Fecha: 20/09/02 Copia: F.GOSSET
Asunto: Film PE Enfajado en Envolvedora
sin barra de Soldadura (Evolucin 3).
1.DEFINICIN
2.TIPOS DE IMPRESIN POSIBLES
2.1 IMPRESIN EN ANCHURA TOTAL SIN MARCA
2.2 IMPRESIN EN ANCHURA PARTIAL CON MARCA
2.3 IMPRESIN EN ANCHURA TOTAL CON MARCA
FTFILMEVO3ES V 21 / 07 / 2004 Page 1 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
1. DEFINICIN:
- Film termo-retractl de PEBD (Polietileno Baja Densidad) o mezcla PEBD radicular y
PEBD lineal.
- Color natural (translcido).
- No perforado.
- Anchura maxi:
- en TSP :(1pista) 660 mm ;(2 pistas) 640 mm (2x320 mm);(3 pistas) 620mm (3x205mm)
- en TSM :(1pista) 860 mm;(2 pistas) 840mm (2x420 mm) ;(3 pistas) 820mm (3x270mm)
Tolerancia 3 mm.
- Bordes: rectos.
- Tratado antiesttico: Carga electroesttica < 10 kV/inch
- Film semiresbaladizo
- bobina: Maxi TSP y TSM: 450 mm
- interior mandrl: 77 mm (76 hasta 80 mm)
- No se admiten los defectos al enrollamiento del film en la bobina como: bordes
flotantes, ondulaciones, film estampado, plegados locales. Se han de controlar estos
parmetros para asegurar un buen funcionamiento de la mquina.
La metodologa para hacer las medidas consiste en desenrollar 20 metros de la bobina de
plano y comprobar, cuando el film se encuentra perfectamente tenso en toda su superficie,
que la flecha de los bordes del film con relacin a una lnea recta no supera 50 mm no
acumulativo.
- Conicidad de la bobina: ha de ser inferior a [( maxi - mini)/ medio] < 0,5%.
- Tinta de la imprimacin tiene que resistir la retraccin = no presencia alguna de zona que
se ha vuelta sin tinta despus de la retraccin.
IDENTIFICACIN Unidades Normas Valores admisibles
Tratamiento CORONA dynes 36 hasta 42 lado recto
Espesor m 40 hasta 80 m
Espesor mediana m X m +/-5%
Tolerancia % = % <30%
(espesor maxi-espesor mini) x100
espesor mediana
ndice de retraccin % NF T 54-115 SM 65 hasta 85
ST 20 hasta 40
Fuerza a 15% de alargamiento N ISO 527/3 SM
ST
Fuerza a 15% de alargamiento N/mm SM 12 11 hasta 13
ST 11 10 hasta 13
Coeficiente de friccin dinmico sans NF T 54-112 0,25 hasta 0,35
Melt index g/10mn 0,5 hasta 1,5
Dart g NF T 54-109 > 150
Densidad sans 0,915 hasta 0,930
Resistancia a la derrame Kg/cm > 125 Kg
Resistancia a la rotura Kg/cm SM > 140 Kg
ST > 140 Kg
Alargamiento a la rotura % SM 650% >100
ST 650% >250%
Mdulo de elasticidad Kg/cm 2400 Kg/cm
Temperatura vicat C 100 +/- 4
Temperatura de fusin C 113+/- 4
FTFILMEVO3ES V 21 / 07 / 2004 Page 2 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
SENTIDO DE ENROLLAMIENTO
maxi 450 mm
SENTIDO DE int.76 to 80 mm
ADELANTO
DEL
PRODUCTO
Bobina Lado de lectura
Lado
Lado impreso
impreso
SENTIDO DE (tinta)
ADELANTO DEL FILM
SENTIDO DE ADELANTO
DEL FILM
VISTA SIMPLE
PISTA
SENTIDO DE ADELANTO
DEL FILM
VISTA DOBLE
PISTA
SENTIDO DE ADELANTO
DEL FILM
VISTA TRIPLE
PISTA
FTFILMEVO3ES V 21 / 07 / 2004 Page 3 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
FTFILMEVO3ES V 21 / 07 / 2004 Page 4 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
FTFILMEVO3ES V 21 / 07 / 2004 Page 5 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
FTFILMEVO3ES V 21 / 07 / 2004 Page 6 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Conexin a la electricidad
Ante todo, es necesario conocer la potencia instalada y la intensidad de su mquina. Para ello,
consultar las caractersticas tcnicas generales de la mquina.
Partiendo de dicha intensidad, les ser fcil determinar la seccin en mm de su cable. Para ello
remitirse a los siguientes cuadros.
Esta seccin slo es vlida si la largura no excede cien metros, para distancias superiores
contactar al servicio posventa de Cermex OC.
ES IMPRESCINDIBLE QUE LA LINEA ELECTRICA DISPONGA DE UNA PROTECCION
CONTRA LOS CORTOCIRCUITOS (disyuntor o cortacircuitos a fusibles omnipolaires).
INTENSIDAD SECCION MINIMA DEL CABLE
(largura mxima 100 metros)
de 25 34 A 10 mm2 16 mm2
de 34 57 A 16 mm2 25 mm2
de 57 93 A 25 mm2 35 mm2
de 93 125 A 35 mm2 50 mm2
de 125 161 A 50 mm2 70 mm2
COBRE ALUMINIO
Relec ES V 14 / 01 / 2004 Page 1 /2
I INTRODUCCION Y DESCRIPCION GENERAL
Conexin a la electricidad
ATENCION!
Verificar que la tensin de la red sea idntica a la indicada bajo el seccionador.
La alimentacin se hace en TRIF + Tierra sin neutro.
El cable de alimentacin debe entrar en el armario elctrico a travs de un prensaestopas, tal
como se indica en el plano de implantacin (PE N29).
La conexin se efecta en lo alto del seccionador para las tres fases y sobre un borne separado,
colocado a la izquierda, para el conductor de proteccin (verde-amarillo).
llegada de la lnea
trifsica
hilo de pared del armario
elctrico
tierra
puo del
seccionador
ATTENTION
APPAREIL BRANCHE
EN TRI ...V + T*
Conexin seccionador
* TRIF 230V, 400V, 415V 440V.
Relec ES V 14 / 01 / 2004 Page 2 /2
I INTRODUCCION Y DESCRIPCION GENERAL
Conexin a la energa neumtica
CONDICIONES
La presin de alimentacin debe ser de 6 Bares mnimo (9 Bares mximo).
El aire debe ser seco, desprovisto de impurezas.
Su instalacin de aire comprimido debe llegar lo ms cerca posible de la mquina.
La seccin del conducto de alimentacin debe tener en cuenta las prdidas de cargas
debidas a la largura y a los meandros del trayecto de su canalizacin.
Ejemplo :Una tubera de seccin 15/21 debe tener una largura mxima de ocho metros.
Ms all, es necesario pasar a una seccin superior.
CONEXIN
La conexin a la mquina se efecta mediante un tubo flexible de un dimetro interior de 10
mm sobre la tobera acanalada (ver ilustracin)
La vlvula atrancable permite aislar la mquina del circuito de aire, para una intervencin de
mantenimiento por ejemplo.
Un presostato controla permanentemente la presin de funcionamiento (no inferior a 3,5
Bares).
REGULADOR
PRESOSTATO
VALVULA
FILTRO
TOBERA
Rpneu BOSCH ES V 14 / 01 / 2004 Page 1 /1
II MANUAL DEL OPERADOR
- Advertencia
- Dispositivos de seguridad
- Puesta en marcha
- Paso de la pelcula
- Cambio de formato
- Cuadros de reglajes
- Consignas generales de mantenimiento
Som Chap 2 ES V 14 / 01 / 2004 Page 1 /1
II MANUAL DEL OPERADOR
Advertencia
Al encontrarse con este smbolo, prestar una atencin especial..
Encontrarn este smbolo sobre la chapa de proteccin de la mesa elevadora de
pelcula. El desmontaje de la chapa vuelve accesible la cuchilla de corte de la pelcula.
En toda intervencin sobre la mesa elevadora de pelcula, en particular, durante el
reemplazo de la cuchilla tomar todas las precauciones necesarias.
Es prohibido pisar sobre el tnel. Los tubos de aluminio de alimentacin de aire del
tnel situados encima son frgiles. En caso de deformacin el tnel no funciona.
Respetar el pasaje del cables de alimentacin de los bloques de caldeo del tnel.
El cable obligatoriamente debe seguir sobre el camino de cable.
La mquina tiene equipados crteres fijados por tornillo que protegen todas las partes
en movimiento.
Est absolutamente prohibido hacer funcionar la mquina sin estas protecciones.
A la entrada de la mquina un orificio permite la entrada de los productos.
En la zona de trabajo las protecciones estn constituidas por puertas transparentes
equipadas con contactos de seguridad que, en caso de apertura, provocan la parada o
prohiben la puesta en marcha de la mquina.
Despus del cierre de la puerta, es necesario validar (apoyar en el botn "BORRADO
DEFECTO" para poder rearrancar la mquina).
La mquina no est prevista para el embalaje de productos inflamables o explosivos.
La mquina tiene equipados motores brushless (servomotores). Durante el
funcionamiento la temperatura de superficie de los motores puede llegar a 65C.
La mquina tiene equipado un sistema de mando numrico.
Slo los tcnicos de CERMEX OUEST CONDITIONNEMENT tienen autorizado el
acceso al programa de este mando numrico.
Ver tambin los captulos sobre la seguridad en las documentaciones de los
proveedores (CD proveedores, manuales papel ...).
AVERTES V 15 / 02 / 2005 Page 1 /1
II MANUAL DEL OPERADOR
Dispositivos de seguridad
CARTERES
Todos los crteres de acceso, amovibles manualmente sin herramientas,
son controlados por finales de carrera elctricos. No deben ser objeto de
anulaciones o desmontajes.
La apertura de uno de ellos para inmediatamente la mquina e impide su
puesta en marcha si no se restablecen correctamente. La apertura aparece
indicada sobre el sinptico por un pilotos que indica el lugar donde se sita
la causa de la parada. Para poner en marcha de la mquina, cerrar las aperturas y luego apoyar
en el botn de borrado de defectos. El piloto correspondiente debe apagarse.
Los otros crteres se hallan fijados por tornillos y slo deben ser desmontados para una
intervencin de mantenimiento.
PARADAS DE EMERGENCIA
En torno de la mquina hay situados botones de parada de emergencia
del tipo "golpe de puo". Su enganche provoca una parada inmediata
de la enfardadora.
Es necesario girarlos hacia la derecha para desatrancarlos.
LIMITADORES DE PAR
La mquina tiene provisto por lo menos un limitador de par situado sobre el ciclador de la
alimentacin (ver plano cinemtico). Evita daar la transmisin en caso de esfuerzo anormal
(sobrecarga o atascamiento debido a un cuerpo extrao).
El desencadenamiento de un limitador de par acciona un final de carrera elctrico y provoca la
parada inmediata de la mquina. Cada desencadenamiento aparece indicado en el sinptico.
En caso de desencadenamientos repetidos, intempestivos, reapretar el limitador de par dos
muescas y ensayar la mquina a carga plena.
Para poder rearrancar la mquina, es necesario asegurarse de que no haya quedado ningn
elemento susceptible de obstaculizar la marcha normal de la mquina.
Proceder de la siguiente manera para rearrancar:
- girar al volante del limitador en el sentido indicado hasta el reenganche
- apoyar en el botn de borrado de defectos, debe apagarse el piloto
correspondiente en el sinptico
- rearrancar la mquina apoyando en "MARCHA AUTO".
Secu ES V 14 / 01 / 2004 Page 1 /1
II MANUAL DEL OPERADOR
PUPITRE
En tensin
Seleccionador
Parada de
emergencia
Pantalla de control
Mando a distancia
P/M
Mando a distancia
Borrado defectos
ALARMA SONANTE = Indica que la mquina se pone en marcha
ROJO Parpadeante = Defecto corriente no borrado
Encendida = Falta; mquina parada
NARANJA Parpadeante = Marcha manual o arreglo
VERDE Parpadeante = Mquina en espera que la mquina se pone
en marcha automtica (regulacin de la lnea)
Encendida = Mquina que funciona en produccin
AZUL Encendida = Falta film o cartn
MR45879ES V 20 / 12 / 2006 Page 1 /7
II MANUAL DEL OPERADOR
PANTALLA MODO AUTOMATICO
TSP3 SDI Frances
45879
Contador paquetes 278
Tunnel Entr 103C Inter 105C Sali 105C
MAQUINA
TS Tipo de la mquina y Nmero de la mquina
- A indicar a nuestro servicio cliente para toda informacin
Espaol/Franais Apoyar para obtener la visualizacin en este idioma
Zona de visualizacin de defectos: Apoyar en alarmas para ver la lista completa
de los defectos.
Formato N Indica el nmero del formato en curso
Contador paquetes Indica el numero de paquetes
Temperatura Indica la temperatura del tnel
Dimetro de la bobina Informacin sobre la cantidad de film de la bobina en curso
PARADA Indica el estado de la funcin que corresponde al botn situado abajo
Transportador entrada Puesta en marcha o parada del transportador de entrada
Maquina Puesta en marcha o parada de la mquina en automtico
Transportador tnel Puesta en marcha o parada del tnel
Formatos Visualizacin de la pgina que permite seleccionar el formato
Alarmas Visualizacin de las pginas de alarmas
MR45879ES V 20 / 12 / 2006 Page 2 /7
II MANUAL DEL OPERADOR
PANTALLA MODO MANUAL
Indica el estado de la
funcin correspondiente al
botn situado abajo
Sincronizacion /No
Sincronizacion Sincronizacion No
No No
Apoyar para activar la
Indica el estado de la funcin
funcin correspondiente al
botn situado abajo
AUTO/MANUAL
Apoyar para activar la
funcin
Girar el botn MANDO A distancia a MARCHA para pasar a modo manual.
Girar el botn a PARADA para volver a modo automtico.
Resinc M1 Resincronizacin del motor Principal: Utilizar el botn del mando a distancia para
lanzar la resincronizacin; Soltar el botn cuando el piloto indica nuevamente parada.
Resinc M6 Resincronizacin del motor mesa elevadora de pelcula: Utilizar el botn del mando a
distancia para lanzar la resincronizacin; Soltar el botn cuando el piloto indica
nuevamente parada.
Manual M1 Paso a modo manual M1: Utilizar el botn del mando a distancia para hacer funcionar la
mquina manualmente.
Manual M6 Paso a modo manual M6: Utilizar el botn del mando a distancia para hacer avanzar la
pelcula a sacudidas, o mantenerlo apoyado, para hacer salir una largura de pelcula.
Vaciado Paso a modo vaciado: Utilizar el botn del mando a distancia para vaciar la mquina.
Rellenar Hace funcionar los transportadores de entrada para llenar los pasillos de alimentacin.
Los transportadores se detienen al accionarse la deteccin mximo.
Reglaje Paso a modo reglaje: Utilizar el botn del mando a distancia para hacer avanzar la
mquina en el punto de reglaje.
ngulo M1 Indica la posicin del motor M1.
MR45879ES V 20 / 12 / 2006 Page 3 /7
II MANUAL DEL OPERADOR
SELECCION DEL FORMATO
Puede observarse un cuadro por formato con los valores de los parmetros al comienzo del
captulo DESCRIPCION DETALLADA.
En la pgina de acogida, elegir la rbrica FORMATO, aparece entonces la pgina siguiente.
Para cam biarde form ato apoyaren elcam biarde form ato.
Parametrizacin de los
variadores; reservado a
los tcnicos CermexOC
VARIADOR
Apoyaren elnum ero de form ato
-Pulsarla tecla SIpara registrarelnuevo form ato
Cambio de los parametros del
formato
Cargar .........
Carga del variador
Apoyaren M EN
Para m odificarun form ato :
Para m odificarun tam ao,ira R EG LAJE D E LO S PAR AM ETR O S en la partida D ESC R IPC I N
EN U M ER AD A
MR45879ES V 20 / 12 / 2006 Page 4 /7
II MANUAL DEL OPERADOR
CALIBRACION DE LA PANTALLA
Calibracin Calibracin de la losa tctil
Limpieza pantalla Cancela momentneamente las funciones de la losa tctil para limpiar la pantalla
con un trapo suave.
Modo transferencia
Contraste - Reduce el contraste de la pantalla
Contraste + Aumenta el contraste de la pantalla
MR45879ES V 20 / 12 / 2006 Page 5 /7
II MANUAL DEL OPERADOR
PUESTA EN MARCHA
1) Poner la mquina en tensin mediante el seccionador situado del lado del armario y poner
la presin de aire mediante la vlvula.
2)Garantizar que no est activada ninguna parada de emergencia, que todas las puertas
estn cerradas (Tecla ALARMAS).
3) Cargar el formato a producir.
4)Apoyar en"BORRADO DEFECTO" sobre el pupitre.
5) Apoyar en el botn "TRANSPORTADOR TNEL" con el fin de ponerlo en calefaccin.
6) Poner el transportador de entrada en marcha.
7) Efectuar una resincronizacin de la mquina apoyando, sin soltar antes del final de los
movimientos, en el botn "MARCHAS MANUALES". El ciclador de alimentacin comienza a girar
y luego se detiene en una posicin determinada, seguidamente se inicializa la produccin de
pelcula (cuando se utiliza pelcula impresa marcada, la mquina corta 2 larguras de con el fin de
medir la divergencia entre 2 marcas).
ATENCIN!Soltar el botn solamente cuando los pilotos "RESINCRO " indican Parada.
8) Retirar la(s) largura(s) de pelcula que se encuentran en el ciclador de napado.
9) Volver a cerrar la puerta.
10) Pasar en automtico
11) "MARCHA AUTOMTICA" (la mquina est lista para arrancar).
Esperar que el tnel haya alcanzado su temperatura de consigna, despus de 30 Mn
aproximadamente y luego girar el botn "ALIMENTACIN" (situado del lado de la mquina)a
marcha. La mquina arranca con las siguientes condiciones:
-Acumulacin suficiente sobre el transportador de entrada (clulas mn./mx.).
NOTA:
Las operaciones 2 a 11 son necesarias despus de un corte de la alimentacin elctrica.
PARADA DE LA MQUINA
- Girar el botn ALIMENTACIN a PARADA
- Esperar que los ltimos packs hayan salido del tnel
- Apoyar en PARADA TNEL
-Las turbinas y el transportador siguen girando durante unos 15 Mn para permitir el enfriamiento.
- Esperar que el tnel est detenido para cortar la corriente.
MR45879ES V 20 / 12 / 2006 Page 6 /7
II MANUAL DEL OPERADOR
PUESTA EN MARCHA
ANOMALIA CAUSAS POSIBLES
1) La mquina no empieza. 1) a) Visualizar la lista de las alarmas, actuar
sobre el defecto indicado y luego apoyar en
borrado defectos.
Las principales causas de defecto son:
- Las puertas
- Las paradas de emergencia.
-La presin de aire (debe ser de 5 bares).
-El mando manual (debe estar en automtico).
- El transportador de entrada (debe estar en
marcha).
2) -Verificar las clulas de deteccin de
2) Los lotes llegan al ciclador de napado pero producto situadas antes de la entrada del
no la pelcula. ciclador de napado.
MR45879ES V 20 / 12 / 2006 Page 7 /7
II MANUAL OPERADOR
PASO DEL FILM 1 PISTA
- Parar la mquina mediante el botn parada en el ciclo (dejar el tnel en calefaccin).
CONSULTAR EL ESQUEMA DE PASO DE FILM SITUADO SOBRE LA MQUINA
1) Asegurarse que ninguna alarma esta puesta en marcha
2) Apretar sobre para pasar en modo "Motor"
3) Apretar en RESYNCHRO M6
4) Girar la llave MANDO A DISTANCIA sobre MARCHA, " Telemando
activo " se exhibe
5) Girar el cuchillo de corte de film hacia arriba (fuera del film)
6) Girar la bobina de film manualmente para desenrollar del film
(aproximadamente 4m)
7) Seguir el esquema de paso de film situado sobre la mquina
8) Pasar el film en el sistema de ajustamiento de tensin del film
ATENCIN de pasar bien entre todos los rodillos
9) Apagar(extinguir) las barras antiestticas.
10) Sacar la mesa de inyeccin
11) Introducir la extremidad del film entre los 2 rodillos de la mesa de subida de film con la
ayuda de una pala
ATENCIN! Antes de poner el film entre los rodillos, centrarlo correctamente
El film no subir en la mesa si no es arrinconado bien entre los rodillos
12) Entrar la mesa de inyeccin.
13) Devolver los barras antiestticas en marcha.
14) Apretar por impulsos el botn del mando a distancia para hacer girar los rodillos y sacar una
hoja de film
15) Girar la llave MANDO A DISTANCIA sobre PARADA, apretar MANUAL M6 y devolver la
llave sobre MARCHA
16) Apretar el botn del mando a distancia para sacar varias hojas de pelcula hasta que la
pelcula sea correctamente centrada y desarrugada
PFTS2 PISTES 45879ES V 20 / 12 / 2006 Page 1 /3
II MANUAL OPERADOR
PASO DEL FILM 2 PISTAS
- Parar la mquina mediante el botn parada en el ciclo (dejar el tnel en calefaccin).
CONSULTAR EL ESQUEMA DE PASO DE FILM SITUADO SOBRE LA MQUINA
1) Asegurarse que ninguna alarma esta puesta en marcha
2) Apretar sobre para pasar en modo "Motor"
3) Apretar en RESYNCHRO M6
4) Girar la llave MANDO A DISTANCIA sobre MARCHA, " Telemando
activo " se exhibe
5) Girar el cuchillo de corte de film hacia arriba (fuera del film)
6) Girar la bobina de film manualmente para desenrollar del film
(aproximadamente 4m)
7) Seguir el esquema de paso de film situado sobre la mquina
8) Pasar el film en el sistema de ajustamiento de tensin del film
ATENCIN de pasar bien entre todos los rodillos
9) Apagar(extinguir) las barras antiestticas.
10) Sacar la mesa de inyeccin
11) Introducir la extremidad del film entre los 2 rodillos de la mesa de subida de film con la
ayuda de una pala
ATENCIN! Antes de poner el film entre los rodillos, centrarlo correctamente
El film no subir en la mesa si no es arrinconado bien entre los rodillos
12) Entrar la mesa de inyeccin.
13) Devolver los barras antiestticas en marcha.
14) Apretar por impulsos el botn del mando a distancia para hacer girar los rodillos y sacar una
hoja de film
15) Girar la llave MANDO A DISTANCIA sobre PARADA, apretar MANUAL M6 y devolver la
llave sobre MARCHA
16) Apretar el botn del mando a distancia para sacar varias hojas de pelcula hasta que la
pelcula sea correctamente centrada y desarrugada
17) Girar el cuchillo de corte del film (hacia abajo).
18) Hacer de nueva funcionar la mesa de subida de film hasta la llegada de las 2 pistas de film
sobre el transportador de recubrimiento.
PFTS2 PISTES 45879ES V 20 / 12 / 2006 Page 2 /3
II MANUAL OPERADOR
EMPALME DE CARRETE
- La bobina llena debe estar ya instalada.
- Parar la mquina (dejar el tnel en caldeo).
- Empalmar ambos extremos mediante la barra de unin de film (ilustracin 2). En el caso de
un film impreso con marcas, la mquina rearranca ms rpidamente si se hace corresponder los
motivos unos con otros.
ATENCION! En caso de utilizarse film impreso, es preciso pasar al modo FILM
NEUTRO al cambiar de tipo de film (de neutro a impreso, nueva banda o nueva impresin).
- Girar el botn PREENTREGA IZQUIERDA/DERECHA en el sentido correspondiente a la
bobina utilizada.
Ilustracin 2
1) Poner el extremo de la bobina llena 2) Parar la mquina, y luego girar la barra
sobre la barra de soldadura (mquina en de soldadura.
produccin)
Bobina Bobina Bobina Barra de
llena vaca llena soldadura
Barra de
soldadura Bobina
vaca
3) Tirar de esta parte del film para 4) Volver a poner la barra de
separar la bobina vaca soldadura en posicin vertical, el
film est empalmado.
PFTS2 PISTES 45879ES V 20 / 12 / 2006 Page 3 /3
II MANUAL DEL OPERADOR
PRINCIPIO DE LOCALIZACIN DE LOS REGLAJES Y HERRAMIENTAS
PRINCIPIO DE LOCALIZACIN DE LOS REGLAJES Y HERRAMIENTAS
LOS REGLAJES
El emplazamiento de los reglajes est indicado sobre la mquina por etiquetas de color rojo formato 15 x 15.
1 A
, y
LAS HERRAMIENTAS
El emplazamiento de las herramientas est indicado sobre la mquina por etiquetas de color
Las herramientas se localizan mediante etiquetas de color azul formato 29 x 12.
1/1
Emplazamiento
Emplacement sur enlala nmero
numroherramienta
d'outillage
mquina
machiney ettipo
typede endans
el formato
le format
herramienta
d'outillage
Nota : Para la herramienta que consta de varios elementos, la localizacin de cada una de las distintas partes
de ste se efecta mediante una 3 cifra.
1/1/1
CF45879ES V 20 / 12 / 2006 Page 1 /6
II MANUAL DEL OPERADOR
PROCEDIMIENTO DE CAMBIO DE FORMATO
Consultar los cuadros de la pgina siguiente para conocer los valores de los reglajes a efectuar.
Para saber los valores de los ajustes a efectuar, consulte las tablas de la pgina siguiente.
A) VACIADO DE LA MQUINA
- Pulse PARO EN EL CICLO
- Pulse el botn VACIADO
- Girar el botn MANDO A DISTANCIA en posicin MARCHA
- Pulse MARCHAS MANUALES
- Girar el botn ALIMENTACION en posicin MARCHA
- Controle la entrada de productos en el conjunto de seleccin.
B) Ajuste los aletas de orientacin del flujo de aire (marcas
rojas 1, 2, 3 & 4).
C) Ajuste la posicin de las bandas superiores del ciclador
de recubrimiento (referencias rojas 5 y 6)
D) Sustituya la bobina de film y cntrela (referencia roja 7).
E) Ajuste la posicin de la celula de film impresa (marca roja 8).
CF45879ES V 20 / 12 / 2006 Page 2 /6
II MANUAL DEL OPERADOR
PROCEDIMIENTO DE CAMBIO DE FORMATO
F) Ajuste las guas del ciclador de alimentacin (marcas rojas
9 &10 ).
G) Sustituya el gua central del ciclador de alimentacin
(marca azul 1 ).
H) Ajuste la posicion de la guias del ciclador de alimentacion
(marca roja 11)
I) Reemplazar el conjunto de seleccin si es necesario (marca azul 2).
En un primer tiempo, poner el conjunto de seleccion en el punto de desarme.
- Pulsar el botn reglaje en la pantalla de control para entrar en el men punto
reglaje mquina
- Pulsar sobre desarmado K7 el punto 0 sera activado despues.
- Ponerse en el modo de control manual , pulsar el boton del control a distancia
hasta la interupcion de la mquina.
Atencion : no se debe salir del reglaje mientras que el casete no sea posicionado.
abrir la puerta hacia arriba
descolgar el gato gas de color negro de la puerta
cierrar la puerta
quitar el tornillo arriba de la puerta
abrir la puerta, pujar al lado
quitar el tubo de engrase
quitar el modulo de seleccion
Atencion : el conjunto de seleccin tiene un peso total de mas de 100 kg.
Hay que detener un torno elevador.
poner el modulo de seleccion que corresponde al formato
poner de nuevo el tubo de engrase
cierra la puerta
poner el tornillo arriba de la puerta
abrir la puerta hacia arriba
poner el gato gas
cierra la puerta
quitarse del modo ajustamiento/reglage
J) Ajuste la anchura de los corredores (marcas rojas 12 & 13)
CF45879ES V 20 / 12 / 2006 Page 3 /6
II MANUAL DEL OPERADOR
PROCEDIMIENTO DE CAMBIO DE FORMATO
K) Ajuste las guas pasillos (marcas rojas 14 & 15)
L) Ajuste la altura y la separacin de la deteccin de productos tumbados
(marca roja 16).
M) Sustituya las guas del transportador de entrada
(marcas azules 3 y 4).
N) Ajuste las guas del transportador de entrada (marcas
rojas 17 y 18)
O) Seleccione el formato (marca roja 19).
P) Realice una resincronizacin.
Pulsar el boton ALARM
pulsar el boton MARCHA MANUAL
ATENCIN: Espere a que el mensaje hacer una RESINCRONIZACIN se haya
apagado antes de sueltar el botn.
Q) Suministre una determinada longitud de film con ayuda del botn "SALIDA FILM
MANUAL" hasta llegar a la unin de la pelcula. Retire una por una las hojas de film para que no
se produzca ningn atasco.
CF45879ES V 20 / 12 / 2006 Page 4 /6
II MANUAL DEL OPERADOR
PROCEDIMIENTO DE CAMBIO DE FORMATO
R) Ciclador de recubrimiento (marca roja 20)
- Apretar el botn ARREGLO sobre la pantalla de encargo
- apretar PUNTO ARREGLO COBERTURA. No dejar el modo
ARREGLO
- girar la llave MANDO A DISTANCIA sobre MARCHA
- apretar el botn del mando a distancia hasta que la mquina se arrte.
- Girar el ciclador de recubrimiento con la ayuda de su volante hasta la
alineacin de las barras de recubrimiento con las flechas de posicin
- sacar del modo arreglo.
S) Poner los productos en el transportador de entrada.
pulsar el boton LLENAR
Dar una vuelta en LLAVE DEL MANDO HA DISTANCIA en marcha y pulsar MARCHA
MANUAL para que anden los productos en la maquina y verificar que todos los parametros
esten correctomente ajustado.
T) Seleccione el modo AUTO.
CF45879ES V 20 / 12 / 2006 Page 5 /6
II MANUAL DEL OPERADOR
LOCALIZACION DE LOS REGLAJES
2/1 1/1
2/2 1/2
2/3 1/3
4/1 3/1
4/2 3/2
4/3 3/3
19
7
5
20
6
8
9
1
10 11
12
13
16 14
15 4 3
18 17
CF45879ES V 20 / 12 / 2006 Page 6 /6
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
ATENCION! LA INOBSERVANCIA DE LAS INSTRUCCIONES DE
MANTENIMIENTO ACARREA LA ANULACION DE LA GARANTIA.
Compete al personal encargado del mantenimiento de la mquina o eventualmente al
conductor de sta, efectuar un control regular de todos los elementos mviles que la
constituyen.
Este control puede efectuarse en marcha normal: (visual y auditivo), as como cuando est
parada: (verificacin de los aprietes, lubricacin de los rganos, juegos de funcionamiento,
estanqueidad de los circuitos...).
Puede fcilmente evitarse una inmovilizacin costosa de su mquina reparando
preventivamente sus rganos, en cuanto stos presenten seales de debilidades.
Est claro que es indispensable mantener el conjunto de la mquina en un perfecto estado
de limpieza. Se facilitarn as en gran parte las operaciones de mantenimiento.
Hallarn a continuacin una planificacin de mantenimiento preventivo de su material.
ATENCIN!
En la limpieza de la mquina no utilizar detergentes o solventes que daan las pinturas,
cintas, siliconas, cauchos.
Utilizar exclusivamente agua con jabn.
PROCEDIMIENTO DE INTERVENCIN
1)Cortar la corriente medante el seccionador situado del lado del armario.
2) Atrancar el puo del seccionador.
3) purgar el aire medante el(los) grifo(s) de purga neumtica.
Ahora su mquina est en seguridad y permite una intervencin.
Si su mquina tiene equipado un encolador, consultar su noticia antes de intervenir en l.
EntGen ESV 25 / 02 / 2005 Page 1 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
MANTENIMIENTO DE LAS CADENAS
ATENCION !
El engrase eficaz de las articulaciones de una cadena de transmisin es un factor de
longevidad.
Su mquina tiene equipados 2 sistemas de engrase automatizados:
- uno para el tnel
- uno para el resto de la mquina
Engrase mquina Engrase tnel
(Wynoil Way 220) (SYNTHOCHAINE)
ATENCION!
Para una mejor longevidad de las cadenas del tnel les recomendamos expresamente utilizar
"SYNTOCHAINE de WINN' S" disponible en nuestro servicio recambios con la referencia :
0479018
Para una mejor longevidad de las otras cadenas de la mquina les recomendamos
expresamente utilizar "Wynoil Way 220 de WINN' S" disponnible en nuestro servicio
recambios con la referencia : 613000715
Es necesario verificar regularmente el nivel de los tanques de las bombas de engrase (ver
cuadros de mantenimiento). Con este motivo, se recomienda efectuar un control del buen
funcionamiento del sistema de engrase.
Anualmente, se aconseja reemplazar los filtros de las bombas y verificar los circuitos de
engrase (apriete de los racores, estado de los tubos).
EntGen ESV 25 / 02 / 2005 Page 2 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
SYNTOCHAINE
LUBRICANTE PARA CADENAS
DESCRIPCIN
El aceite SYNTOCHAINE es un aceite sinttico completo, a base de polialfaolefinas e hidrocarburos
de sntesis, reforzado con agentes de untuosidad.
Esta calidad ha sido puesta a punto para el engrase de las cadenas, levas, engranajes, etc.
sometidos o no a las temperaturas ms severas, incluso en presencia de vapor.
CARACTERISTICAS (Producto bsico)
- Aspecto lquido
- Color amarillo
- Masa volumtrica (NF T 60-172), g/cm3 0,90
- Viscosidad a 40C (NF T 60-100), mm2/s (cSt) 175
- Viscosidad a 100C (NF T 60-100), mm2/s (cSt) 17
- Punto de inflamacin (NF T 60-103), C 245
- Ensayo de la hoja de cobre (NF M 07-015) 1a
- Residuo CONRADSON,% 0,15
EntGen ESV 25 / 02 / 2005 Page 3 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
SYNTOCHAINE
PROPIEDADES
El engrase es esencial para garantizar la longevidad de una cadena y de sus piones.
a) Por sus calidades espumantes, SYNTOCHAINE posee un poder humectante que le permite
penetrar:
- entre el eje y el casquillo,
- entre el casquillo y el rodillo,
- entre las placas exteriores e interiores.
El acondicionamiento aerosol mejora la regularidad de aplicacin del lubricante.
b) La resistencia pelicular de SYNTOCHAINE permite:
1) garantizar el engrase entre los elementos deslizantes,
2) amortiguar las sacudidas de engranaje,
3) reducir el desgaste.
c) SYNTOCHAINE permite una aplicacin uniforme y por sus agentes de adherencia, evita
las prdidas por proyeccin.
Por otra parte, SYNTOCHAINE:
1) - no deja residuos carbonosos,
2) - es utilizable en una amplia banda de temperaturas: - 40 + 200C
3) - asegura la proteccin contra la corrosin,
4) - posee un elevado poder hidrfugo.
SYNTOCHAINE garantiza una lubricacin de larga duracin y deja a las cadenas y piones su
aspecto reluciente y limpio.
1 A11068
FT.95.528 F
Con la permanente inquietud de mejorar la calidad de sus productos, Wynns France se reserva el derecho de modificar sus caractersticas
y les invita a tomar conocimiento de toda modificacin producida despus de remitido el presente documento.
EntGen ESV 25 / 02 / 2005 Page 4 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
WYNN'SLIDE WAY 220
ACEITE PARA CORREDERAS
DESCRIPCIN
WYNN'SLIDE WAY 220 es un aceite especialmente elaborado para la lubricacin de las correderas
de herramientas tanto tradicionales como cubiertas de materiales sintticos o resinas
termoendurecidas de tipo SKC, SCHMIDT, KHUNE
CARACTERISTICAS
EntGen ESV 25 / 02 / 2005 Page 5 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
WYNN'SLIDE WAY 220
WYNN'SLIDE WAY 220 es un aceite que elimina el fenmeno de ruido o avance a sacudidas
(Stick-slip) que corre el riesgo de producirse a bajas velocidades de deslizamiento o bajo cargas
reducidas.
WYNN'SLIDE WAY 220 contiene agentes de untuosidad y adherencia que favorecen el enganche
del aceite y el mantenimiento de la pelcula lubricante, evitando as el encolado de las correderas.
WYNN'SLIDE WAY 220 tiene muy buenas propiedades anticorrosivas.
Su elevado poder antioxidante garantiza la proteccin de los rganos mecnicos tanto en marcha
como en la parada
UTILIZACION
WYNN'SLIDE 220 conviene para la lubricacin de las correderas de herramientas cualesquiera que
sean las condiciones de velocidad y carga y muy especialmente de las correderas que soportan
fuertes cargas.
1 AI 1163
FT98.593 B
Con la permanente inquietud de mejorar la calidad de sus productos, Wynns France se reserva el derecho de modificar sus caractersticas
y les invita a tomar conocimiento de toda modificacin producida despus de remitido el presente documento.
EntGen ESV 25 / 02 / 2005 Page 6 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
CUADROS DE MANTENIMIENTO
Horas
OPERACION DE MANTENIMIENTO 8 40 180 500 2000
Retirar los eventuales residuos de
pelcula cados en las piezas mviles.
Asegurarse de que la cinta del tnel
no est obstruida por residuos de
pelcula.
Asegurarse de que las cadenas del
transportador del tnel estn
lubricadas correctamente.
Verificar la ausencia de obstculos o
suciedades susceptibles de estorbar
la circulacin de los productos en los
pasillos y el ciclador de alimentacin.
Verificar el nivel de aceite en los
depsitos de las bombas de engrase.
Aadir si es preciso.
Limpiar las pticas de las clulas
fotoelctricas as como los
reflectores.
EntGen ESV 25 / 02 / 2005 Page 7 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
Horas
OPERACION DE MANTENIMIENTO 8 40 180 500 2000
Limpiar el modulo de salida film : retirar los
eventuales residuos de film. ATENCION
CON LA CUCHILLA!
Limpiar las barras antistaticas:
- desmontarlas del modulo de salida film
- poner la brocha en el producto de limpieza
y brosar la puntas de las barras
- secar las barras con aire comprimido
- montarlas de nuevo en
Controlar la tensin de las alfombras de
transporte:
- en el ciclador de alimentacin
- en el ciclador de recubrimiento
No deben ser demasiado tendidos.
Para limpiarlos, utilizar agua jabonosa luego
secarlos. Jams utilizar leja, ni disolvente o
desengrasar. Jams tender
una alfombra mojada.
Verificar el arrastre del conjunto de seleccin
(dedos, cadenas,)
Verificar la impermeabilidad del circuito
neumtico y de la lubricacin centralizada.
Asegurarse de que todas las cadenas estn
bien engrasadas.
Verificar el funcionamiento de las
seguridades de puertas controladas por
clula. Verificar el estado de la pata de
deteccin de cada puerta.
EntGen ESV 25 / 02 / 2005 Page 8 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
Horas
OPERACIONES DE MANTENIMIENTO 8 40 180 500 2000
Desempolvar las ventilaciones de los
motores.
Verificar el funcionamiento correcto
de la seguridades : paros de
urgencia, crteres.
Controlar la tensin de las cadenas
de todos la mquina y del
transportador tnel. Acortar si es
preciso.
Reemplazar la cuchilla del modulo de
salida film.
Controlar el estado de los
rodiamientos y remplazarlos si es
preciso.
Verificar el nivel de los reductores
(Mirar las referencias de las aceites)
NO MESCLAR DIFERENTES
TIPOS DE ACEITES !
Verificar el consumo de cada grupo
de calefactor tnel.
Asegurase del buen estado de las
conexiones al nivel de cada bornero
elctrico.
Controlar la tensin de las cadenas
de transportador de llegada de los
productos y acortar si es preciso.
EntGen ESV 25 / 02 / 2005 Page 9 /9
III DESCRIPCION ENUMERADA
- Reglaje de los parmetros
- Alimentacin
- Flujo de recubrimiento
- Ciclador de napado
- Tnel
- Enfriador
Som Chap 3 ES V 14 / 01 / 2004 Page 1 /1
III DESCRIPCION ENUMERADA
Reglaje de los parametros
Para modificar un formato:
- Apoyar en MODIFICACIN de FORMATO
Aparece la pgina siguiente.
VARIADOR
- Hacer desfilar los parmetros mediante las teclas
RETORNO y SEGUIDA
- Para modificar un parmetro, apoyar en su valor, aparece un teclado
numrico . Entrar el nuevo valor y luego apoyar en.
- Una vez modificados todos los parmetros, apoyar en la tecla
MENU.
- Pulsar la tecla SI para registrar las modificaciones.
Solvoguardia de los parametros
del formato
Solvoguardia terminada
Desee utilizar este formato ahora?
Cambio de los parametros
del formato Cambio terminado
Carga del variador
Al visiualizarse el mensaje transferencia terminada, apoyar en Men para volver al MENU
FORMATO
Apoyar en Acogida.
REGPARTS3 45879 V 20/ 12 / 2006 Page 1 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
CADENCIA
CADENCIA NOMINAL
Esta cifra que se puede modificar sobre la pantalla es la cadencia nominal en ciclos por minuto
para el formato elegido. Determina la cadencia por defecto para el formato elegido, que es la
que se obtiene despus de cada puesta en tensin. La cadencia es modificable dentro de una
gama definida por formato. Esta gama est limitada por 2 topes no modificables por el usuario.
MEDIA VELOCIDAD
La mediana cadencia es definida en porcentaje de la cadencia nominal. Los valores admisibles
estn comprendidos entre el 50% y el 100%. Por lo general, el valor por defecto es del 80%.
Este parmetro sirve para reducir la cadencia cuando la acumulacin de los productos situados
antes de la mquina disminuye, es decir, cuando el detector de acumulacin ms lejano de la
mquina ya no est activado.
PEQUEA VELOCIDAD
La pequea cadencia es definida en porcentaje de la cadencia nominal. Los valores admisibles
estn comprendidos entre el 50% y el 100%. Por lo general, el valor por defecto es del 60%.
Este parmetro sirve para reducir la cadencia cuando la acumulacin de los productos situados
antes de la mquina disminuye, de forma que slo el detector de acumulacin situado ms
cerca de la mquina permanece activado. Para un correcto funcionamiento de la mquina, el
valor seleccionado debe ser inferior o igual al valor de la cadencia mediana. Tmbien hay que
verificar que, en funcin de la temperatura del trabajo del horno tnel, el pack no se
sobrecaliente debido al aumento del tiempo de paso en el horno tnel.
RAMPAS ACCELERACION / DECELERACION
Estos parmetros permiten ajustar las rampas de aceleracin y deceleracin de la mquina.
REGPARTS3 45879 V 20/ 12 / 2006 Page 2 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
FILM 1
LONGITUD FILM
Expresado en mm, este valor es en general igual al permetro del lote a embalar + 50 mm. Cuando
el film es impresa, esta longitud es igual al paso de la impresin del film.
Este valor debe darse precisamente (+/- 2mm) ya que el sistema corrige automticamente la
posicin del corte en funcin de la lectura de la impresin sobre el film. Un error de ms 25mm
sobre este valor provoca la parada de la mquina.
Es indispensable resincronizar el film despus de una modificacin de este parmetro.
FILM BAJO EL PAQUETE
Expresado en mm, este valor debe corresponder exactamente a la
llongitud del film situada bajo el paquete , (si no modificar CALAJE FILM
BAJO PAQUETE).
Es indispensable resincronizar el film despus de una modificacin de
este parmetro. Largura de film
NOTA: El calado del film bajo el paquete es nico para todos los bajo el paquete
formatos.
SELECCION RAMPAS
Estos parmetros permiten ajustar las rampas de aceleracin y deceleracin de la mesa de
subida de film.
COEFICIENTE ALTA VELOCIDAD
La correccin alta velocidad del film, se expresa en relacin de gran velocidad (GV) del film.
- El valor de GV se calcula automticamente segn los parmetros relativos al formato utilizado.
- Esta correccin permite actuar sobre la tensin del film en ocasin del napado.
- Si se reduce GV, el film estar ms tensa ej.:20.
- Si se aumenta GV, se aflojar el film. ATENCION! En este caso el film se pliega ligeramente y
es probable que la lengua depelcula monte sobre la extremidad del film anterior, lo que corre el
riesgo de producir una mala salida del film siguiente. Regular este valor de manera de napar el
film tensada moderadamente para no desajustar el film bajo el paquete.
La correccin GV debe estar siempre comprendida entre 10 y 300. Utilizar el valor 20 por defecto
para un nuevo formato.
Es indispensable resincronizar la pelcula despus de una modificacin de este parmetro.
REGPARTS3 45879 V 20/ 12 / 2006 Page 3 /13
III DESCRIPCION ENUMERADA
Reglaje de los parametros
DEFASAJE VELOCIDAD ALTA
Hacer funcionar la mquina en modo manual hasta que la barra de recubrimiento llegue entre el
ciclador de alimentacion y el tapete de recubrimiento.
Ciclador de
alimentacion
Tapete de
recubrimiento
Barra de recubrimiento
Medir la distancia entre la trasera del producto y el borde de la barra de recubrimiento.
Quitar 10% de esta distancia para no tensar demasiado la pelicula.
Poner despus el valor de esta medida en el formato (defasaje velocidad alta).
Nota : Se puede lanzar la velocidad alta solamente cuando la barra de recubrimiento empiece a
llegar al nivel del tapete de recubrimiento.
CALAJE DEL FILM BAJO EL PACK
Expresado en grados.
Fije la longitud de la pelcula a 100 mm.
A continuacin modifique CENTRADO DEL FILM BAJO EL PACK hasta obtener efectivamente
los 100 mm. El ajuste es vlido para todos los formatos.
REGPARTS3 45879 V 20/ 12 / 2006 Page 4 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
TIPO DE FILM
Eleccin del tipo de film, neutro o impreso : 0, 1, 2 o 3.
ANCHURA MARCA
Ajustar la largura de la marca a detectar.(solamente en modo 3)
POSICIN IMPRESIN (PELICULA IMPRESA)
Expresado en mm este valor permite desplazar la localizacin de la imagen impresa de la pelcula
sobre el pack (ver Ilustracin). Proceder a varias pruebas con el fin de asegurarse del resultado
despus de la retraccin.
Es indispensable resincronizar el film despus de una modificacin de este parmetro.
SENTIDO DE DESFILE
Valor a retirar en
POSICION FILM
IMPRESA
ej.: 10
Desfase de
la impresin
ej. 20mm
PROCEDIMIENTO DE REGLAJE:
- Regular este valor a 50
- Cortar una largura del film.
- Pasar algunos packs y luego medir el desfase (20 mm sobre ilustracin siguiente).
- El motivo frontal est demasiado bajo. Para recentrar ambos motivos, es necesario desplazar
la impresin 20/2=10mm haci atrs.
- Retirar 10 en [ POSICIN PELICULA IMPRESA ] (o sea 40-10=40).
- Hacer una resincronizacin.
- Cortar una largura del film.
- Pasar algunos packs y luego verificar el posicionamiento.
- Modificar de nuevo el valor en caso necesario.
REGPARTS3 45879 V 20/ 12 / 2006 Page 5 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
BOBINA
COEFICIENTE PREENTREGA
Este valor se define como porcentaje. Se trata de un parmetro que permite ajustar la velocidad
de la bobina de film.
La velocidad esta correcto cuando con la velocidad nominal de la mquina, el balancin oscila en
posicin mediana
NUMERO DE PAQUETES ANTES PARADA
Expresado en nmero, este valor corresponde a la cantidad de paquetes realizados antes de la
parada de la mquina cuando la bobina de film est vaca.
INICIO DETECCION PRODUCTO
Permite regular la posicin angular donde comienza el deteccin de producto.
FIN DETECCION PRODUCTO
Permite regular la posicin angular donde se detiene el deteccin de producto.
TIEMPO DE SOLDADURA
En segundos, este parametro permite ajustar el tiempo de soldadura para ela conexion de bobina.
Tenemos que tener un tiempo bastante grande para tener una bobina bien soldada.
REGPARTS3 45879 V 20/ 12 / 2006 Page 6 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
PASO Y POSICIONES
PASO CICLADOR DE ALIMENTACIN
El paso es la distancia entre ejes entre dos barras de ciclador expresada en nmero de dientes
de 12,7 mm. Indicar el nmero de dientes, ej. 24. Despus de una modificacin de este
parmetro es indispensable una resincronizacin
general.
ATENCIN!Las cadenas que constituyen el ciclador
de alimentacin estn a menudo al paso de 19,05 mm,
los valores utilizados tienen en dicho caso una
correspondencia con una cadena 19,05 (ej. 24 dts 12,7
Paso
corresponde a 16 dts 19,05).
ej.: 304,8/12,7 = 24 dientes
Selen los productos y para agruparlos se utiliza un paso
de 24 dientes o de 48 dientes por adicin o retirada de
una barra sobre dos (ver cambio de formato).
PASO CICLADOR DE RECUBRIMIENTO
El paso es la distancia entre ejes entre dos barras de ciclador expresado en nmero de dientes
de 12,7 mm. Indicar el nmero de dientes del ciclador de recubrimiento para el formato elegido.
PUNTO REGLAJE RECUBRIMIENTO
Expresado en grados, este valor permite determinar la posicin de parada del ciclador de napado
en modo REGLAJE para sincronizar el ciclador de napado.
Este valor se determina al hacer el reglaje de un nuevo formato.
POSICION PARADA CICLO
Permite regular la posicin angular de parada en el ciclo.
REGPARTS3 45879 V 20/ 12 / 2006 Page 7 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
ENTRADA DE LA MAQUINA
VELOCIDAD NOMINAL DE ENTRADA
Se determna la velocidad del transportador de entrada en porcentaje este parametro permite
ajustar el empujado de los productos dentro del conjunto de seleccin. Este parametro ejerce
accin en el variador del transportador de entrada VF19.
VELOCIDAD TRANSPORTADOR CLIENTE
Se determna la velocidad del transportador de entrada en porcentaje este parametro permite
ajustar el empujado de los productos dentro del conjunto de seleccin. Este parametro ejerce
accin en las salidas analogicas para el control de los transportadores cliente.
REGPARTS3 45879 V 20/ 12 / 2006 Page 8 /13
III DESCRIPCION ENUMERADA
SDI
INICIO CONTROL PRODUCTO DESPLAZADO
Permite ajustar la posicin angular en la que comienza el control de producto desplazado. Utilice el
mismos mtodo de ajuste que para el producto desplazado de envoltura.
FIN CONTROL PRODUCTO DESPLAZADO
Permite ajustar la posicin angular en la que se detiene el control de producto desplazado.
POSICION DESEMBRAGUE CASETE
Permite ajustar la posicion angular cuando se para la casete SDI en el caso de la informacion mini
productos y parada alimentacion.
La parada ocurre cuando tenemos un paquete en el ciclador de alimentacion
CADENCIA EMBRAGUE CASETE
Perrmite ajustar la velocidad de la mquina en ciclo / mn en el momento del embrague del conjunto
de seleccin. Ajustar segn la estabilidad de los productos (entre el 50 y 75 % nominal de la
velocidad de la mquina).
REGPARTS3 45879 V 20/ 12 / 2006 Page 9 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
RECUBRIMIENTO
INICIO PRODUCTO DESPLAZADO
Permite regular la posicin angular donde comienza el control producto desplazado.
FIN PRODUCTO DESPLAZADO
Permite regular la posicin angular donde se detiene el control producto desplazado.
Mtodo : a) Iniciio producto desplazado
producto 2 producto 1
Clula "producto desplazado""
F Esta posicin de parada corresponde a: "inicio producido desplazado".
b) Final producto desplazado
producto 2
Clula "producto desplazado""
F Esta posicin corresponde a: "final producto desplazado".
INICIO PRODUCTO DESPLAZADO SALIDA ENVOLTURA
Permite ajustar la posicin angular en la que comienza el control de producto desplazado.
Permite ajustar la posicin angular en la que comienza el control de producto desplazado.
Utilice el mismos mtodo de ajuste que para el producto desplazado de envoltura.
FIN PRODUCTO DESPLAZADO SALIDA ENVOLTURA
Permite ajustar la posicin angular en la que se detiene el control de producto
desplazado.Utilice el mismos mtodo de ajuste que para el producto desplazado de envoltura.
REGPARTS3 45879 V 20/ 12 / 2006 Page 10 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
TUNEL
TEMPERATURA
Este valor corresponde a la consigna de temperatura del tnel.
VELOCIDAD CINTA
Este valor se define como porcentaje. Se trata de un parmetro que permite ajustar la velocidad
de la cinta.
REGPARTS3 45879 V 20/ 12 / 2006 Page 11 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
ENGRASE
ENGRASE TUNEL
T valor es definido en minutos. Este parmetro permite ajustar la frecuencia de engrasado del
tnel. El tiempo de engrase esta fijo.
ENGRASE MAQUINA
Este valor es definido en minutos. Este parmetro permite ajustar(reglamentar) la frecuencia de
engrasado de la enfardeladora. El tiempo de engrase esta fijo.
REGPARTS3 45879 V 20/ 12 / 2006 Page 12 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
DOSIFICACION
VELOCIDAD TRANSPORTADOR
La velocidad del transportador circuito arriba se define en porcentaje. Cuando el valor es del
100%, el transportador marcha a la misma velocidad lineal que el transportador de entrada. Es
necesario adaptar la velocidad para permitir un relleno correcto de los pasillos de alimentacin.
Si es demasiado rpida hay riesgo de atasco a la entrada de los pasillos.
Si es demasiado lenta, la apertura del CLP se interrumpe por defecto productos acostados.
OFFSET
Este valor se define como porcentaje. Este parmetro permite ajustar la variacin de la velocidad
del transportador de dosificacin segn la cantidad de productos. Si la fila est plena, la velocidad
es reducida por el valor seleccionado (ex. El 10 %); si hay pocos productos en la fila la velocidad
es aumentada el valor seleccionado.
REGPARTS3 45879 V 20/ 12 / 2006 Page 13 /13
III DESCRIPCION ENUMERADA
ALIMENTACION CANALES CON SELECCION POR
DEDOS INFERIORES (SDI)
Los productos llegan, en una o varias filas, en una cinta transportadora de cadenas pals.
Se reparten en los canales naturalmente despus de una zona de productos al tresbolillo.
La entrada de los canales se mueve ligeramente (movimiento generado por un motor)
para suprimir los eventuales enganches.
La separacin de los canales es fcil de ajustar a las dimensiones de los productos
(tornillos-tuercas situados en la parte superior de los canales).
Un conjunto de balancines y una clula fotoelctrica, situados en la parte superior de los
canales, controlan el llenado de estos ltimos (deteccin miniproductos). La insuficiencia
de productos o un producto tumbado en un canal tiene como efecto parar la mquina en el
ciclo.
SELECCION POR DEDOS INFERIORES
La seleccin consiste en dejar salir de los canales el nmero de filas de productos
necesarios para la realizacin de la agrupacin deseada. La seleccin se efecta
mediante un sistema de dedos procedentes de la parte inferior y que suben entre los
productos para absorber el empuje de los productos anteriores y, a continuacin, liberar,
fila por fila, los productos en el ciclador. La liberacin de los productos se efeca
mediante un rpido basculamiento hacia adelante de los dedos montados en bielita.
Entonces, el ciclador arrastra los productos guiados por cada lado hacia el mdulo
siguiente de la mquina (puesta en placa, barquilla o directamente puesta bajo pelcula).
CAMBIO DE FORMATO, AJUSTE
En el captulo MANUAL OPARADOR figura un resumen de las operaciones de cambio
de formato y un cuadro que indica los utillajes correspondiente a cada formato. El utillaje
de seleccin por dedos inferiores es propio para un tipo de producto. El utillaje cambia en
funcin del dimetro de los productos. Por tanto, para cambiar de formato, es necesario
cambiar el conjunto de seleccin por dedos inferiores. Este ltimo se retira verticalmente
por la parte superior de la mquina. El mdulo que incluye los dedos de seleccin y el
sistema de bandas de transporte entre estos dedos pesa aproximadamente 100 kg. Por
tanto, es necesario utilizar imperativamente un sistema de elevacin para extraer
verticalmente el mdulo de la mquina. Entonces, se podr instalar fcilmente el nuevo
mdulo con el mismo sistema de elevacin.
Ajustes
Poner una barra del ciclador alimentacin en frente del punto cero en mando manual con
el botn AVANCE MANUAL M1. Girar manualmente los dedos de seleccin y llevar un
dedo en frente de la indicacin situada en el mdulo de seleccin. Poner el pin de
accionamiento en su lugar. Si fuera necesario modificar el ajuste, hay que retirar el pin
de accionamiento, despus hacer avanzar o retroceder los dedos de seleccin y colocar
el pin. Cuando los productos entran en el ciclador de alimentacin, deben llegar entre 2
barras. Si la barra del ciclador desciende sobre la primera fila de productos, hay que
retrasar el conjunto de seleccin. Si la barra del ciclador desciende sobre la ltima fila de
productos, hay que avanzar el conjunto de seleccin. Cuando el ajuste es correcto, hay
que llevar una barra del ciclador frente al punto cero en mando manual y, despus, marcar
la posicin de un dedo de seleccin, para facilitar el cambio del futuro formato.
CLSDIES.1 V 08 / 04 / 2004 Page 1 /2
III DESCRIPCION ENUMERADA
ANOMALIA CAUSAS POSIBLES
1)Los productos no salen del conjunto de 1)- El pin de accionamiento no ha sido
seleccin. instalado.
2)Los lotes estn incompletos. 2)- Comprobar que se utiliza el conjunto de
seleccin correspondiente al producto.
-Verificar que nada obstaculiza el paso de
los productos en los canales.
- Cerciorarse de que la velocidad del
transportador de entrada no es demasiado
reducida.
- Comprobar las guas en la entrada del
ciclador.
- La chaveta del pin de accionamiento se
ha perdido durante el cambio de formato.
3)Hay demasiados productos sobre los 3)- Comprobar que se utiliza el conjunto de
lotes. seleccin correspondiente al producto.
- Comprobar la separacin de los canales.
4)La barra del ciclador cae sobre la pri- 4)- El conjunto de seleccin no est
mera fila de productos posicionado correctamente.
-La velocidad de la cinta transportadora de
entrada es demasiado importante.
CLSDIES.1 V 08 / 04 / 2004 Page 2 /2
III DESCRIPCION ENUMERADA
Flujo de pelcula
DESCRIPCION
El flujo de pelcula consta de un portabobinas, un sistema de precorte y un conjunto arrastre/
corte/elevacin (mesa de inyeccin de pelcula).
Portabobinas
El carrete de pelcula se coloca sobre 2 rodillos portadores unos de los cuales es arrastrado por
un motor de velocidad controlada.
Un sistema de deteccin lee el nivel de pelcula sobre el carrete.
Precorte
El sistema de precorte est constituido por un motor de arrastre a velocidad variable conectado
a uno de los rodillos portadores y un danzarn de reserva de pelcula.
El motor es accionado por un potencimetro en funcin de la posicin del danzarn.
Tambin ver esquema de paso de la pelcula en MANUAL OPERADOR.
Mesa de inyeccin
Ilustracin A
CELULA PARA
PELICULA IMPRESA
(OPCION)
El arrastre de los rodillos se efecta mediante un servomotor M6 fijado sobre la mesa.
El arrastre de la cuchilla se efecta mediante un embrague 1 vuelta a resorte (ilustracin B),
o por un motor M3 (ilustracin C), segn el modelo de la mquina.
DFcompact ES V 14 / 01 / 2004 Page 1 /2
III DESCRIPCION ENUMERADA
Flujo de pelcula
Ilustracin B Ilustracin C
EMBRAGUE
CUCHILLA
MOTOR M3
CUCHILLA
MOTOR
M6
PRINCIPIO DE FUNCIONAMIENTO
A partir de la llegada de un agrupamiento a la entrada de la zona de embalaje con pelcula, el
detector de productos autoriza el arranque del motor M6 (arrastre de la pelcula).
La pelcula es entonces cortada a la misma velocidad que el producto.
Cuando la barra de napado llega al contacto con la pelcula, sta se acelera hasta alcanzar la
velocidad necesaria para permanecer tensada sobre la barra de napado.
Despus del corte de la pelcula, la velocidad disminuye hasta la parada.
El instante de corte de la pelcula, se obtiene gracias a un recuento de impulsos suministrados
por el codificador del motor M6.
Cuando la pelcula es neutra, el nmero de impulsos corresponde a la largura de pelcula
necesaria para un paquete (largura programada en la consola de usuario).
Cuando la pelcula es impresa y marcada, el nmero de impulsos corresponde al recuento a
partir de la lectura del punto.
La mesa de inyeccin se detiene tras un recuento de impulsos despus del corte de la pelcula.
DFcompact ES V 14 / 01 / 2004 Page 2 /2
III DESCRIPCION ENUMERADA
Ciclador de napado
DESCRIPCION
El ciclador de napado sirve para rodear el agrupamiento con la largura de pelcula.
Es arrastrado por el motor principal M1.
Dispone de dos cadenas donde van fijadas las barras de napado.
Las barras estn espaciadas por x eslabones de cadena correspondientes al paso del ciclador
de napado.
Cuando una barra choca con un producto se dispara un limitador de par y provoca la parada
de la mquina.
Cuando la mquina se utiliza para varios formatos, para poder pasar por el ciclador de napado
todos los formatos, puede ser necesario regular la sincronizacin respecto de la mquina.
Los datos necesarios para el reglaje se indican en el procedimiento de cambio de formato.
Volante para vuelta al paso del
ciclador tras el disparo
CNAPEVO3 ESV 14 / 01 / 2004 Page 1 /2
III DESCRIPCION ENUMERADA
Ciclador de napado
PRINCIPIO DEL NAPADO
NAPADO HORNO TUNEL
ALIMENTACION (PUESTA BAJO FILM)
Cyclador de envoltura
Barra de envoltura
Producto
Clula dtecion film
impreso
CNAPEVO3 ESV 14 / 01 / 2004 Page 2 /2
III DESCRIPCION ENUMERADA
Tnel
PRINCIPIO DE FUNCIONAMIENTO
Los canales de distribucin del aire caliente, las resistencias calefactoras, las turbinas de
reciclaje son los principales elementos del tnel de retraccin.
Un carenado exterior cubre la bveda.
El aire es calentado por grupos de resistencias concntricos cuya potencia es de 26kW cada
una.
REGLAJES
Las aletas de orientacin del flujo de aire caliente enviado a los canales de distribucin bajo el
producto vienen con reglaje de fbrica.
El autmata realiza la regulacin de temperatura.
Cada conjunto calefactor se regula separadamente.
El reglaje de la temperatura se efecta desde el pupitre de mando
Tunnel 2, 3, 4 ES V 16 / 11 / 2006 Page 1 /4
III DESCRIPCION ENUMERADA
Tnel
Vista lado salida Vista corte entrada
2 2
3 4 3
5 5
9
10
9 9
/1 7
/2 7 1 7
/3 8 8 8
6 6 6 6
Las flechas indican el circuito que recorre el aire.
1)Transportador tnel
2) Conjunto de ciclado (motor)
3) Conjunto de ciclado (turbina)
4) Elementos calefactores
5) Cavidad de circulacin del aire caliente
6) Cordones de reglaje del caudal de aire bajo los productos. Tienen dos partes ajustables
desde la entrada o la salida del tnel.
7) Aletas de reglaje de distribucin del caudal de aire (lados/bajo los productos) volver en el
sentido por hora para abrir y enviar ms aire debajo; volver en los sentido
antihorario para cerrar y enviar ms aire sobre los lados
8) Aletas de orientacin del flujo de aire (lados) volver en los sentido antihorario para cerrar
9) Puos de reglaje de las aletas
10) Sonda de temperatura.
Tunnel 2, 3, 4 ES V 16 / 11 / 2006 Page 2 /4
III DESCRIPCION ENUMERADA
Tnel
TRANSPORTADOR
El transportador tnel est formado por una cinta con rejilla protectora.
Su accionamiento se realiza mediante un motorreductor fijado en extremo de eje.
La lubricacin de las cadenas se realiza automticamente mediante un sistema a pincel. La
bomba de lubricacin es accionada por el autmata.
Es preciso asegurarse diariamente de que las cadenas estn lubricadas correctamente si no
la vida til del transportador tnel se ver muy reducida.
Las cadenas, la cinta as como sus apoyos son piezas de desgaste que podran requerir un
reemplazo despus de un ao de servicio.
LIMPIEZA
A cada puesta en marcha, verificar que las rejillas de aspiracin de aire situadas bajo las
turbinas no estn bloqueadas por residuos de pelcula. Es muy importante, para el buen
funcionamiento del tnel, mantener las rejillas perfectamente limpias.
Limpiar estas rejillas si es preciso. Es posible utilizar un soplete para hacerlo, pero en dicho
caso, es imprescindible desmontar las turbinas.
Es muy importante, para el buen funcionamiento del tnel, mantener las rejillas
perfectamente limpias. El funcionamiento del tnel con rejillas bloqueadas presenta el
riesgo de provocar un rpido deterioro de los elementos calefactores, y quiz de las turbinas
as como un mal estrechamiento en el horno tnel.
En general, las hojas de pelcula aspiradas por las turbinas son las que salieron en
oportunidad de la inicializacin de la mquina o las hojas de pelcula que se pueden hacer
salir en manual sin producto. Es imprescindible retirar manualmente las hojas salidas en los
ensayos antes de que entren en el horno tnel.
ATENCION!
Para toda intervencin en el tnel (150C 200C), es preciso utilizar guantes de proteccin
contra las quemaduras.
Tunnel 2, 3, 4 ES V 16 / 11 / 2006 Page 3 /4
III DESCRIPCION ENUMERADA
Tnel
ANOMALIAS CAUSAS POSIBLES
1/1/el pack no presenta un buen 1/ -la temperatura es insuficiente, o el tnel
estrechamiento a la salida del tnel, la an no alcanz su temperatura de consigna
pelcula presenta arrugas
- las aletas de orientacin del flujo de aire
no estn correctamente reguladas
- la velocidad de desfile del transportador se
aument sin compensacin de temperatura.
2/ la pelcula est horadada en algunas par- 2/ - la temperatura del tnel es demasiado
tes. elevada
- verificar reglaje de las aletas de
orientacin de flujo y velocidad tnel.
3/la puesta en temperatura del tnel es 3/ algunos grupos calefactores no estn
anormalmente prolongada. alimentados
- verificar con la pinza amperimtrica el
consumo de cada grupo de resistencias
- si uno o ms grupos no estaban
alimentados, verificar que los disyuntores
estn bien enganchados
- los contactores correspondientes no estn
enganchados, verificar el cableado y/o las
bobinas de los contactores
- si se comprueban los puntos anteriores y
no hay consumo, asegurarse de la
presencia de una tensin en el bornero, y
verificar entonces las resistencias en cada
bloque calefactor y controlar los cables de
alimentacin.
4)Las turbinas causan vibraciones. 4) desmontar el conjunto motor para
desempolvarlo con un soplete.
Tunnel 2, 3, 4 ES V 16 / 11 / 2006 Page 4 /4
III DESCRIPCION ENUMERADA
Enfriador
PRINCIPIO DE FUNCIONAMIENTO
Un sistema de ventilador helicoidal sirve para enfriar y para estabilizar la pelcula despus de
su retraccin en el tnel.
Segn el tipo de mquina, hay 1, 2 4 ventiladores.
El motor de cada ventilador es monofsico.
REGLAJES
El reglaje de la orientacin es posible despus de aflojar el tornillo de fijacin del ventilador.
Esta disposicin permite en caso de necesidad, prolongar el enfriamiento de los productos hacia
el arranque del transportador a la salida de la mquina.
Reglaje en orientacin
1 2 ventiladores
Salida de los productos
Reglajes en orientacin
2 4 ventiladores
Salida delos productos
Refroid ES V 14 / 01 / 2004 Page 1 /1
IV CD NOTICIA
- Cmo utilizar el CD
- Procedimientos de instalacin de los softwares
- Cmo leer los planos y las listas de componentes
- CD
Som Chap 4 ES V 14 / 01 / 2004 Page 1 /1
IV DESCRIPCION ENUMERADA
Cmo utilizar el CD
CONTENIDO
Partes mquina
Lista de las partes mecnicas y elctricas de la mquina
con enlaces que dan acceso a las nomenclaturas
mecnicas, elctrica y a los planos mecnicos.
Noticia
Partes I, II y III de la noticia.
Cuadros formatos, CESAM, variadores
los cuadros de datos de cambios de formatos, de herramientas,
de parmetros CESAM y variadores.
Softwares gratuitos :
- Internet Explorer
- VoloView
- Acrobat Reader
Video
si se pudieron hacer videos del cambio de formatos, se
encontrarn en este archivo.
UTILIZACIN
En primer lugar, si no se ha hecho, instalar Internet Explorer, VoloView y Acrobat Reader
sobre su ordenador - seguir los procedimientos de instalacin adjuntos.
Leer las nomenclaturas y planos
Abrir el documento Parte mquina .
Hacer clic en la parte de la mquina que se desea ver, para ir a
la lista detallada de las piezas. Hacer clic en el nmero del
plano para visualizarlo.
En la pagina del plano, usar el boton de la derecha
de vuestro raton para tener el menu de
herramienta.
Tener en cuenta que ciertas partes
de la mquina no
estn
representadas en
plano.
Comment utiliser le cd ES V 18 / 08 / 2004 Page 1 /5
IV DESCRIPCION ENUMERADA
Cmo utilizar el CD
Para ver otro plano, volver a la lista detallada
de piezas (haciendo clic encima o sobre la
tecla "Precedente "),hacer clic en la
referencia del nuevo plano que se desea
visualizar.
A partir de la lista detallada de las piezas
hacer clic ya sea sobre Retorno a Partes
mquina o la tecla "Precedente" para volver
a la lista de las partes de la mquina.
Leer la noticia
Hacer clic en Noticia para abrir la noticia.
Leer los cuadros de cambios de formatos, de herramientas, de parmetros CESAM y variadores
Hacer clic en Cuadros formatos, herramientas, CESAM, variadores para abrir el
documento. Hacer clic en las fichas de pie de pgina para ver los distintos cuadros.
Tambin hay disponible en el CD una versin Excel de este documento para el caso en que
fuera necesario modificar sus parmetros o entrar los parmetros de un nuevo formato
Comment utiliser le cd ES V 18 / 08 / 2004 Page 2 /5
IV DESCRIPCION ENUMERADA
Instalacin de Internet Explorer
En la carpeta Internet Explorer Install hacer clic en el icono Ie5setup para comenzar la
instalacin
Hacer clic en Acepto el contrato
Hacer clic en siguiente dos veces
Comment utiliser le cd ES V 18 / 08 / 2004 Page 3 /5
IV DESCRIPCION ENUMERADA
Instalacin de VoloView
Abrir el repertorio VoloViewinstall
Hacer doble clic en el archivo VoloVEm, seguir las indicaciones de la instalacin, oui,
Next, I accept y luego 3 veces Next.
Una vez terminada la instalacin, abrir el primer archivo VoloVEc, y luego seguir las
indicaciones, oui, Next, I accept y luego 3 veces Next.
Comment utiliser le cd ES V 18 / 08 / 2004 Page 4 /5
IV DESCRIPCION ENUMERADA
Instalacin de Acrobat Reader
Hacer clic en el icono ar40fra para comenzar la instalacin
Hacer clic en siguiente
Hacer clic en Aceptar Hacer clic en siguiente
Hacer clic en OK
Comment utiliser le cd ES V 18 / 08 / 2004 Page 5 /5
IV CD NOTICIA
Lectura de los planos y las listas de componentes
LECTURA DE LOS PLANOS
Cada plano global se designa por un nmero que figura en el cartucho (ilustracin 1): ej. 0111831.
Dicho nmero va precedido de 29N en la lista de los componentes : ej. 29N0111831.
En el plano, las piezas se identifican por un nmero ej.: 022 .Este nmero corresponde al nmero
de lnea en la lista de los componentes (ilustracin 2). Se sita en la columna PL.
LECTURAS DE LA LISTA DE LOS COMPONENTES
Esta pieza forma parte de la nomenclatura 29N0111831 y se sita en la lnea 022 de sta. La
referencia de esta pieza es: 3153176L39.
En todo pedido de recambios, indicarnos:
- el nmero de cdigo de la pieza: ej. 31321059
- la designacin de las piezas: ej. MOTOTURBINA 1,5 KW ...
- la cantidad deseada.
ILUSTRACION 1
ILUSTRACION 2
NUMERO DEL
SUBCONJUNTO NOMBRE DEL
SUBCONJUNTO
CANTIDAD
DESIGNACION DE
REFERENCIA EN PLANO CODIGO DE LA PIEZA LA PIEZA
Lecture nom ES V 14 / 01 / 2004 Page 1 /1
V ESQUEMAS ELECTRICOS Y NEUMATICOS
- Implantacin captadores
- Lista captadores
- Esquemas elctricos
- Esquemas neumticos
Som Chap 5 ES V 14 / 01 / 2004 Page 1 /1
VI AUTOMATISMO
- CD PC ANYWHERE
- CD DPL TOOL KIT - PLC PROGRAMA - INVERTER PROGRAMA
Som Chap6 ES V 15 / 07 / 2005 Page 1 /1
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Versin 1.1
GaudS 20/02/06
Sinopsis:
1) comprobacin del cableado y de la ensamble
2) primer cargamento
3) creacin del proyecto en lnea
4) uso de SYPTPro
5) Autocalibrado de los motores
6) uso del SMARTCARD
1) Comprobacin del cableado y del ensamble:
El variador tiene 3 sitios para conectar las opciones de tarjetas, el orden de colocacin es el siguiente
(ascendente):
- tarjeta SM Aplicacin (verde) = menu 17
- tarjeta SM Profibus (violeta) = menu 16
- tarjeta SM Resolver (azul claro) = menu 15
Atencin el sitio de la tarjeta define su men
Bloque de conector de 1 a 11
Ningn cambio particular comparado al UMV.
Bloque de conector de 21 a 31
Atencin, el contacto de la validacin se hace en 22/31 (lgica positiva) y no en 22/30.
El terminal 30 se convierte en un comn 0 Volts.
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 1 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Puentear 22/31 despus de cargar el programa, porque por defecto, el variador est en lgica
negativa.
Alimentar solamente el variador que se esta cargando porque se pueden tener conflictos de los
potenciales que siguen la configuracin de E/S.
Bloque de conectores de alimentacion
La resistencia de frenado pasa ala parte de arriba del variador.
Tarjeta SM-Resolver:
Correspondencia de colores entre la tarjeta RLV UMV y SM-resolver
RLV-UMV SM-RESOLVER
SIN H 48 Rosa 9
SIN L 49 Gris 10
COS H 50 Rojo 12
COS L 51 azul 11
Ext H 52 amarillo 13
Ext L 53 verde 14
RLV-UMV SM-RESOLVER
A 40 verde 1
A/ 41 amarillo 2
0v 42 azul 3
B 43 cafe 4
B/ 44 Blanco 5
0v 45 azul 6
Z 46 Rosa 7
Z/ 47 Gris 8
Tarjeta SM- aplicacin:
No hay alimentacion 5Vdc ni tampoco los reles KA105 y KA106 porque las entradas/salidas rpidas
estn conectadas al bloque de conectores del lado derecho de la targeta en 24Vdc (vase
documentacin).
El conector central permite conectar los variadores en CT-Net (protocolo de Leroy
Somer).
Tarjeta SM-Profibus:
Un solo conector profibus.
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 2 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Primer cargamento:
Durante el primer cargamento, recomiendo no utilizar el software de SYPTPro que
no es muy prctico cargar los variadores en proyecto fuera de linea
Lo ms simple es utilizar el programa de WinFlasher que permite cargar versiones de firmware o
programas DPL compilados (.bin).
Este primer cargamento permitir parametrar automaticamente el modo de
operacin del variador, del profibus de la red y de Ctnet.
Si uno tiene solamente archivo DPL (fuente) es necesario abrirlo para lanzar ditor de DPL para
despues compilarlo y generar todos los archivos como el .BIN
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 3 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Iniciar el programa WinFlasher.exe
Seleccionar transferencia Download a compiled program
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 4 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Seleccionar el programa a cargar (.bin).
Seleccionar los parmetros de comunicacin as como la direccin de la tarjeta en el emplazamiento
3 del variador (1.3).
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 5 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Conectar el RJ45 en el variador, Hacer clic sobre el botn rojo y esperar el final del cargamento.
Repetir la operacin para cada variador moviendo el conector.
Una vez que cargamentos hayan acabado, Volver a conectar en M1 y no volverlo a utilizar para
SYPT.
3) creacin del proyecto en lnea
lanzar SYPTPro.
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 6 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Configurar la conexin.
Pasar a modo en lnea para detectar los ejes
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 7 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Al final de la deteccin la red debe ser visualizada.
Los programas aparecen en amarillo, Solo es necesario hacer doble clic en cada uno
De los variadores para importar los programas en el proyecto.
Para constituir el proyecto ms rpidamente, elegir la opcin ADD ALL
DETECTED NODES en el menu proyecto y despus dar clic Upload and Build.
El proyecto es enseguida construido (los celdas pasan en blanco), solo hay que guardarlo en
C:\cermexoc\unidivre (disponible en el men file).
Posiblemente es necesario cerrar el proyecto y abrir el del cermexoc del repertorio para no trabajar con el
repertorio por defecto del SYPT.
Ahora, es posible abrir, modificar y cargar los programas
de cada eje y guardarlos en el proyecto.
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 8 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Atencin, SYPT reelegir el programa del origen con la direccin del nodo de CTNet.
El programa SP_01_00.DPL se convertir en CTNet0_Node_1.DPL, pero el ttulo de origen puede ser
consultado sealando con el cursor el variator o abrindo el programa
Ser necesario tener cuidado para renombrar el programa antes de ponerlo al da dentro de la base y
continuar poniendo ndicaciones segn las modificaciones por razones evidentes de evolucin
4) Uso de SYPTPro
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 9 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Para modificar o visualizar el programa, es necesario abrir la tarea en la estructura arborescente,
despus modificar el codigo en el editor antes de compilar con el icono build o build code en la
pestaa proyecto
Atencin, es necesario estar fuera de lnea para poder modificar el cdigo.
Para la visualizacin dinmica, es posible visualizar varias variables dentro de distintos variadores en
la misma ventana.
5) Autocalibrado de los motores
Introducir el cdigo 1253 en 0.0 en caso que sea necesario.
Modificar el modo en 0.48 (vectorial o servo) en caso que sea necesario.
Introducir en el motor los parmetros a partir de 0.42 a 0.46 en caso que sea necesario.
validar los cambios con el cdigo 1000 en 0.0 despues presionar botn rojo (Reset).
Modificar en 1.14 el modo de funcionamiento, pasar a PAD.
Forzar el contactor del motor.
Poner el 0.40 en 2 despus presionar Start (botn VERDE).
El variador debe desplegar AUTO Tune y despus el 0.40 paso otra vez a 0 si todo es Correcto.
Poner el 1.14 en modo PR (servo) o Prc (vectorial).
guardar con el cdigo 1000 en 0.0 y reset (botn rojo).
Por el momento es necesario invertir el par Rosa/Gris y U/V para modificar el sentido de
rotacion del motor fcilmente.
Visualizar el calado del resolver en 0.43 (en grados).
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 10 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
6) utilisacion de la SMARTCARD
Para arrancar los motores ms rpidamente y comprobar el sentido y la calibracin del resolver, se
puede utilizar la smartcard para guardar los ajustes del eje en caso del reemplazo del variador o para
arrancar un motor nuevo.
Para leer en una tarjeta:
cambiar el modo de funcionamiento (SERVO o VECTORIAL).
poner la tarjeta preprogramada del eje deseado (M6 por ejemplo).
ir a 0.30 y poner el parmetro en READ + boton RESET.
comprobar los parmetros a partir de 0.42 a 0.46 en caso de ser necesario.
hacer una autocalibracion.
Para guardar en una tarjeta:
dar colocar la tarjeta virgen dentro del variador.
ir a 0.30 y poner el parmetro en PROG + boton Reset .
Atencin, el parmetro 0.43 corresponde al calado del resolver para un motor SERVO y al
rendimiento para un motor ASINCRONO. Hay que verificar bien los parmetros
0.42 a 0.46 antes de poner el eje bajo tensin o utilizar el procedimiento de
autocalibracion antes de accionar el contactor para evitar todo mal funcionamiento.
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 11 /11
TSP 3 SDI
45879
BACKUS
Manual de instrucciones
EDITION DU 20/12/2006
CERMEX Ouest Conditionnement - 20 rue de la valle - BP 13124 - 14103 Lisieux cedex
tel : 00 33 (0)231 485 000 fax : 00 33 (0)231 310 388
I INTRODUCCION Y DESCRIPCION GENERAL
- Introduccin
- Folleto Servicios cliente
- Dclation de conformidad
- Plano de implantacin
- Caractersticas tcnicas generales de la mquina
- Ficha tcnica pelcula
- Descarga e instalacin
- Conexin a la electricidad
- Conexin a la energa neumtica
Som Chap 1 ES V 14 / 01 / 2004 Page 1 /1
I INTRODUCCION Y DESCRIPCION GENERAL
Introduccin
Les agradecemos la confianza que nos han demostrado comprando una mquina CERMEX
OUEST CONDITIONNEMENT.
Les aconsejamos leer atentamente este cuaderno de instrucciones de modo que puedan
sacar el mejor provecho de los resultados de la mquina que acaban de adquirir.
Encontrarn en este manual una descripcin tcnica detallada de su material tanto para su
utilizacin como sobre su funcionamiento.
A pesar de todo el cuidado aportado en la elaboracin de este manual, pudieron deslizarse
en el mismo errores o imprecisiones, les agradeceremos nos comuniquen sus posibles
observaciones; las tendremos en cuenta en las prximas realizaciones; y ello con un deseo
de mejora constante.
Por ltimo, no dejen de buscar apoyo en nuestros servicios cliente que estn a su entera
disposicin - folleto incluido a continuacin.
Intro ES V 14 / 01 / 2004 Page 1 /1
I INTRODUCCION Y DESCRIPCION GENERAL
Principales caracteristicas de la mquina
Alimentacin lectrica :
Potencia total instalada ......................................................................................... 96 000 Watts
Tension de alimentacion ......................................................................... 3 fases 380V + Terre
Intensidad por fase 380v .......................................................................................... 158 ampres
Alimentacin neumatica :
Presion de alimentacin ........................................................................................... 6 to 10 Bars
Consumo bajo 6 Kg ..................................................................... 1 Nm3/h at 83 cycles/mn
Pelicula utilizable :
Material ............................................................... polietileno de baja densidad.
Diametro del nucleo minimo ...................................................................... 70 mm
Diametro de la bobina maximo ......................................................................... 450 mm
Espesor minimo .............................................................................................. 40 m
Espesor maximo ............................................................................................. 80 m
Nivel del sonido al puesto de conduccin :
Laeq = 77dB(A)
CARA45879 V 20 / 12 / 2006 Page 1 /1
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
EMISOR: Destinatarios para accin:
D.AUVRAY NOTA Dpto. COMERCIAL
Actualizacin: Dpto. de ESTUDIOS
DA le 04/12/03 Dpto. POST-VENTA
TCNICA Dpto. de PROYECTOS
Ingeniero de Proyecto
Dpto. de PRODUCCIN
Ref.: NTECH051
Fecha: 20/09/02 Copia: F.GOSSET
Asunto: Film PE Enfajado en Envolvedora
sin barra de Soldadura (Evolucin 3).
1.DEFINICIN
2.TIPOS DE IMPRESIN POSIBLES
2.1 IMPRESIN EN ANCHURA TOTAL SIN MARCA
2.2 IMPRESIN EN ANCHURA PARTIAL CON MARCA
2.3 IMPRESIN EN ANCHURA TOTAL CON MARCA
FTFILMEVO3ES V 21 / 07 / 2004 Page 1 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
1. DEFINICIN:
- Film termo-retractl de PEBD (Polietileno Baja Densidad) o mezcla PEBD radicular y
PEBD lineal.
- Color natural (translcido).
- No perforado.
- Anchura maxi:
- en TSP :(1pista) 660 mm ;(2 pistas) 640 mm (2x320 mm);(3 pistas) 620mm (3x205mm)
- en TSM :(1pista) 860 mm;(2 pistas) 840mm (2x420 mm) ;(3 pistas) 820mm (3x270mm)
Tolerancia 3 mm.
- Bordes: rectos.
- Tratado antiesttico: Carga electroesttica < 10 kV/inch
- Film semiresbaladizo
- bobina: Maxi TSP y TSM: 450 mm
- interior mandrl: 77 mm (76 hasta 80 mm)
- No se admiten los defectos al enrollamiento del film en la bobina como: bordes
flotantes, ondulaciones, film estampado, plegados locales. Se han de controlar estos
parmetros para asegurar un buen funcionamiento de la mquina.
La metodologa para hacer las medidas consiste en desenrollar 20 metros de la bobina de
plano y comprobar, cuando el film se encuentra perfectamente tenso en toda su superficie,
que la flecha de los bordes del film con relacin a una lnea recta no supera 50 mm no
acumulativo.
- Conicidad de la bobina: ha de ser inferior a [( maxi - mini)/ medio] < 0,5%.
- Tinta de la imprimacin tiene que resistir la retraccin = no presencia alguna de zona que
se ha vuelta sin tinta despus de la retraccin.
IDENTIFICACIN Unidades Normas Valores admisibles
Tratamiento CORONA dynes 36 hasta 42 lado recto
Espesor m 40 hasta 80 m
Espesor mediana m X m +/-5%
Tolerancia % = % <30%
(espesor maxi-espesor mini) x100
espesor mediana
ndice de retraccin % NF T 54-115 SM 65 hasta 85
ST 20 hasta 40
Fuerza a 15% de alargamiento N ISO 527/3 SM
ST
Fuerza a 15% de alargamiento N/mm SM 12 11 hasta 13
ST 11 10 hasta 13
Coeficiente de friccin dinmico sans NF T 54-112 0,25 hasta 0,35
Melt index g/10mn 0,5 hasta 1,5
Dart g NF T 54-109 > 150
Densidad sans 0,915 hasta 0,930
Resistancia a la derrame Kg/cm > 125 Kg
Resistancia a la rotura Kg/cm SM > 140 Kg
ST > 140 Kg
Alargamiento a la rotura % SM 650% >100
ST 650% >250%
Mdulo de elasticidad Kg/cm 2400 Kg/cm
Temperatura vicat C 100 +/- 4
Temperatura de fusin C 113+/- 4
FTFILMEVO3ES V 21 / 07 / 2004 Page 2 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
SENTIDO DE ENROLLAMIENTO
maxi 450 mm
SENTIDO DE int.76 to 80 mm
ADELANTO
DEL
PRODUCTO
Bobina Lado de lectura
Lado
Lado impreso
impreso
SENTIDO DE (tinta)
ADELANTO DEL FILM
SENTIDO DE ADELANTO
DEL FILM
VISTA SIMPLE
PISTA
SENTIDO DE ADELANTO
DEL FILM
VISTA DOBLE
PISTA
SENTIDO DE ADELANTO
DEL FILM
VISTA TRIPLE
PISTA
FTFILMEVO3ES V 21 / 07 / 2004 Page 3 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
FTFILMEVO3ES V 21 / 07 / 2004 Page 4 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
FTFILMEVO3ES V 21 / 07 / 2004 Page 5 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
FTFILMEVO3ES V 21 / 07 / 2004 Page 6 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Conexin a la electricidad
Ante todo, es necesario conocer la potencia instalada y la intensidad de su mquina. Para ello,
consultar las caractersticas tcnicas generales de la mquina.
Partiendo de dicha intensidad, les ser fcil determinar la seccin en mm de su cable. Para ello
remitirse a los siguientes cuadros.
Esta seccin slo es vlida si la largura no excede cien metros, para distancias superiores
contactar al servicio posventa de Cermex OC.
ES IMPRESCINDIBLE QUE LA LINEA ELECTRICA DISPONGA DE UNA PROTECCION
CONTRA LOS CORTOCIRCUITOS (disyuntor o cortacircuitos a fusibles omnipolaires).
INTENSIDAD SECCION MINIMA DEL CABLE
(largura mxima 100 metros)
de 25 34 A 10 mm2 16 mm2
de 34 57 A 16 mm2 25 mm2
de 57 93 A 25 mm2 35 mm2
de 93 125 A 35 mm2 50 mm2
de 125 161 A 50 mm2 70 mm2
COBRE ALUMINIO
Relec ES V 14 / 01 / 2004 Page 1 /2
I INTRODUCCION Y DESCRIPCION GENERAL
Conexin a la electricidad
ATENCION!
Verificar que la tensin de la red sea idntica a la indicada bajo el seccionador.
La alimentacin se hace en TRIF + Tierra sin neutro.
El cable de alimentacin debe entrar en el armario elctrico a travs de un prensaestopas, tal
como se indica en el plano de implantacin (PE N29).
La conexin se efecta en lo alto del seccionador para las tres fases y sobre un borne separado,
colocado a la izquierda, para el conductor de proteccin (verde-amarillo).
llegada de la lnea
trifsica
hilo de pared del armario
elctrico
tierra
puo del
seccionador
ATTENTION
APPAREIL BRANCHE
EN TRI ...V + T*
Conexin seccionador
* TRIF 230V, 400V, 415V 440V.
Relec ES V 14 / 01 / 2004 Page 2 /2
I INTRODUCCION Y DESCRIPCION GENERAL
Conexin a la energa neumtica
CONDICIONES
La presin de alimentacin debe ser de 6 Bares mnimo (9 Bares mximo).
El aire debe ser seco, desprovisto de impurezas.
Su instalacin de aire comprimido debe llegar lo ms cerca posible de la mquina.
La seccin del conducto de alimentacin debe tener en cuenta las prdidas de cargas
debidas a la largura y a los meandros del trayecto de su canalizacin.
Ejemplo :Una tubera de seccin 15/21 debe tener una largura mxima de ocho metros.
Ms all, es necesario pasar a una seccin superior.
CONEXIN
La conexin a la mquina se efecta mediante un tubo flexible de un dimetro interior de 10
mm sobre la tobera acanalada (ver ilustracin)
La vlvula atrancable permite aislar la mquina del circuito de aire, para una intervencin de
mantenimiento por ejemplo.
Un presostato controla permanentemente la presin de funcionamiento (no inferior a 3,5
Bares).
REGULADOR
PRESOSTATO
VALVULA
FILTRO
TOBERA
Rpneu BOSCH ES V 14 / 01 / 2004 Page 1 /1
II MANUAL DEL OPERADOR
- Advertencia
- Dispositivos de seguridad
- Puesta en marcha
- Paso de la pelcula
- Cambio de formato
- Cuadros de reglajes
- Consignas generales de mantenimiento
Som Chap 2 ES V 14 / 01 / 2004 Page 1 /1
II MANUAL DEL OPERADOR
Advertencia
Al encontrarse con este smbolo, prestar una atencin especial..
Encontrarn este smbolo sobre la chapa de proteccin de la mesa elevadora de
pelcula. El desmontaje de la chapa vuelve accesible la cuchilla de corte de la pelcula.
En toda intervencin sobre la mesa elevadora de pelcula, en particular, durante el
reemplazo de la cuchilla tomar todas las precauciones necesarias.
Es prohibido pisar sobre el tnel. Los tubos de aluminio de alimentacin de aire del
tnel situados encima son frgiles. En caso de deformacin el tnel no funciona.
Respetar el pasaje del cables de alimentacin de los bloques de caldeo del tnel.
El cable obligatoriamente debe seguir sobre el camino de cable.
La mquina tiene equipados crteres fijados por tornillo que protegen todas las partes
en movimiento.
Est absolutamente prohibido hacer funcionar la mquina sin estas protecciones.
A la entrada de la mquina un orificio permite la entrada de los productos.
En la zona de trabajo las protecciones estn constituidas por puertas transparentes
equipadas con contactos de seguridad que, en caso de apertura, provocan la parada o
prohiben la puesta en marcha de la mquina.
Despus del cierre de la puerta, es necesario validar (apoyar en el botn "BORRADO
DEFECTO" para poder rearrancar la mquina).
La mquina no est prevista para el embalaje de productos inflamables o explosivos.
La mquina tiene equipados motores brushless (servomotores). Durante el
funcionamiento la temperatura de superficie de los motores puede llegar a 65C.
La mquina tiene equipado un sistema de mando numrico.
Slo los tcnicos de CERMEX OUEST CONDITIONNEMENT tienen autorizado el
acceso al programa de este mando numrico.
Ver tambin los captulos sobre la seguridad en las documentaciones de los
proveedores (CD proveedores, manuales papel ...).
AVERTES V 15 / 02 / 2005 Page 1 /1
II MANUAL DEL OPERADOR
Dispositivos de seguridad
CARTERES
Todos los crteres de acceso, amovibles manualmente sin herramientas,
son controlados por finales de carrera elctricos. No deben ser objeto de
anulaciones o desmontajes.
La apertura de uno de ellos para inmediatamente la mquina e impide su
puesta en marcha si no se restablecen correctamente. La apertura aparece
indicada sobre el sinptico por un pilotos que indica el lugar donde se sita
la causa de la parada. Para poner en marcha de la mquina, cerrar las aperturas y luego apoyar
en el botn de borrado de defectos. El piloto correspondiente debe apagarse.
Los otros crteres se hallan fijados por tornillos y slo deben ser desmontados para una
intervencin de mantenimiento.
PARADAS DE EMERGENCIA
En torno de la mquina hay situados botones de parada de emergencia
del tipo "golpe de puo". Su enganche provoca una parada inmediata
de la enfardadora.
Es necesario girarlos hacia la derecha para desatrancarlos.
LIMITADORES DE PAR
La mquina tiene provisto por lo menos un limitador de par situado sobre el ciclador de la
alimentacin (ver plano cinemtico). Evita daar la transmisin en caso de esfuerzo anormal
(sobrecarga o atascamiento debido a un cuerpo extrao).
El desencadenamiento de un limitador de par acciona un final de carrera elctrico y provoca la
parada inmediata de la mquina. Cada desencadenamiento aparece indicado en el sinptico.
En caso de desencadenamientos repetidos, intempestivos, reapretar el limitador de par dos
muescas y ensayar la mquina a carga plena.
Para poder rearrancar la mquina, es necesario asegurarse de que no haya quedado ningn
elemento susceptible de obstaculizar la marcha normal de la mquina.
Proceder de la siguiente manera para rearrancar:
- girar al volante del limitador en el sentido indicado hasta el reenganche
- apoyar en el botn de borrado de defectos, debe apagarse el piloto
correspondiente en el sinptico
- rearrancar la mquina apoyando en "MARCHA AUTO".
Secu ES V 14 / 01 / 2004 Page 1 /1
II MANUAL DEL OPERADOR
PUPITRE
En tensin
Seleccionador
Parada de
emergencia
Pantalla de control
Mando a distancia
P/M
Mando a distancia
Borrado defectos
ALARMA SONANTE = Indica que la mquina se pone en marcha
ROJO Parpadeante = Defecto corriente no borrado
Encendida = Falta; mquina parada
NARANJA Parpadeante = Marcha manual o arreglo
VERDE Parpadeante = Mquina en espera que la mquina se pone
en marcha automtica (regulacin de la lnea)
Encendida = Mquina que funciona en produccin
AZUL Encendida = Falta film o cartn
MR45879ES V 20 / 12 / 2006 Page 1 /7
II MANUAL DEL OPERADOR
PANTALLA MODO AUTOMATICO
TSP3 SDI Frances
45879
Contador paquetes 278
Tunnel Entr 103C Inter 105C Sali 105C
MAQUINA
TS Tipo de la mquina y Nmero de la mquina
- A indicar a nuestro servicio cliente para toda informacin
Espaol/Franais Apoyar para obtener la visualizacin en este idioma
Zona de visualizacin de defectos: Apoyar en alarmas para ver la lista completa
de los defectos.
Formato N Indica el nmero del formato en curso
Contador paquetes Indica el numero de paquetes
Temperatura Indica la temperatura del tnel
Dimetro de la bobina Informacin sobre la cantidad de film de la bobina en curso
PARADA Indica el estado de la funcin que corresponde al botn situado abajo
Transportador entrada Puesta en marcha o parada del transportador de entrada
Maquina Puesta en marcha o parada de la mquina en automtico
Transportador tnel Puesta en marcha o parada del tnel
Formatos Visualizacin de la pgina que permite seleccionar el formato
Alarmas Visualizacin de las pginas de alarmas
MR45879ES V 20 / 12 / 2006 Page 2 /7
II MANUAL DEL OPERADOR
PANTALLA MODO MANUAL
Indica el estado de la
funcin correspondiente al
botn situado abajo
Sincronizacion /No
Sincronizacion Sincronizacion No
No No
Apoyar para activar la
Indica el estado de la funcin
funcin correspondiente al
botn situado abajo
AUTO/MANUAL
Apoyar para activar la
funcin
Girar el botn MANDO A distancia a MARCHA para pasar a modo manual.
Girar el botn a PARADA para volver a modo automtico.
Resinc M1 Resincronizacin del motor Principal: Utilizar el botn del mando a distancia para
lanzar la resincronizacin; Soltar el botn cuando el piloto indica nuevamente parada.
Resinc M6 Resincronizacin del motor mesa elevadora de pelcula: Utilizar el botn del mando a
distancia para lanzar la resincronizacin; Soltar el botn cuando el piloto indica
nuevamente parada.
Manual M1 Paso a modo manual M1: Utilizar el botn del mando a distancia para hacer funcionar la
mquina manualmente.
Manual M6 Paso a modo manual M6: Utilizar el botn del mando a distancia para hacer avanzar la
pelcula a sacudidas, o mantenerlo apoyado, para hacer salir una largura de pelcula.
Vaciado Paso a modo vaciado: Utilizar el botn del mando a distancia para vaciar la mquina.
Rellenar Hace funcionar los transportadores de entrada para llenar los pasillos de alimentacin.
Los transportadores se detienen al accionarse la deteccin mximo.
Reglaje Paso a modo reglaje: Utilizar el botn del mando a distancia para hacer avanzar la
mquina en el punto de reglaje.
ngulo M1 Indica la posicin del motor M1.
MR45879ES V 20 / 12 / 2006 Page 3 /7
II MANUAL DEL OPERADOR
SELECCION DEL FORMATO
Puede observarse un cuadro por formato con los valores de los parmetros al comienzo del
captulo DESCRIPCION DETALLADA.
En la pgina de acogida, elegir la rbrica FORMATO, aparece entonces la pgina siguiente.
Para cam biarde form ato apoyaren elcam biarde form ato.
Parametrizacin de los
variadores; reservado a
los tcnicos CermexOC
VARIADOR
Apoyaren elnum ero de form ato
-Pulsarla tecla SIpara registrarelnuevo form ato
Cambio de los parametros del
formato
Cargar .........
Carga del variador
Apoyaren M EN
Para m odificarun form ato :
Para m odificarun tam ao,ira R EG LAJE D E LO S PAR AM ETR O S en la partida D ESC R IPC I N
EN U M ER AD A
MR45879ES V 20 / 12 / 2006 Page 4 /7
II MANUAL DEL OPERADOR
CALIBRACION DE LA PANTALLA
Calibracin Calibracin de la losa tctil
Limpieza pantalla Cancela momentneamente las funciones de la losa tctil para limpiar la pantalla
con un trapo suave.
Modo transferencia
Contraste - Reduce el contraste de la pantalla
Contraste + Aumenta el contraste de la pantalla
MR45879ES V 20 / 12 / 2006 Page 5 /7
II MANUAL DEL OPERADOR
PUESTA EN MARCHA
1) Poner la mquina en tensin mediante el seccionador situado del lado del armario y poner
la presin de aire mediante la vlvula.
2)Garantizar que no est activada ninguna parada de emergencia, que todas las puertas
estn cerradas (Tecla ALARMAS).
3) Cargar el formato a producir.
4)Apoyar en"BORRADO DEFECTO" sobre el pupitre.
5) Apoyar en el botn "TRANSPORTADOR TNEL" con el fin de ponerlo en calefaccin.
6) Poner el transportador de entrada en marcha.
7) Efectuar una resincronizacin de la mquina apoyando, sin soltar antes del final de los
movimientos, en el botn "MARCHAS MANUALES". El ciclador de alimentacin comienza a girar
y luego se detiene en una posicin determinada, seguidamente se inicializa la produccin de
pelcula (cuando se utiliza pelcula impresa marcada, la mquina corta 2 larguras de con el fin de
medir la divergencia entre 2 marcas).
ATENCIN!Soltar el botn solamente cuando los pilotos "RESINCRO " indican Parada.
8) Retirar la(s) largura(s) de pelcula que se encuentran en el ciclador de napado.
9) Volver a cerrar la puerta.
10) Pasar en automtico
11) "MARCHA AUTOMTICA" (la mquina est lista para arrancar).
Esperar que el tnel haya alcanzado su temperatura de consigna, despus de 30 Mn
aproximadamente y luego girar el botn "ALIMENTACIN" (situado del lado de la mquina)a
marcha. La mquina arranca con las siguientes condiciones:
-Acumulacin suficiente sobre el transportador de entrada (clulas mn./mx.).
NOTA:
Las operaciones 2 a 11 son necesarias despus de un corte de la alimentacin elctrica.
PARADA DE LA MQUINA
- Girar el botn ALIMENTACIN a PARADA
- Esperar que los ltimos packs hayan salido del tnel
- Apoyar en PARADA TNEL
-Las turbinas y el transportador siguen girando durante unos 15 Mn para permitir el enfriamiento.
- Esperar que el tnel est detenido para cortar la corriente.
MR45879ES V 20 / 12 / 2006 Page 6 /7
II MANUAL DEL OPERADOR
PUESTA EN MARCHA
ANOMALIA CAUSAS POSIBLES
1) La mquina no empieza. 1) a) Visualizar la lista de las alarmas, actuar
sobre el defecto indicado y luego apoyar en
borrado defectos.
Las principales causas de defecto son:
- Las puertas
- Las paradas de emergencia.
-La presin de aire (debe ser de 5 bares).
-El mando manual (debe estar en automtico).
- El transportador de entrada (debe estar en
marcha).
2) -Verificar las clulas de deteccin de
2) Los lotes llegan al ciclador de napado pero producto situadas antes de la entrada del
no la pelcula. ciclador de napado.
MR45879ES V 20 / 12 / 2006 Page 7 /7
II MANUAL OPERADOR
PASO DEL FILM 1 PISTA
- Parar la mquina mediante el botn parada en el ciclo (dejar el tnel en calefaccin).
CONSULTAR EL ESQUEMA DE PASO DE FILM SITUADO SOBRE LA MQUINA
1) Asegurarse que ninguna alarma esta puesta en marcha
2) Apretar sobre para pasar en modo "Motor"
3) Apretar en RESYNCHRO M6
4) Girar la llave MANDO A DISTANCIA sobre MARCHA, " Telemando
activo " se exhibe
5) Girar el cuchillo de corte de film hacia arriba (fuera del film)
6) Girar la bobina de film manualmente para desenrollar del film
(aproximadamente 4m)
7) Seguir el esquema de paso de film situado sobre la mquina
8) Pasar el film en el sistema de ajustamiento de tensin del film
ATENCIN de pasar bien entre todos los rodillos
9) Apagar(extinguir) las barras antiestticas.
10) Sacar la mesa de inyeccin
11) Introducir la extremidad del film entre los 2 rodillos de la mesa de subida de film con la
ayuda de una pala
ATENCIN! Antes de poner el film entre los rodillos, centrarlo correctamente
El film no subir en la mesa si no es arrinconado bien entre los rodillos
12) Entrar la mesa de inyeccin.
13) Devolver los barras antiestticas en marcha.
14) Apretar por impulsos el botn del mando a distancia para hacer girar los rodillos y sacar una
hoja de film
15) Girar la llave MANDO A DISTANCIA sobre PARADA, apretar MANUAL M6 y devolver la
llave sobre MARCHA
16) Apretar el botn del mando a distancia para sacar varias hojas de pelcula hasta que la
pelcula sea correctamente centrada y desarrugada
PFTS2 PISTES 45879ES V 20 / 12 / 2006 Page 1 /3
II MANUAL OPERADOR
PASO DEL FILM 2 PISTAS
- Parar la mquina mediante el botn parada en el ciclo (dejar el tnel en calefaccin).
CONSULTAR EL ESQUEMA DE PASO DE FILM SITUADO SOBRE LA MQUINA
1) Asegurarse que ninguna alarma esta puesta en marcha
2) Apretar sobre para pasar en modo "Motor"
3) Apretar en RESYNCHRO M6
4) Girar la llave MANDO A DISTANCIA sobre MARCHA, " Telemando
activo " se exhibe
5) Girar el cuchillo de corte de film hacia arriba (fuera del film)
6) Girar la bobina de film manualmente para desenrollar del film
(aproximadamente 4m)
7) Seguir el esquema de paso de film situado sobre la mquina
8) Pasar el film en el sistema de ajustamiento de tensin del film
ATENCIN de pasar bien entre todos los rodillos
9) Apagar(extinguir) las barras antiestticas.
10) Sacar la mesa de inyeccin
11) Introducir la extremidad del film entre los 2 rodillos de la mesa de subida de film con la
ayuda de una pala
ATENCIN! Antes de poner el film entre los rodillos, centrarlo correctamente
El film no subir en la mesa si no es arrinconado bien entre los rodillos
12) Entrar la mesa de inyeccin.
13) Devolver los barras antiestticas en marcha.
14) Apretar por impulsos el botn del mando a distancia para hacer girar los rodillos y sacar una
hoja de film
15) Girar la llave MANDO A DISTANCIA sobre PARADA, apretar MANUAL M6 y devolver la
llave sobre MARCHA
16) Apretar el botn del mando a distancia para sacar varias hojas de pelcula hasta que la
pelcula sea correctamente centrada y desarrugada
17) Girar el cuchillo de corte del film (hacia abajo).
18) Hacer de nueva funcionar la mesa de subida de film hasta la llegada de las 2 pistas de film
sobre el transportador de recubrimiento.
PFTS2 PISTES 45879ES V 20 / 12 / 2006 Page 2 /3
II MANUAL OPERADOR
EMPALME DE CARRETE
- La bobina llena debe estar ya instalada.
- Parar la mquina (dejar el tnel en caldeo).
- Empalmar ambos extremos mediante la barra de unin de film (ilustracin 2). En el caso de
un film impreso con marcas, la mquina rearranca ms rpidamente si se hace corresponder los
motivos unos con otros.
ATENCION! En caso de utilizarse film impreso, es preciso pasar al modo FILM
NEUTRO al cambiar de tipo de film (de neutro a impreso, nueva banda o nueva impresin).
- Girar el botn PREENTREGA IZQUIERDA/DERECHA en el sentido correspondiente a la
bobina utilizada.
Ilustracin 2
1) Poner el extremo de la bobina llena 2) Parar la mquina, y luego girar la barra
sobre la barra de soldadura (mquina en de soldadura.
produccin)
Bobina Bobina Bobina Barra de
llena vaca llena soldadura
Barra de
soldadura Bobina
vaca
3) Tirar de esta parte del film para 4) Volver a poner la barra de
separar la bobina vaca soldadura en posicin vertical, el
film est empalmado.
PFTS2 PISTES 45879ES V 20 / 12 / 2006 Page 3 /3
II MANUAL DEL OPERADOR
PRINCIPIO DE LOCALIZACIN DE LOS REGLAJES Y HERRAMIENTAS
PRINCIPIO DE LOCALIZACIN DE LOS REGLAJES Y HERRAMIENTAS
LOS REGLAJES
El emplazamiento de los reglajes est indicado sobre la mquina por etiquetas de color rojo formato 15 x 15.
1 A
, y
LAS HERRAMIENTAS
El emplazamiento de las herramientas est indicado sobre la mquina por etiquetas de color
Las herramientas se localizan mediante etiquetas de color azul formato 29 x 12.
1/1
Emplazamiento
Emplacement sur enlala nmero
numroherramienta
d'outillage
mquina
machiney ettipo
typede endans
el formato
le format
herramienta
d'outillage
Nota : Para la herramienta que consta de varios elementos, la localizacin de cada una de las distintas partes
de ste se efecta mediante una 3 cifra.
1/1/1
CF45879ES V 20 / 12 / 2006 Page 1 /6
II MANUAL DEL OPERADOR
PROCEDIMIENTO DE CAMBIO DE FORMATO
Consultar los cuadros de la pgina siguiente para conocer los valores de los reglajes a efectuar.
Para saber los valores de los ajustes a efectuar, consulte las tablas de la pgina siguiente.
A) VACIADO DE LA MQUINA
- Pulse PARO EN EL CICLO
- Pulse el botn VACIADO
- Girar el botn MANDO A DISTANCIA en posicin MARCHA
- Pulse MARCHAS MANUALES
- Girar el botn ALIMENTACION en posicin MARCHA
- Controle la entrada de productos en el conjunto de seleccin.
B) Ajuste los aletas de orientacin del flujo de aire (marcas
rojas 1, 2, 3 & 4).
C) Ajuste la posicin de las bandas superiores del ciclador
de recubrimiento (referencias rojas 5 y 6)
D) Sustituya la bobina de film y cntrela (referencia roja 7).
E) Ajuste la posicin de la celula de film impresa (marca roja 8).
CF45879ES V 20 / 12 / 2006 Page 2 /6
II MANUAL DEL OPERADOR
PROCEDIMIENTO DE CAMBIO DE FORMATO
F) Ajuste las guas del ciclador de alimentacin (marcas rojas
9 &10 ).
G) Sustituya el gua central del ciclador de alimentacin
(marca azul 1 ).
H) Ajuste la posicion de la guias del ciclador de alimentacion
(marca roja 11)
I) Reemplazar el conjunto de seleccin si es necesario (marca azul 2).
En un primer tiempo, poner el conjunto de seleccion en el punto de desarme.
- Pulsar el botn reglaje en la pantalla de control para entrar en el men punto
reglaje mquina
- Pulsar sobre desarmado K7 el punto 0 sera activado despues.
- Ponerse en el modo de control manual , pulsar el boton del control a distancia
hasta la interupcion de la mquina.
Atencion : no se debe salir del reglaje mientras que el casete no sea posicionado.
abrir la puerta hacia arriba
descolgar el gato gas de color negro de la puerta
cierrar la puerta
quitar el tornillo arriba de la puerta
abrir la puerta, pujar al lado
quitar el tubo de engrase
quitar el modulo de seleccion
Atencion : el conjunto de seleccin tiene un peso total de mas de 100 kg.
Hay que detener un torno elevador.
poner el modulo de seleccion que corresponde al formato
poner de nuevo el tubo de engrase
cierra la puerta
poner el tornillo arriba de la puerta
abrir la puerta hacia arriba
poner el gato gas
cierra la puerta
quitarse del modo ajustamiento/reglage
J) Ajuste la anchura de los corredores (marcas rojas 12 & 13)
CF45879ES V 20 / 12 / 2006 Page 3 /6
II MANUAL DEL OPERADOR
PROCEDIMIENTO DE CAMBIO DE FORMATO
K) Ajuste las guas pasillos (marcas rojas 14 & 15)
L) Ajuste la altura y la separacin de la deteccin de productos tumbados
(marca roja 16).
M) Sustituya las guas del transportador de entrada
(marcas azules 3 y 4).
N) Ajuste las guas del transportador de entrada (marcas
rojas 17 y 18)
O) Seleccione el formato (marca roja 19).
P) Realice una resincronizacin.
Pulsar el boton ALARM
pulsar el boton MARCHA MANUAL
ATENCIN: Espere a que el mensaje hacer una RESINCRONIZACIN se haya
apagado antes de sueltar el botn.
Q) Suministre una determinada longitud de film con ayuda del botn "SALIDA FILM
MANUAL" hasta llegar a la unin de la pelcula. Retire una por una las hojas de film para que no
se produzca ningn atasco.
CF45879ES V 20 / 12 / 2006 Page 4 /6
II MANUAL DEL OPERADOR
PROCEDIMIENTO DE CAMBIO DE FORMATO
R) Ciclador de recubrimiento (marca roja 20)
- Apretar el botn ARREGLO sobre la pantalla de encargo
- apretar PUNTO ARREGLO COBERTURA. No dejar el modo
ARREGLO
- girar la llave MANDO A DISTANCIA sobre MARCHA
- apretar el botn del mando a distancia hasta que la mquina se arrte.
- Girar el ciclador de recubrimiento con la ayuda de su volante hasta la
alineacin de las barras de recubrimiento con las flechas de posicin
- sacar del modo arreglo.
S) Poner los productos en el transportador de entrada.
pulsar el boton LLENAR
Dar una vuelta en LLAVE DEL MANDO HA DISTANCIA en marcha y pulsar MARCHA
MANUAL para que anden los productos en la maquina y verificar que todos los parametros
esten correctomente ajustado.
T) Seleccione el modo AUTO.
CF45879ES V 20 / 12 / 2006 Page 5 /6
II MANUAL DEL OPERADOR
LOCALIZACION DE LOS REGLAJES
2/1 1/1
2/2 1/2
2/3 1/3
4/1 3/1
4/2 3/2
4/3 3/3
19
7
5
20
6
8
9
1
10 11
12
13
16 14
15 4 3
18 17
CF45879ES V 20 / 12 / 2006 Page 6 /6
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
ATENCION! LA INOBSERVANCIA DE LAS INSTRUCCIONES DE
MANTENIMIENTO ACARREA LA ANULACION DE LA GARANTIA.
Compete al personal encargado del mantenimiento de la mquina o eventualmente al
conductor de sta, efectuar un control regular de todos los elementos mviles que la
constituyen.
Este control puede efectuarse en marcha normal: (visual y auditivo), as como cuando est
parada: (verificacin de los aprietes, lubricacin de los rganos, juegos de funcionamiento,
estanqueidad de los circuitos...).
Puede fcilmente evitarse una inmovilizacin costosa de su mquina reparando
preventivamente sus rganos, en cuanto stos presenten seales de debilidades.
Est claro que es indispensable mantener el conjunto de la mquina en un perfecto estado
de limpieza. Se facilitarn as en gran parte las operaciones de mantenimiento.
Hallarn a continuacin una planificacin de mantenimiento preventivo de su material.
ATENCIN!
En la limpieza de la mquina no utilizar detergentes o solventes que daan las pinturas,
cintas, siliconas, cauchos.
Utilizar exclusivamente agua con jabn.
PROCEDIMIENTO DE INTERVENCIN
1)Cortar la corriente medante el seccionador situado del lado del armario.
2) Atrancar el puo del seccionador.
3) purgar el aire medante el(los) grifo(s) de purga neumtica.
Ahora su mquina est en seguridad y permite una intervencin.
Si su mquina tiene equipado un encolador, consultar su noticia antes de intervenir en l.
EntGen ESV 25 / 02 / 2005 Page 1 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
MANTENIMIENTO DE LAS CADENAS
ATENCION !
El engrase eficaz de las articulaciones de una cadena de transmisin es un factor de
longevidad.
Su mquina tiene equipados 2 sistemas de engrase automatizados:
- uno para el tnel
- uno para el resto de la mquina
Engrase mquina Engrase tnel
(Wynoil Way 220) (SYNTHOCHAINE)
ATENCION!
Para una mejor longevidad de las cadenas del tnel les recomendamos expresamente utilizar
"SYNTOCHAINE de WINN' S" disponible en nuestro servicio recambios con la referencia :
0479018
Para una mejor longevidad de las otras cadenas de la mquina les recomendamos
expresamente utilizar "Wynoil Way 220 de WINN' S" disponnible en nuestro servicio
recambios con la referencia : 613000715
Es necesario verificar regularmente el nivel de los tanques de las bombas de engrase (ver
cuadros de mantenimiento). Con este motivo, se recomienda efectuar un control del buen
funcionamiento del sistema de engrase.
Anualmente, se aconseja reemplazar los filtros de las bombas y verificar los circuitos de
engrase (apriete de los racores, estado de los tubos).
EntGen ESV 25 / 02 / 2005 Page 2 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
SYNTOCHAINE
LUBRICANTE PARA CADENAS
DESCRIPCIN
El aceite SYNTOCHAINE es un aceite sinttico completo, a base de polialfaolefinas e hidrocarburos
de sntesis, reforzado con agentes de untuosidad.
Esta calidad ha sido puesta a punto para el engrase de las cadenas, levas, engranajes, etc.
sometidos o no a las temperaturas ms severas, incluso en presencia de vapor.
CARACTERISTICAS (Producto bsico)
- Aspecto lquido
- Color amarillo
- Masa volumtrica (NF T 60-172), g/cm3 0,90
- Viscosidad a 40C (NF T 60-100), mm2/s (cSt) 175
- Viscosidad a 100C (NF T 60-100), mm2/s (cSt) 17
- Punto de inflamacin (NF T 60-103), C 245
- Ensayo de la hoja de cobre (NF M 07-015) 1a
- Residuo CONRADSON,% 0,15
EntGen ESV 25 / 02 / 2005 Page 3 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
SYNTOCHAINE
PROPIEDADES
El engrase es esencial para garantizar la longevidad de una cadena y de sus piones.
a) Por sus calidades espumantes, SYNTOCHAINE posee un poder humectante que le permite
penetrar:
- entre el eje y el casquillo,
- entre el casquillo y el rodillo,
- entre las placas exteriores e interiores.
El acondicionamiento aerosol mejora la regularidad de aplicacin del lubricante.
b) La resistencia pelicular de SYNTOCHAINE permite:
1) garantizar el engrase entre los elementos deslizantes,
2) amortiguar las sacudidas de engranaje,
3) reducir el desgaste.
c) SYNTOCHAINE permite una aplicacin uniforme y por sus agentes de adherencia, evita
las prdidas por proyeccin.
Por otra parte, SYNTOCHAINE:
1) - no deja residuos carbonosos,
2) - es utilizable en una amplia banda de temperaturas: - 40 + 200C
3) - asegura la proteccin contra la corrosin,
4) - posee un elevado poder hidrfugo.
SYNTOCHAINE garantiza una lubricacin de larga duracin y deja a las cadenas y piones su
aspecto reluciente y limpio.
1 A11068
FT.95.528 F
Con la permanente inquietud de mejorar la calidad de sus productos, Wynns France se reserva el derecho de modificar sus caractersticas
y les invita a tomar conocimiento de toda modificacin producida despus de remitido el presente documento.
EntGen ESV 25 / 02 / 2005 Page 4 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
WYNN'SLIDE WAY 220
ACEITE PARA CORREDERAS
DESCRIPCIN
WYNN'SLIDE WAY 220 es un aceite especialmente elaborado para la lubricacin de las correderas
de herramientas tanto tradicionales como cubiertas de materiales sintticos o resinas
termoendurecidas de tipo SKC, SCHMIDT, KHUNE
CARACTERISTICAS
EntGen ESV 25 / 02 / 2005 Page 5 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
WYNN'SLIDE WAY 220
WYNN'SLIDE WAY 220 es un aceite que elimina el fenmeno de ruido o avance a sacudidas
(Stick-slip) que corre el riesgo de producirse a bajas velocidades de deslizamiento o bajo cargas
reducidas.
WYNN'SLIDE WAY 220 contiene agentes de untuosidad y adherencia que favorecen el enganche
del aceite y el mantenimiento de la pelcula lubricante, evitando as el encolado de las correderas.
WYNN'SLIDE WAY 220 tiene muy buenas propiedades anticorrosivas.
Su elevado poder antioxidante garantiza la proteccin de los rganos mecnicos tanto en marcha
como en la parada
UTILIZACION
WYNN'SLIDE 220 conviene para la lubricacin de las correderas de herramientas cualesquiera que
sean las condiciones de velocidad y carga y muy especialmente de las correderas que soportan
fuertes cargas.
1 AI 1163
FT98.593 B
Con la permanente inquietud de mejorar la calidad de sus productos, Wynns France se reserva el derecho de modificar sus caractersticas
y les invita a tomar conocimiento de toda modificacin producida despus de remitido el presente documento.
EntGen ESV 25 / 02 / 2005 Page 6 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
CUADROS DE MANTENIMIENTO
Horas
OPERACION DE MANTENIMIENTO 8 40 180 500 2000
Retirar los eventuales residuos de
pelcula cados en las piezas mviles.
Asegurarse de que la cinta del tnel
no est obstruida por residuos de
pelcula.
Asegurarse de que las cadenas del
transportador del tnel estn
lubricadas correctamente.
Verificar la ausencia de obstculos o
suciedades susceptibles de estorbar
la circulacin de los productos en los
pasillos y el ciclador de alimentacin.
Verificar el nivel de aceite en los
depsitos de las bombas de engrase.
Aadir si es preciso.
Limpiar las pticas de las clulas
fotoelctricas as como los
reflectores.
EntGen ESV 25 / 02 / 2005 Page 7 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
Horas
OPERACION DE MANTENIMIENTO 8 40 180 500 2000
Limpiar el modulo de salida film : retirar los
eventuales residuos de film. ATENCION
CON LA CUCHILLA!
Limpiar las barras antistaticas:
- desmontarlas del modulo de salida film
- poner la brocha en el producto de limpieza
y brosar la puntas de las barras
- secar las barras con aire comprimido
- montarlas de nuevo en
Controlar la tensin de las alfombras de
transporte:
- en el ciclador de alimentacin
- en el ciclador de recubrimiento
No deben ser demasiado tendidos.
Para limpiarlos, utilizar agua jabonosa luego
secarlos. Jams utilizar leja, ni disolvente o
desengrasar. Jams tender
una alfombra mojada.
Verificar el arrastre del conjunto de seleccin
(dedos, cadenas,)
Verificar la impermeabilidad del circuito
neumtico y de la lubricacin centralizada.
Asegurarse de que todas las cadenas estn
bien engrasadas.
Verificar el funcionamiento de las
seguridades de puertas controladas por
clula. Verificar el estado de la pata de
deteccin de cada puerta.
EntGen ESV 25 / 02 / 2005 Page 8 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
Horas
OPERACIONES DE MANTENIMIENTO 8 40 180 500 2000
Desempolvar las ventilaciones de los
motores.
Verificar el funcionamiento correcto
de la seguridades : paros de
urgencia, crteres.
Controlar la tensin de las cadenas
de todos la mquina y del
transportador tnel. Acortar si es
preciso.
Reemplazar la cuchilla del modulo de
salida film.
Controlar el estado de los
rodiamientos y remplazarlos si es
preciso.
Verificar el nivel de los reductores
(Mirar las referencias de las aceites)
NO MESCLAR DIFERENTES
TIPOS DE ACEITES !
Verificar el consumo de cada grupo
de calefactor tnel.
Asegurase del buen estado de las
conexiones al nivel de cada bornero
elctrico.
Controlar la tensin de las cadenas
de transportador de llegada de los
productos y acortar si es preciso.
EntGen ESV 25 / 02 / 2005 Page 9 /9
III DESCRIPCION ENUMERADA
- Reglaje de los parmetros
- Alimentacin
- Flujo de recubrimiento
- Ciclador de napado
- Tnel
- Enfriador
Som Chap 3 ES V 14 / 01 / 2004 Page 1 /1
III DESCRIPCION ENUMERADA
Reglaje de los parametros
Para modificar un formato:
- Apoyar en MODIFICACIN de FORMATO
Aparece la pgina siguiente.
VARIADOR
- Hacer desfilar los parmetros mediante las teclas
RETORNO y SEGUIDA
- Para modificar un parmetro, apoyar en su valor, aparece un teclado
numrico . Entrar el nuevo valor y luego apoyar en.
- Una vez modificados todos los parmetros, apoyar en la tecla
MENU.
- Pulsar la tecla SI para registrar las modificaciones.
Solvoguardia de los parametros
del formato
Solvoguardia terminada
Desee utilizar este formato ahora?
Cambio de los parametros
del formato Cambio terminado
Carga del variador
Al visiualizarse el mensaje transferencia terminada, apoyar en Men para volver al MENU
FORMATO
Apoyar en Acogida.
REGPARTS3 45879 V 20/ 12 / 2006 Page 1 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
CADENCIA
CADENCIA NOMINAL
Esta cifra que se puede modificar sobre la pantalla es la cadencia nominal en ciclos por minuto
para el formato elegido. Determina la cadencia por defecto para el formato elegido, que es la
que se obtiene despus de cada puesta en tensin. La cadencia es modificable dentro de una
gama definida por formato. Esta gama est limitada por 2 topes no modificables por el usuario.
MEDIA VELOCIDAD
La mediana cadencia es definida en porcentaje de la cadencia nominal. Los valores admisibles
estn comprendidos entre el 50% y el 100%. Por lo general, el valor por defecto es del 80%.
Este parmetro sirve para reducir la cadencia cuando la acumulacin de los productos situados
antes de la mquina disminuye, es decir, cuando el detector de acumulacin ms lejano de la
mquina ya no est activado.
PEQUEA VELOCIDAD
La pequea cadencia es definida en porcentaje de la cadencia nominal. Los valores admisibles
estn comprendidos entre el 50% y el 100%. Por lo general, el valor por defecto es del 60%.
Este parmetro sirve para reducir la cadencia cuando la acumulacin de los productos situados
antes de la mquina disminuye, de forma que slo el detector de acumulacin situado ms
cerca de la mquina permanece activado. Para un correcto funcionamiento de la mquina, el
valor seleccionado debe ser inferior o igual al valor de la cadencia mediana. Tmbien hay que
verificar que, en funcin de la temperatura del trabajo del horno tnel, el pack no se
sobrecaliente debido al aumento del tiempo de paso en el horno tnel.
RAMPAS ACCELERACION / DECELERACION
Estos parmetros permiten ajustar las rampas de aceleracin y deceleracin de la mquina.
REGPARTS3 45879 V 20/ 12 / 2006 Page 2 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
FILM 1
LONGITUD FILM
Expresado en mm, este valor es en general igual al permetro del lote a embalar + 50 mm. Cuando
el film es impresa, esta longitud es igual al paso de la impresin del film.
Este valor debe darse precisamente (+/- 2mm) ya que el sistema corrige automticamente la
posicin del corte en funcin de la lectura de la impresin sobre el film. Un error de ms 25mm
sobre este valor provoca la parada de la mquina.
Es indispensable resincronizar el film despus de una modificacin de este parmetro.
FILM BAJO EL PAQUETE
Expresado en mm, este valor debe corresponder exactamente a la
llongitud del film situada bajo el paquete , (si no modificar CALAJE FILM
BAJO PAQUETE).
Es indispensable resincronizar el film despus de una modificacin de
este parmetro. Largura de film
NOTA: El calado del film bajo el paquete es nico para todos los bajo el paquete
formatos.
SELECCION RAMPAS
Estos parmetros permiten ajustar las rampas de aceleracin y deceleracin de la mesa de
subida de film.
COEFICIENTE ALTA VELOCIDAD
La correccin alta velocidad del film, se expresa en relacin de gran velocidad (GV) del film.
- El valor de GV se calcula automticamente segn los parmetros relativos al formato utilizado.
- Esta correccin permite actuar sobre la tensin del film en ocasin del napado.
- Si se reduce GV, el film estar ms tensa ej.:20.
- Si se aumenta GV, se aflojar el film. ATENCION! En este caso el film se pliega ligeramente y
es probable que la lengua depelcula monte sobre la extremidad del film anterior, lo que corre el
riesgo de producir una mala salida del film siguiente. Regular este valor de manera de napar el
film tensada moderadamente para no desajustar el film bajo el paquete.
La correccin GV debe estar siempre comprendida entre 10 y 300. Utilizar el valor 20 por defecto
para un nuevo formato.
Es indispensable resincronizar la pelcula despus de una modificacin de este parmetro.
REGPARTS3 45879 V 20/ 12 / 2006 Page 3 /13
III DESCRIPCION ENUMERADA
Reglaje de los parametros
DEFASAJE VELOCIDAD ALTA
Hacer funcionar la mquina en modo manual hasta que la barra de recubrimiento llegue entre el
ciclador de alimentacion y el tapete de recubrimiento.
Ciclador de
alimentacion
Tapete de
recubrimiento
Barra de recubrimiento
Medir la distancia entre la trasera del producto y el borde de la barra de recubrimiento.
Quitar 10% de esta distancia para no tensar demasiado la pelicula.
Poner despus el valor de esta medida en el formato (defasaje velocidad alta).
Nota : Se puede lanzar la velocidad alta solamente cuando la barra de recubrimiento empiece a
llegar al nivel del tapete de recubrimiento.
CALAJE DEL FILM BAJO EL PACK
Expresado en grados.
Fije la longitud de la pelcula a 100 mm.
A continuacin modifique CENTRADO DEL FILM BAJO EL PACK hasta obtener efectivamente
los 100 mm. El ajuste es vlido para todos los formatos.
REGPARTS3 45879 V 20/ 12 / 2006 Page 4 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
TIPO DE FILM
Eleccin del tipo de film, neutro o impreso : 0, 1, 2 o 3.
ANCHURA MARCA
Ajustar la largura de la marca a detectar.(solamente en modo 3)
POSICIN IMPRESIN (PELICULA IMPRESA)
Expresado en mm este valor permite desplazar la localizacin de la imagen impresa de la pelcula
sobre el pack (ver Ilustracin). Proceder a varias pruebas con el fin de asegurarse del resultado
despus de la retraccin.
Es indispensable resincronizar el film despus de una modificacin de este parmetro.
SENTIDO DE DESFILE
Valor a retirar en
POSICION FILM
IMPRESA
ej.: 10
Desfase de
la impresin
ej. 20mm
PROCEDIMIENTO DE REGLAJE:
- Regular este valor a 50
- Cortar una largura del film.
- Pasar algunos packs y luego medir el desfase (20 mm sobre ilustracin siguiente).
- El motivo frontal est demasiado bajo. Para recentrar ambos motivos, es necesario desplazar
la impresin 20/2=10mm haci atrs.
- Retirar 10 en [ POSICIN PELICULA IMPRESA ] (o sea 40-10=40).
- Hacer una resincronizacin.
- Cortar una largura del film.
- Pasar algunos packs y luego verificar el posicionamiento.
- Modificar de nuevo el valor en caso necesario.
REGPARTS3 45879 V 20/ 12 / 2006 Page 5 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
BOBINA
COEFICIENTE PREENTREGA
Este valor se define como porcentaje. Se trata de un parmetro que permite ajustar la velocidad
de la bobina de film.
La velocidad esta correcto cuando con la velocidad nominal de la mquina, el balancin oscila en
posicin mediana
NUMERO DE PAQUETES ANTES PARADA
Expresado en nmero, este valor corresponde a la cantidad de paquetes realizados antes de la
parada de la mquina cuando la bobina de film est vaca.
INICIO DETECCION PRODUCTO
Permite regular la posicin angular donde comienza el deteccin de producto.
FIN DETECCION PRODUCTO
Permite regular la posicin angular donde se detiene el deteccin de producto.
TIEMPO DE SOLDADURA
En segundos, este parametro permite ajustar el tiempo de soldadura para ela conexion de bobina.
Tenemos que tener un tiempo bastante grande para tener una bobina bien soldada.
REGPARTS3 45879 V 20/ 12 / 2006 Page 6 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
PASO Y POSICIONES
PASO CICLADOR DE ALIMENTACIN
El paso es la distancia entre ejes entre dos barras de ciclador expresada en nmero de dientes
de 12,7 mm. Indicar el nmero de dientes, ej. 24. Despus de una modificacin de este
parmetro es indispensable una resincronizacin
general.
ATENCIN!Las cadenas que constituyen el ciclador
de alimentacin estn a menudo al paso de 19,05 mm,
los valores utilizados tienen en dicho caso una
correspondencia con una cadena 19,05 (ej. 24 dts 12,7
Paso
corresponde a 16 dts 19,05).
ej.: 304,8/12,7 = 24 dientes
Selen los productos y para agruparlos se utiliza un paso
de 24 dientes o de 48 dientes por adicin o retirada de
una barra sobre dos (ver cambio de formato).
PASO CICLADOR DE RECUBRIMIENTO
El paso es la distancia entre ejes entre dos barras de ciclador expresado en nmero de dientes
de 12,7 mm. Indicar el nmero de dientes del ciclador de recubrimiento para el formato elegido.
PUNTO REGLAJE RECUBRIMIENTO
Expresado en grados, este valor permite determinar la posicin de parada del ciclador de napado
en modo REGLAJE para sincronizar el ciclador de napado.
Este valor se determina al hacer el reglaje de un nuevo formato.
POSICION PARADA CICLO
Permite regular la posicin angular de parada en el ciclo.
REGPARTS3 45879 V 20/ 12 / 2006 Page 7 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
ENTRADA DE LA MAQUINA
VELOCIDAD NOMINAL DE ENTRADA
Se determna la velocidad del transportador de entrada en porcentaje este parametro permite
ajustar el empujado de los productos dentro del conjunto de seleccin. Este parametro ejerce
accin en el variador del transportador de entrada VF19.
VELOCIDAD TRANSPORTADOR CLIENTE
Se determna la velocidad del transportador de entrada en porcentaje este parametro permite
ajustar el empujado de los productos dentro del conjunto de seleccin. Este parametro ejerce
accin en las salidas analogicas para el control de los transportadores cliente.
REGPARTS3 45879 V 20/ 12 / 2006 Page 8 /13
III DESCRIPCION ENUMERADA
SDI
INICIO CONTROL PRODUCTO DESPLAZADO
Permite ajustar la posicin angular en la que comienza el control de producto desplazado. Utilice el
mismos mtodo de ajuste que para el producto desplazado de envoltura.
FIN CONTROL PRODUCTO DESPLAZADO
Permite ajustar la posicin angular en la que se detiene el control de producto desplazado.
POSICION DESEMBRAGUE CASETE
Permite ajustar la posicion angular cuando se para la casete SDI en el caso de la informacion mini
productos y parada alimentacion.
La parada ocurre cuando tenemos un paquete en el ciclador de alimentacion
CADENCIA EMBRAGUE CASETE
Perrmite ajustar la velocidad de la mquina en ciclo / mn en el momento del embrague del conjunto
de seleccin. Ajustar segn la estabilidad de los productos (entre el 50 y 75 % nominal de la
velocidad de la mquina).
REGPARTS3 45879 V 20/ 12 / 2006 Page 9 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
RECUBRIMIENTO
INICIO PRODUCTO DESPLAZADO
Permite regular la posicin angular donde comienza el control producto desplazado.
FIN PRODUCTO DESPLAZADO
Permite regular la posicin angular donde se detiene el control producto desplazado.
Mtodo : a) Iniciio producto desplazado
producto 2 producto 1
Clula "producto desplazado""
F Esta posicin de parada corresponde a: "inicio producido desplazado".
b) Final producto desplazado
producto 2
Clula "producto desplazado""
F Esta posicin corresponde a: "final producto desplazado".
INICIO PRODUCTO DESPLAZADO SALIDA ENVOLTURA
Permite ajustar la posicin angular en la que comienza el control de producto desplazado.
Permite ajustar la posicin angular en la que comienza el control de producto desplazado.
Utilice el mismos mtodo de ajuste que para el producto desplazado de envoltura.
FIN PRODUCTO DESPLAZADO SALIDA ENVOLTURA
Permite ajustar la posicin angular en la que se detiene el control de producto
desplazado.Utilice el mismos mtodo de ajuste que para el producto desplazado de envoltura.
REGPARTS3 45879 V 20/ 12 / 2006 Page 10 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
TUNEL
TEMPERATURA
Este valor corresponde a la consigna de temperatura del tnel.
VELOCIDAD CINTA
Este valor se define como porcentaje. Se trata de un parmetro que permite ajustar la velocidad
de la cinta.
REGPARTS3 45879 V 20/ 12 / 2006 Page 11 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
ENGRASE
ENGRASE TUNEL
T valor es definido en minutos. Este parmetro permite ajustar la frecuencia de engrasado del
tnel. El tiempo de engrase esta fijo.
ENGRASE MAQUINA
Este valor es definido en minutos. Este parmetro permite ajustar(reglamentar) la frecuencia de
engrasado de la enfardeladora. El tiempo de engrase esta fijo.
REGPARTS3 45879 V 20/ 12 / 2006 Page 12 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
DOSIFICACION
VELOCIDAD TRANSPORTADOR
La velocidad del transportador circuito arriba se define en porcentaje. Cuando el valor es del
100%, el transportador marcha a la misma velocidad lineal que el transportador de entrada. Es
necesario adaptar la velocidad para permitir un relleno correcto de los pasillos de alimentacin.
Si es demasiado rpida hay riesgo de atasco a la entrada de los pasillos.
Si es demasiado lenta, la apertura del CLP se interrumpe por defecto productos acostados.
OFFSET
Este valor se define como porcentaje. Este parmetro permite ajustar la variacin de la velocidad
del transportador de dosificacin segn la cantidad de productos. Si la fila est plena, la velocidad
es reducida por el valor seleccionado (ex. El 10 %); si hay pocos productos en la fila la velocidad
es aumentada el valor seleccionado.
REGPARTS3 45879 V 20/ 12 / 2006 Page 13 /13
III DESCRIPCION ENUMERADA
ALIMENTACION CANALES CON SELECCION POR
DEDOS INFERIORES (SDI)
Los productos llegan, en una o varias filas, en una cinta transportadora de cadenas pals.
Se reparten en los canales naturalmente despus de una zona de productos al tresbolillo.
La entrada de los canales se mueve ligeramente (movimiento generado por un motor)
para suprimir los eventuales enganches.
La separacin de los canales es fcil de ajustar a las dimensiones de los productos
(tornillos-tuercas situados en la parte superior de los canales).
Un conjunto de balancines y una clula fotoelctrica, situados en la parte superior de los
canales, controlan el llenado de estos ltimos (deteccin miniproductos). La insuficiencia
de productos o un producto tumbado en un canal tiene como efecto parar la mquina en el
ciclo.
SELECCION POR DEDOS INFERIORES
La seleccin consiste en dejar salir de los canales el nmero de filas de productos
necesarios para la realizacin de la agrupacin deseada. La seleccin se efecta
mediante un sistema de dedos procedentes de la parte inferior y que suben entre los
productos para absorber el empuje de los productos anteriores y, a continuacin, liberar,
fila por fila, los productos en el ciclador. La liberacin de los productos se efeca
mediante un rpido basculamiento hacia adelante de los dedos montados en bielita.
Entonces, el ciclador arrastra los productos guiados por cada lado hacia el mdulo
siguiente de la mquina (puesta en placa, barquilla o directamente puesta bajo pelcula).
CAMBIO DE FORMATO, AJUSTE
En el captulo MANUAL OPARADOR figura un resumen de las operaciones de cambio
de formato y un cuadro que indica los utillajes correspondiente a cada formato. El utillaje
de seleccin por dedos inferiores es propio para un tipo de producto. El utillaje cambia en
funcin del dimetro de los productos. Por tanto, para cambiar de formato, es necesario
cambiar el conjunto de seleccin por dedos inferiores. Este ltimo se retira verticalmente
por la parte superior de la mquina. El mdulo que incluye los dedos de seleccin y el
sistema de bandas de transporte entre estos dedos pesa aproximadamente 100 kg. Por
tanto, es necesario utilizar imperativamente un sistema de elevacin para extraer
verticalmente el mdulo de la mquina. Entonces, se podr instalar fcilmente el nuevo
mdulo con el mismo sistema de elevacin.
Ajustes
Poner una barra del ciclador alimentacin en frente del punto cero en mando manual con
el botn AVANCE MANUAL M1. Girar manualmente los dedos de seleccin y llevar un
dedo en frente de la indicacin situada en el mdulo de seleccin. Poner el pin de
accionamiento en su lugar. Si fuera necesario modificar el ajuste, hay que retirar el pin
de accionamiento, despus hacer avanzar o retroceder los dedos de seleccin y colocar
el pin. Cuando los productos entran en el ciclador de alimentacin, deben llegar entre 2
barras. Si la barra del ciclador desciende sobre la primera fila de productos, hay que
retrasar el conjunto de seleccin. Si la barra del ciclador desciende sobre la ltima fila de
productos, hay que avanzar el conjunto de seleccin. Cuando el ajuste es correcto, hay
que llevar una barra del ciclador frente al punto cero en mando manual y, despus, marcar
la posicin de un dedo de seleccin, para facilitar el cambio del futuro formato.
CLSDIES.1 V 08 / 04 / 2004 Page 1 /2
III DESCRIPCION ENUMERADA
ANOMALIA CAUSAS POSIBLES
1)Los productos no salen del conjunto de 1)- El pin de accionamiento no ha sido
seleccin. instalado.
2)Los lotes estn incompletos. 2)- Comprobar que se utiliza el conjunto de
seleccin correspondiente al producto.
-Verificar que nada obstaculiza el paso de
los productos en los canales.
- Cerciorarse de que la velocidad del
transportador de entrada no es demasiado
reducida.
- Comprobar las guas en la entrada del
ciclador.
- La chaveta del pin de accionamiento se
ha perdido durante el cambio de formato.
3)Hay demasiados productos sobre los 3)- Comprobar que se utiliza el conjunto de
lotes. seleccin correspondiente al producto.
- Comprobar la separacin de los canales.
4)La barra del ciclador cae sobre la pri- 4)- El conjunto de seleccin no est
mera fila de productos posicionado correctamente.
-La velocidad de la cinta transportadora de
entrada es demasiado importante.
CLSDIES.1 V 08 / 04 / 2004 Page 2 /2
III DESCRIPCION ENUMERADA
Flujo de pelcula
DESCRIPCION
El flujo de pelcula consta de un portabobinas, un sistema de precorte y un conjunto arrastre/
corte/elevacin (mesa de inyeccin de pelcula).
Portabobinas
El carrete de pelcula se coloca sobre 2 rodillos portadores unos de los cuales es arrastrado por
un motor de velocidad controlada.
Un sistema de deteccin lee el nivel de pelcula sobre el carrete.
Precorte
El sistema de precorte est constituido por un motor de arrastre a velocidad variable conectado
a uno de los rodillos portadores y un danzarn de reserva de pelcula.
El motor es accionado por un potencimetro en funcin de la posicin del danzarn.
Tambin ver esquema de paso de la pelcula en MANUAL OPERADOR.
Mesa de inyeccin
Ilustracin A
CELULA PARA
PELICULA IMPRESA
(OPCION)
El arrastre de los rodillos se efecta mediante un servomotor M6 fijado sobre la mesa.
El arrastre de la cuchilla se efecta mediante un embrague 1 vuelta a resorte (ilustracin B),
o por un motor M3 (ilustracin C), segn el modelo de la mquina.
DFcompact ES V 14 / 01 / 2004 Page 1 /2
III DESCRIPCION ENUMERADA
Flujo de pelcula
Ilustracin B Ilustracin C
EMBRAGUE
CUCHILLA
MOTOR M3
CUCHILLA
MOTOR
M6
PRINCIPIO DE FUNCIONAMIENTO
A partir de la llegada de un agrupamiento a la entrada de la zona de embalaje con pelcula, el
detector de productos autoriza el arranque del motor M6 (arrastre de la pelcula).
La pelcula es entonces cortada a la misma velocidad que el producto.
Cuando la barra de napado llega al contacto con la pelcula, sta se acelera hasta alcanzar la
velocidad necesaria para permanecer tensada sobre la barra de napado.
Despus del corte de la pelcula, la velocidad disminuye hasta la parada.
El instante de corte de la pelcula, se obtiene gracias a un recuento de impulsos suministrados
por el codificador del motor M6.
Cuando la pelcula es neutra, el nmero de impulsos corresponde a la largura de pelcula
necesaria para un paquete (largura programada en la consola de usuario).
Cuando la pelcula es impresa y marcada, el nmero de impulsos corresponde al recuento a
partir de la lectura del punto.
La mesa de inyeccin se detiene tras un recuento de impulsos despus del corte de la pelcula.
DFcompact ES V 14 / 01 / 2004 Page 2 /2
III DESCRIPCION ENUMERADA
Ciclador de napado
DESCRIPCION
El ciclador de napado sirve para rodear el agrupamiento con la largura de pelcula.
Es arrastrado por el motor principal M1.
Dispone de dos cadenas donde van fijadas las barras de napado.
Las barras estn espaciadas por x eslabones de cadena correspondientes al paso del ciclador
de napado.
Cuando una barra choca con un producto se dispara un limitador de par y provoca la parada
de la mquina.
Cuando la mquina se utiliza para varios formatos, para poder pasar por el ciclador de napado
todos los formatos, puede ser necesario regular la sincronizacin respecto de la mquina.
Los datos necesarios para el reglaje se indican en el procedimiento de cambio de formato.
Volante para vuelta al paso del
ciclador tras el disparo
CNAPEVO3 ESV 14 / 01 / 2004 Page 1 /2
III DESCRIPCION ENUMERADA
Ciclador de napado
PRINCIPIO DEL NAPADO
NAPADO HORNO TUNEL
ALIMENTACION (PUESTA BAJO FILM)
Cyclador de envoltura
Barra de envoltura
Producto
Clula dtecion film
impreso
CNAPEVO3 ESV 14 / 01 / 2004 Page 2 /2
III DESCRIPCION ENUMERADA
Tnel
PRINCIPIO DE FUNCIONAMIENTO
Los canales de distribucin del aire caliente, las resistencias calefactoras, las turbinas de
reciclaje son los principales elementos del tnel de retraccin.
Un carenado exterior cubre la bveda.
El aire es calentado por grupos de resistencias concntricos cuya potencia es de 26kW cada
una.
REGLAJES
Las aletas de orientacin del flujo de aire caliente enviado a los canales de distribucin bajo el
producto vienen con reglaje de fbrica.
El autmata realiza la regulacin de temperatura.
Cada conjunto calefactor se regula separadamente.
El reglaje de la temperatura se efecta desde el pupitre de mando
Tunnel 2, 3, 4 ES V 16 / 11 / 2006 Page 1 /4
III DESCRIPCION ENUMERADA
Tnel
Vista lado salida Vista corte entrada
2 2
3 4 3
5 5
9
10
9 9
/1 7
/2 7 1 7
/3 8 8 8
6 6 6 6
Las flechas indican el circuito que recorre el aire.
1)Transportador tnel
2) Conjunto de ciclado (motor)
3) Conjunto de ciclado (turbina)
4) Elementos calefactores
5) Cavidad de circulacin del aire caliente
6) Cordones de reglaje del caudal de aire bajo los productos. Tienen dos partes ajustables
desde la entrada o la salida del tnel.
7) Aletas de reglaje de distribucin del caudal de aire (lados/bajo los productos) volver en el
sentido por hora para abrir y enviar ms aire debajo; volver en los sentido
antihorario para cerrar y enviar ms aire sobre los lados
8) Aletas de orientacin del flujo de aire (lados) volver en los sentido antihorario para cerrar
9) Puos de reglaje de las aletas
10) Sonda de temperatura.
Tunnel 2, 3, 4 ES V 16 / 11 / 2006 Page 2 /4
III DESCRIPCION ENUMERADA
Tnel
TRANSPORTADOR
El transportador tnel est formado por una cinta con rejilla protectora.
Su accionamiento se realiza mediante un motorreductor fijado en extremo de eje.
La lubricacin de las cadenas se realiza automticamente mediante un sistema a pincel. La
bomba de lubricacin es accionada por el autmata.
Es preciso asegurarse diariamente de que las cadenas estn lubricadas correctamente si no
la vida til del transportador tnel se ver muy reducida.
Las cadenas, la cinta as como sus apoyos son piezas de desgaste que podran requerir un
reemplazo despus de un ao de servicio.
LIMPIEZA
A cada puesta en marcha, verificar que las rejillas de aspiracin de aire situadas bajo las
turbinas no estn bloqueadas por residuos de pelcula. Es muy importante, para el buen
funcionamiento del tnel, mantener las rejillas perfectamente limpias.
Limpiar estas rejillas si es preciso. Es posible utilizar un soplete para hacerlo, pero en dicho
caso, es imprescindible desmontar las turbinas.
Es muy importante, para el buen funcionamiento del tnel, mantener las rejillas
perfectamente limpias. El funcionamiento del tnel con rejillas bloqueadas presenta el
riesgo de provocar un rpido deterioro de los elementos calefactores, y quiz de las turbinas
as como un mal estrechamiento en el horno tnel.
En general, las hojas de pelcula aspiradas por las turbinas son las que salieron en
oportunidad de la inicializacin de la mquina o las hojas de pelcula que se pueden hacer
salir en manual sin producto. Es imprescindible retirar manualmente las hojas salidas en los
ensayos antes de que entren en el horno tnel.
ATENCION!
Para toda intervencin en el tnel (150C 200C), es preciso utilizar guantes de proteccin
contra las quemaduras.
Tunnel 2, 3, 4 ES V 16 / 11 / 2006 Page 3 /4
III DESCRIPCION ENUMERADA
Tnel
ANOMALIAS CAUSAS POSIBLES
1/1/el pack no presenta un buen 1/ -la temperatura es insuficiente, o el tnel
estrechamiento a la salida del tnel, la an no alcanz su temperatura de consigna
pelcula presenta arrugas
- las aletas de orientacin del flujo de aire
no estn correctamente reguladas
- la velocidad de desfile del transportador se
aument sin compensacin de temperatura.
2/ la pelcula est horadada en algunas par- 2/ - la temperatura del tnel es demasiado
tes. elevada
- verificar reglaje de las aletas de
orientacin de flujo y velocidad tnel.
3/la puesta en temperatura del tnel es 3/ algunos grupos calefactores no estn
anormalmente prolongada. alimentados
- verificar con la pinza amperimtrica el
consumo de cada grupo de resistencias
- si uno o ms grupos no estaban
alimentados, verificar que los disyuntores
estn bien enganchados
- los contactores correspondientes no estn
enganchados, verificar el cableado y/o las
bobinas de los contactores
- si se comprueban los puntos anteriores y
no hay consumo, asegurarse de la
presencia de una tensin en el bornero, y
verificar entonces las resistencias en cada
bloque calefactor y controlar los cables de
alimentacin.
4)Las turbinas causan vibraciones. 4) desmontar el conjunto motor para
desempolvarlo con un soplete.
Tunnel 2, 3, 4 ES V 16 / 11 / 2006 Page 4 /4
III DESCRIPCION ENUMERADA
Enfriador
PRINCIPIO DE FUNCIONAMIENTO
Un sistema de ventilador helicoidal sirve para enfriar y para estabilizar la pelcula despus de
su retraccin en el tnel.
Segn el tipo de mquina, hay 1, 2 4 ventiladores.
El motor de cada ventilador es monofsico.
REGLAJES
El reglaje de la orientacin es posible despus de aflojar el tornillo de fijacin del ventilador.
Esta disposicin permite en caso de necesidad, prolongar el enfriamiento de los productos hacia
el arranque del transportador a la salida de la mquina.
Reglaje en orientacin
1 2 ventiladores
Salida de los productos
Reglajes en orientacin
2 4 ventiladores
Salida delos productos
Refroid ES V 14 / 01 / 2004 Page 1 /1
IV CD NOTICIA
- Cmo utilizar el CD
- Procedimientos de instalacin de los softwares
- Cmo leer los planos y las listas de componentes
- CD
Som Chap 4 ES V 14 / 01 / 2004 Page 1 /1
IV DESCRIPCION ENUMERADA
Cmo utilizar el CD
CONTENIDO
Partes mquina
Lista de las partes mecnicas y elctricas de la mquina
con enlaces que dan acceso a las nomenclaturas
mecnicas, elctrica y a los planos mecnicos.
Noticia
Partes I, II y III de la noticia.
Cuadros formatos, CESAM, variadores
los cuadros de datos de cambios de formatos, de herramientas,
de parmetros CESAM y variadores.
Softwares gratuitos :
- Internet Explorer
- VoloView
- Acrobat Reader
Video
si se pudieron hacer videos del cambio de formatos, se
encontrarn en este archivo.
UTILIZACIN
En primer lugar, si no se ha hecho, instalar Internet Explorer, VoloView y Acrobat Reader
sobre su ordenador - seguir los procedimientos de instalacin adjuntos.
Leer las nomenclaturas y planos
Abrir el documento Parte mquina .
Hacer clic en la parte de la mquina que se desea ver, para ir a
la lista detallada de las piezas. Hacer clic en el nmero del
plano para visualizarlo.
En la pagina del plano, usar el boton de la derecha
de vuestro raton para tener el menu de
herramienta.
Tener en cuenta que ciertas partes
de la mquina no
estn
representadas en
plano.
Comment utiliser le cd ES V 18 / 08 / 2004 Page 1 /5
IV DESCRIPCION ENUMERADA
Cmo utilizar el CD
Para ver otro plano, volver a la lista detallada
de piezas (haciendo clic encima o sobre la
tecla "Precedente "),hacer clic en la
referencia del nuevo plano que se desea
visualizar.
A partir de la lista detallada de las piezas
hacer clic ya sea sobre Retorno a Partes
mquina o la tecla "Precedente" para volver
a la lista de las partes de la mquina.
Leer la noticia
Hacer clic en Noticia para abrir la noticia.
Leer los cuadros de cambios de formatos, de herramientas, de parmetros CESAM y variadores
Hacer clic en Cuadros formatos, herramientas, CESAM, variadores para abrir el
documento. Hacer clic en las fichas de pie de pgina para ver los distintos cuadros.
Tambin hay disponible en el CD una versin Excel de este documento para el caso en que
fuera necesario modificar sus parmetros o entrar los parmetros de un nuevo formato
Comment utiliser le cd ES V 18 / 08 / 2004 Page 2 /5
IV DESCRIPCION ENUMERADA
Instalacin de Internet Explorer
En la carpeta Internet Explorer Install hacer clic en el icono Ie5setup para comenzar la
instalacin
Hacer clic en Acepto el contrato
Hacer clic en siguiente dos veces
Comment utiliser le cd ES V 18 / 08 / 2004 Page 3 /5
IV DESCRIPCION ENUMERADA
Instalacin de VoloView
Abrir el repertorio VoloViewinstall
Hacer doble clic en el archivo VoloVEm, seguir las indicaciones de la instalacin, oui,
Next, I accept y luego 3 veces Next.
Una vez terminada la instalacin, abrir el primer archivo VoloVEc, y luego seguir las
indicaciones, oui, Next, I accept y luego 3 veces Next.
Comment utiliser le cd ES V 18 / 08 / 2004 Page 4 /5
IV DESCRIPCION ENUMERADA
Instalacin de Acrobat Reader
Hacer clic en el icono ar40fra para comenzar la instalacin
Hacer clic en siguiente
Hacer clic en Aceptar Hacer clic en siguiente
Hacer clic en OK
Comment utiliser le cd ES V 18 / 08 / 2004 Page 5 /5
IV CD NOTICIA
Lectura de los planos y las listas de componentes
LECTURA DE LOS PLANOS
Cada plano global se designa por un nmero que figura en el cartucho (ilustracin 1): ej. 0111831.
Dicho nmero va precedido de 29N en la lista de los componentes : ej. 29N0111831.
En el plano, las piezas se identifican por un nmero ej.: 022 .Este nmero corresponde al nmero
de lnea en la lista de los componentes (ilustracin 2). Se sita en la columna PL.
LECTURAS DE LA LISTA DE LOS COMPONENTES
Esta pieza forma parte de la nomenclatura 29N0111831 y se sita en la lnea 022 de sta. La
referencia de esta pieza es: 3153176L39.
En todo pedido de recambios, indicarnos:
- el nmero de cdigo de la pieza: ej. 31321059
- la designacin de las piezas: ej. MOTOTURBINA 1,5 KW ...
- la cantidad deseada.
ILUSTRACION 1
ILUSTRACION 2
NUMERO DEL
SUBCONJUNTO NOMBRE DEL
SUBCONJUNTO
CANTIDAD
DESIGNACION DE
REFERENCIA EN PLANO CODIGO DE LA PIEZA LA PIEZA
Lecture nom ES V 14 / 01 / 2004 Page 1 /1
V ESQUEMAS ELECTRICOS Y NEUMATICOS
- Implantacin captadores
- Lista captadores
- Esquemas elctricos
- Esquemas neumticos
Som Chap 5 ES V 14 / 01 / 2004 Page 1 /1
VI AUTOMATISMO
- CD PC ANYWHERE
- CD DPL TOOL KIT - PLC PROGRAMA - INVERTER PROGRAMA
Som Chap6 ES V 15 / 07 / 2005 Page 1 /1
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Versin 1.1
GaudS 20/02/06
Sinopsis:
1) comprobacin del cableado y de la ensamble
2) primer cargamento
3) creacin del proyecto en lnea
4) uso de SYPTPro
5) Autocalibrado de los motores
6) uso del SMARTCARD
1) Comprobacin del cableado y del ensamble:
El variador tiene 3 sitios para conectar las opciones de tarjetas, el orden de colocacin es el siguiente
(ascendente):
- tarjeta SM Aplicacin (verde) = menu 17
- tarjeta SM Profibus (violeta) = menu 16
- tarjeta SM Resolver (azul claro) = menu 15
Atencin el sitio de la tarjeta define su men
Bloque de conector de 1 a 11
Ningn cambio particular comparado al UMV.
Bloque de conector de 21 a 31
Atencin, el contacto de la validacin se hace en 22/31 (lgica positiva) y no en 22/30.
El terminal 30 se convierte en un comn 0 Volts.
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 1 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Puentear 22/31 despus de cargar el programa, porque por defecto, el variador est en lgica
negativa.
Alimentar solamente el variador que se esta cargando porque se pueden tener conflictos de los
potenciales que siguen la configuracin de E/S.
Bloque de conectores de alimentacion
La resistencia de frenado pasa ala parte de arriba del variador.
Tarjeta SM-Resolver:
Correspondencia de colores entre la tarjeta RLV UMV y SM-resolver
RLV-UMV SM-RESOLVER
SIN H 48 Rosa 9
SIN L 49 Gris 10
COS H 50 Rojo 12
COS L 51 azul 11
Ext H 52 amarillo 13
Ext L 53 verde 14
RLV-UMV SM-RESOLVER
A 40 verde 1
A/ 41 amarillo 2
0v 42 azul 3
B 43 cafe 4
B/ 44 Blanco 5
0v 45 azul 6
Z 46 Rosa 7
Z/ 47 Gris 8
Tarjeta SM- aplicacin:
No hay alimentacion 5Vdc ni tampoco los reles KA105 y KA106 porque las entradas/salidas rpidas
estn conectadas al bloque de conectores del lado derecho de la targeta en 24Vdc (vase
documentacin).
El conector central permite conectar los variadores en CT-Net (protocolo de Leroy
Somer).
Tarjeta SM-Profibus:
Un solo conector profibus.
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 2 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Primer cargamento:
Durante el primer cargamento, recomiendo no utilizar el software de SYPTPro que
no es muy prctico cargar los variadores en proyecto fuera de linea
Lo ms simple es utilizar el programa de WinFlasher que permite cargar versiones de firmware o
programas DPL compilados (.bin).
Este primer cargamento permitir parametrar automaticamente el modo de
operacin del variador, del profibus de la red y de Ctnet.
Si uno tiene solamente archivo DPL (fuente) es necesario abrirlo para lanzar ditor de DPL para
despues compilarlo y generar todos los archivos como el .BIN
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 3 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Iniciar el programa WinFlasher.exe
Seleccionar transferencia Download a compiled program
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 4 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Seleccionar el programa a cargar (.bin).
Seleccionar los parmetros de comunicacin as como la direccin de la tarjeta en el emplazamiento
3 del variador (1.3).
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 5 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Conectar el RJ45 en el variador, Hacer clic sobre el botn rojo y esperar el final del cargamento.
Repetir la operacin para cada variador moviendo el conector.
Una vez que cargamentos hayan acabado, Volver a conectar en M1 y no volverlo a utilizar para
SYPT.
3) creacin del proyecto en lnea
lanzar SYPTPro.
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 6 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Configurar la conexin.
Pasar a modo en lnea para detectar los ejes
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 7 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Al final de la deteccin la red debe ser visualizada.
Los programas aparecen en amarillo, Solo es necesario hacer doble clic en cada uno
De los variadores para importar los programas en el proyecto.
Para constituir el proyecto ms rpidamente, elegir la opcin ADD ALL
DETECTED NODES en el menu proyecto y despus dar clic Upload and Build.
El proyecto es enseguida construido (los celdas pasan en blanco), solo hay que guardarlo en
C:\cermexoc\unidivre (disponible en el men file).
Posiblemente es necesario cerrar el proyecto y abrir el del cermexoc del repertorio para no trabajar con el
repertorio por defecto del SYPT.
Ahora, es posible abrir, modificar y cargar los programas
de cada eje y guardarlos en el proyecto.
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 8 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Atencin, SYPT reelegir el programa del origen con la direccin del nodo de CTNet.
El programa SP_01_00.DPL se convertir en CTNet0_Node_1.DPL, pero el ttulo de origen puede ser
consultado sealando con el cursor el variator o abrindo el programa
Ser necesario tener cuidado para renombrar el programa antes de ponerlo al da dentro de la base y
continuar poniendo ndicaciones segn las modificaciones por razones evidentes de evolucin
4) Uso de SYPTPro
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 9 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Para modificar o visualizar el programa, es necesario abrir la tarea en la estructura arborescente,
despus modificar el codigo en el editor antes de compilar con el icono build o build code en la
pestaa proyecto
Atencin, es necesario estar fuera de lnea para poder modificar el cdigo.
Para la visualizacin dinmica, es posible visualizar varias variables dentro de distintos variadores en
la misma ventana.
5) Autocalibrado de los motores
Introducir el cdigo 1253 en 0.0 en caso que sea necesario.
Modificar el modo en 0.48 (vectorial o servo) en caso que sea necesario.
Introducir en el motor los parmetros a partir de 0.42 a 0.46 en caso que sea necesario.
validar los cambios con el cdigo 1000 en 0.0 despues presionar botn rojo (Reset).
Modificar en 1.14 el modo de funcionamiento, pasar a PAD.
Forzar el contactor del motor.
Poner el 0.40 en 2 despus presionar Start (botn VERDE).
El variador debe desplegar AUTO Tune y despus el 0.40 paso otra vez a 0 si todo es Correcto.
Poner el 1.14 en modo PR (servo) o Prc (vectorial).
guardar con el cdigo 1000 en 0.0 y reset (botn rojo).
Por el momento es necesario invertir el par Rosa/Gris y U/V para modificar el sentido de
rotacion del motor fcilmente.
Visualizar el calado del resolver en 0.43 (en grados).
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 10 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
6) utilisacion de la SMARTCARD
Para arrancar los motores ms rpidamente y comprobar el sentido y la calibracin del resolver, se
puede utilizar la smartcard para guardar los ajustes del eje en caso del reemplazo del variador o para
arrancar un motor nuevo.
Para leer en una tarjeta:
cambiar el modo de funcionamiento (SERVO o VECTORIAL).
poner la tarjeta preprogramada del eje deseado (M6 por ejemplo).
ir a 0.30 y poner el parmetro en READ + boton RESET.
comprobar los parmetros a partir de 0.42 a 0.46 en caso de ser necesario.
hacer una autocalibracion.
Para guardar en una tarjeta:
dar colocar la tarjeta virgen dentro del variador.
ir a 0.30 y poner el parmetro en PROG + boton Reset .
Atencin, el parmetro 0.43 corresponde al calado del resolver para un motor SERVO y al
rendimiento para un motor ASINCRONO. Hay que verificar bien los parmetros
0.42 a 0.46 antes de poner el eje bajo tensin o utilizar el procedimiento de
autocalibracion antes de accionar el contactor para evitar todo mal funcionamiento.
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 11 /11
TSP 3 SDI
45879
BACKUS
Manual de instrucciones
EDITION DU 20/12/2006
CERMEX Ouest Conditionnement - 20 rue de la valle - BP 13124 - 14103 Lisieux cedex
tel : 00 33 (0)231 485 000 fax : 00 33 (0)231 310 388
I INTRODUCCION Y DESCRIPCION GENERAL
- Introduccin
- Folleto Servicios cliente
- Dclation de conformidad
- Plano de implantacin
- Caractersticas tcnicas generales de la mquina
- Ficha tcnica pelcula
- Descarga e instalacin
- Conexin a la electricidad
- Conexin a la energa neumtica
Som Chap 1 ES V 14 / 01 / 2004 Page 1 /1
I INTRODUCCION Y DESCRIPCION GENERAL
Introduccin
Les agradecemos la confianza que nos han demostrado comprando una mquina CERMEX
OUEST CONDITIONNEMENT.
Les aconsejamos leer atentamente este cuaderno de instrucciones de modo que puedan
sacar el mejor provecho de los resultados de la mquina que acaban de adquirir.
Encontrarn en este manual una descripcin tcnica detallada de su material tanto para su
utilizacin como sobre su funcionamiento.
A pesar de todo el cuidado aportado en la elaboracin de este manual, pudieron deslizarse
en el mismo errores o imprecisiones, les agradeceremos nos comuniquen sus posibles
observaciones; las tendremos en cuenta en las prximas realizaciones; y ello con un deseo
de mejora constante.
Por ltimo, no dejen de buscar apoyo en nuestros servicios cliente que estn a su entera
disposicin - folleto incluido a continuacin.
Intro ES V 14 / 01 / 2004 Page 1 /1
I INTRODUCCION Y DESCRIPCION GENERAL
Principales caracteristicas de la mquina
Alimentacin lectrica :
Potencia total instalada ......................................................................................... 96 000 Watts
Tension de alimentacion ......................................................................... 3 fases 380V + Terre
Intensidad por fase 380v .......................................................................................... 158 ampres
Alimentacin neumatica :
Presion de alimentacin ........................................................................................... 6 to 10 Bars
Consumo bajo 6 Kg ..................................................................... 1 Nm3/h at 83 cycles/mn
Pelicula utilizable :
Material ............................................................... polietileno de baja densidad.
Diametro del nucleo minimo ...................................................................... 70 mm
Diametro de la bobina maximo ......................................................................... 450 mm
Espesor minimo .............................................................................................. 40 m
Espesor maximo ............................................................................................. 80 m
Nivel del sonido al puesto de conduccin :
Laeq = 77dB(A)
CARA45879 V 20 / 12 / 2006 Page 1 /1
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
EMISOR: Destinatarios para accin:
D.AUVRAY NOTA Dpto. COMERCIAL
Actualizacin: Dpto. de ESTUDIOS
DA le 04/12/03 Dpto. POST-VENTA
TCNICA Dpto. de PROYECTOS
Ingeniero de Proyecto
Dpto. de PRODUCCIN
Ref.: NTECH051
Fecha: 20/09/02 Copia: F.GOSSET
Asunto: Film PE Enfajado en Envolvedora
sin barra de Soldadura (Evolucin 3).
1.DEFINICIN
2.TIPOS DE IMPRESIN POSIBLES
2.1 IMPRESIN EN ANCHURA TOTAL SIN MARCA
2.2 IMPRESIN EN ANCHURA PARTIAL CON MARCA
2.3 IMPRESIN EN ANCHURA TOTAL CON MARCA
FTFILMEVO3ES V 21 / 07 / 2004 Page 1 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
1. DEFINICIN:
- Film termo-retractl de PEBD (Polietileno Baja Densidad) o mezcla PEBD radicular y
PEBD lineal.
- Color natural (translcido).
- No perforado.
- Anchura maxi:
- en TSP :(1pista) 660 mm ;(2 pistas) 640 mm (2x320 mm);(3 pistas) 620mm (3x205mm)
- en TSM :(1pista) 860 mm;(2 pistas) 840mm (2x420 mm) ;(3 pistas) 820mm (3x270mm)
Tolerancia 3 mm.
- Bordes: rectos.
- Tratado antiesttico: Carga electroesttica < 10 kV/inch
- Film semiresbaladizo
- bobina: Maxi TSP y TSM: 450 mm
- interior mandrl: 77 mm (76 hasta 80 mm)
- No se admiten los defectos al enrollamiento del film en la bobina como: bordes
flotantes, ondulaciones, film estampado, plegados locales. Se han de controlar estos
parmetros para asegurar un buen funcionamiento de la mquina.
La metodologa para hacer las medidas consiste en desenrollar 20 metros de la bobina de
plano y comprobar, cuando el film se encuentra perfectamente tenso en toda su superficie,
que la flecha de los bordes del film con relacin a una lnea recta no supera 50 mm no
acumulativo.
- Conicidad de la bobina: ha de ser inferior a [( maxi - mini)/ medio] < 0,5%.
- Tinta de la imprimacin tiene que resistir la retraccin = no presencia alguna de zona que
se ha vuelta sin tinta despus de la retraccin.
IDENTIFICACIN Unidades Normas Valores admisibles
Tratamiento CORONA dynes 36 hasta 42 lado recto
Espesor m 40 hasta 80 m
Espesor mediana m X m +/-5%
Tolerancia % = % <30%
(espesor maxi-espesor mini) x100
espesor mediana
ndice de retraccin % NF T 54-115 SM 65 hasta 85
ST 20 hasta 40
Fuerza a 15% de alargamiento N ISO 527/3 SM
ST
Fuerza a 15% de alargamiento N/mm SM 12 11 hasta 13
ST 11 10 hasta 13
Coeficiente de friccin dinmico sans NF T 54-112 0,25 hasta 0,35
Melt index g/10mn 0,5 hasta 1,5
Dart g NF T 54-109 > 150
Densidad sans 0,915 hasta 0,930
Resistancia a la derrame Kg/cm > 125 Kg
Resistancia a la rotura Kg/cm SM > 140 Kg
ST > 140 Kg
Alargamiento a la rotura % SM 650% >100
ST 650% >250%
Mdulo de elasticidad Kg/cm 2400 Kg/cm
Temperatura vicat C 100 +/- 4
Temperatura de fusin C 113+/- 4
FTFILMEVO3ES V 21 / 07 / 2004 Page 2 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
SENTIDO DE ENROLLAMIENTO
maxi 450 mm
SENTIDO DE int.76 to 80 mm
ADELANTO
DEL
PRODUCTO
Bobina Lado de lectura
Lado
Lado impreso
impreso
SENTIDO DE (tinta)
ADELANTO DEL FILM
SENTIDO DE ADELANTO
DEL FILM
VISTA SIMPLE
PISTA
SENTIDO DE ADELANTO
DEL FILM
VISTA DOBLE
PISTA
SENTIDO DE ADELANTO
DEL FILM
VISTA TRIPLE
PISTA
FTFILMEVO3ES V 21 / 07 / 2004 Page 3 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
FTFILMEVO3ES V 21 / 07 / 2004 Page 4 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
FTFILMEVO3ES V 21 / 07 / 2004 Page 5 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Film PE Enfajado en Envolvedora sin barra de sodadura
FTFILMEVO3ES V 21 / 07 / 2004 Page 6 /6
I INTRODUCCION Y DESCRIPCION GENERAL
Conexin a la electricidad
Ante todo, es necesario conocer la potencia instalada y la intensidad de su mquina. Para ello,
consultar las caractersticas tcnicas generales de la mquina.
Partiendo de dicha intensidad, les ser fcil determinar la seccin en mm de su cable. Para ello
remitirse a los siguientes cuadros.
Esta seccin slo es vlida si la largura no excede cien metros, para distancias superiores
contactar al servicio posventa de Cermex OC.
ES IMPRESCINDIBLE QUE LA LINEA ELECTRICA DISPONGA DE UNA PROTECCION
CONTRA LOS CORTOCIRCUITOS (disyuntor o cortacircuitos a fusibles omnipolaires).
INTENSIDAD SECCION MINIMA DEL CABLE
(largura mxima 100 metros)
de 25 34 A 10 mm2 16 mm2
de 34 57 A 16 mm2 25 mm2
de 57 93 A 25 mm2 35 mm2
de 93 125 A 35 mm2 50 mm2
de 125 161 A 50 mm2 70 mm2
COBRE ALUMINIO
Relec ES V 14 / 01 / 2004 Page 1 /2
I INTRODUCCION Y DESCRIPCION GENERAL
Conexin a la electricidad
ATENCION!
Verificar que la tensin de la red sea idntica a la indicada bajo el seccionador.
La alimentacin se hace en TRIF + Tierra sin neutro.
El cable de alimentacin debe entrar en el armario elctrico a travs de un prensaestopas, tal
como se indica en el plano de implantacin (PE N29).
La conexin se efecta en lo alto del seccionador para las tres fases y sobre un borne separado,
colocado a la izquierda, para el conductor de proteccin (verde-amarillo).
llegada de la lnea
trifsica
hilo de pared del armario
elctrico
tierra
puo del
seccionador
ATTENTION
APPAREIL BRANCHE
EN TRI ...V + T*
Conexin seccionador
* TRIF 230V, 400V, 415V 440V.
Relec ES V 14 / 01 / 2004 Page 2 /2
I INTRODUCCION Y DESCRIPCION GENERAL
Conexin a la energa neumtica
CONDICIONES
La presin de alimentacin debe ser de 6 Bares mnimo (9 Bares mximo).
El aire debe ser seco, desprovisto de impurezas.
Su instalacin de aire comprimido debe llegar lo ms cerca posible de la mquina.
La seccin del conducto de alimentacin debe tener en cuenta las prdidas de cargas
debidas a la largura y a los meandros del trayecto de su canalizacin.
Ejemplo :Una tubera de seccin 15/21 debe tener una largura mxima de ocho metros.
Ms all, es necesario pasar a una seccin superior.
CONEXIN
La conexin a la mquina se efecta mediante un tubo flexible de un dimetro interior de 10
mm sobre la tobera acanalada (ver ilustracin)
La vlvula atrancable permite aislar la mquina del circuito de aire, para una intervencin de
mantenimiento por ejemplo.
Un presostato controla permanentemente la presin de funcionamiento (no inferior a 3,5
Bares).
REGULADOR
PRESOSTATO
VALVULA
FILTRO
TOBERA
Rpneu BOSCH ES V 14 / 01 / 2004 Page 1 /1
II MANUAL DEL OPERADOR
- Advertencia
- Dispositivos de seguridad
- Puesta en marcha
- Paso de la pelcula
- Cambio de formato
- Cuadros de reglajes
- Consignas generales de mantenimiento
Som Chap 2 ES V 14 / 01 / 2004 Page 1 /1
II MANUAL DEL OPERADOR
Advertencia
Al encontrarse con este smbolo, prestar una atencin especial..
Encontrarn este smbolo sobre la chapa de proteccin de la mesa elevadora de
pelcula. El desmontaje de la chapa vuelve accesible la cuchilla de corte de la pelcula.
En toda intervencin sobre la mesa elevadora de pelcula, en particular, durante el
reemplazo de la cuchilla tomar todas las precauciones necesarias.
Es prohibido pisar sobre el tnel. Los tubos de aluminio de alimentacin de aire del
tnel situados encima son frgiles. En caso de deformacin el tnel no funciona.
Respetar el pasaje del cables de alimentacin de los bloques de caldeo del tnel.
El cable obligatoriamente debe seguir sobre el camino de cable.
La mquina tiene equipados crteres fijados por tornillo que protegen todas las partes
en movimiento.
Est absolutamente prohibido hacer funcionar la mquina sin estas protecciones.
A la entrada de la mquina un orificio permite la entrada de los productos.
En la zona de trabajo las protecciones estn constituidas por puertas transparentes
equipadas con contactos de seguridad que, en caso de apertura, provocan la parada o
prohiben la puesta en marcha de la mquina.
Despus del cierre de la puerta, es necesario validar (apoyar en el botn "BORRADO
DEFECTO" para poder rearrancar la mquina).
La mquina no est prevista para el embalaje de productos inflamables o explosivos.
La mquina tiene equipados motores brushless (servomotores). Durante el
funcionamiento la temperatura de superficie de los motores puede llegar a 65C.
La mquina tiene equipado un sistema de mando numrico.
Slo los tcnicos de CERMEX OUEST CONDITIONNEMENT tienen autorizado el
acceso al programa de este mando numrico.
Ver tambin los captulos sobre la seguridad en las documentaciones de los
proveedores (CD proveedores, manuales papel ...).
AVERTES V 15 / 02 / 2005 Page 1 /1
II MANUAL DEL OPERADOR
Dispositivos de seguridad
CARTERES
Todos los crteres de acceso, amovibles manualmente sin herramientas,
son controlados por finales de carrera elctricos. No deben ser objeto de
anulaciones o desmontajes.
La apertura de uno de ellos para inmediatamente la mquina e impide su
puesta en marcha si no se restablecen correctamente. La apertura aparece
indicada sobre el sinptico por un pilotos que indica el lugar donde se sita
la causa de la parada. Para poner en marcha de la mquina, cerrar las aperturas y luego apoyar
en el botn de borrado de defectos. El piloto correspondiente debe apagarse.
Los otros crteres se hallan fijados por tornillos y slo deben ser desmontados para una
intervencin de mantenimiento.
PARADAS DE EMERGENCIA
En torno de la mquina hay situados botones de parada de emergencia
del tipo "golpe de puo". Su enganche provoca una parada inmediata
de la enfardadora.
Es necesario girarlos hacia la derecha para desatrancarlos.
LIMITADORES DE PAR
La mquina tiene provisto por lo menos un limitador de par situado sobre el ciclador de la
alimentacin (ver plano cinemtico). Evita daar la transmisin en caso de esfuerzo anormal
(sobrecarga o atascamiento debido a un cuerpo extrao).
El desencadenamiento de un limitador de par acciona un final de carrera elctrico y provoca la
parada inmediata de la mquina. Cada desencadenamiento aparece indicado en el sinptico.
En caso de desencadenamientos repetidos, intempestivos, reapretar el limitador de par dos
muescas y ensayar la mquina a carga plena.
Para poder rearrancar la mquina, es necesario asegurarse de que no haya quedado ningn
elemento susceptible de obstaculizar la marcha normal de la mquina.
Proceder de la siguiente manera para rearrancar:
- girar al volante del limitador en el sentido indicado hasta el reenganche
- apoyar en el botn de borrado de defectos, debe apagarse el piloto
correspondiente en el sinptico
- rearrancar la mquina apoyando en "MARCHA AUTO".
Secu ES V 14 / 01 / 2004 Page 1 /1
II MANUAL DEL OPERADOR
PUPITRE
En tensin
Seleccionador
Parada de
emergencia
Pantalla de control
Mando a distancia
P/M
Mando a distancia
Borrado defectos
ALARMA SONANTE = Indica que la mquina se pone en marcha
ROJO Parpadeante = Defecto corriente no borrado
Encendida = Falta; mquina parada
NARANJA Parpadeante = Marcha manual o arreglo
VERDE Parpadeante = Mquina en espera que la mquina se pone
en marcha automtica (regulacin de la lnea)
Encendida = Mquina que funciona en produccin
AZUL Encendida = Falta film o cartn
MR45879ES V 20 / 12 / 2006 Page 1 /7
II MANUAL DEL OPERADOR
PANTALLA MODO AUTOMATICO
TSP3 SDI Frances
45879
Contador paquetes 278
Tunnel Entr 103C Inter 105C Sali 105C
MAQUINA
TS Tipo de la mquina y Nmero de la mquina
- A indicar a nuestro servicio cliente para toda informacin
Espaol/Franais Apoyar para obtener la visualizacin en este idioma
Zona de visualizacin de defectos: Apoyar en alarmas para ver la lista completa
de los defectos.
Formato N Indica el nmero del formato en curso
Contador paquetes Indica el numero de paquetes
Temperatura Indica la temperatura del tnel
Dimetro de la bobina Informacin sobre la cantidad de film de la bobina en curso
PARADA Indica el estado de la funcin que corresponde al botn situado abajo
Transportador entrada Puesta en marcha o parada del transportador de entrada
Maquina Puesta en marcha o parada de la mquina en automtico
Transportador tnel Puesta en marcha o parada del tnel
Formatos Visualizacin de la pgina que permite seleccionar el formato
Alarmas Visualizacin de las pginas de alarmas
MR45879ES V 20 / 12 / 2006 Page 2 /7
II MANUAL DEL OPERADOR
PANTALLA MODO MANUAL
Indica el estado de la
funcin correspondiente al
botn situado abajo
Sincronizacion /No
Sincronizacion Sincronizacion No
No No
Apoyar para activar la
Indica el estado de la funcin
funcin correspondiente al
botn situado abajo
AUTO/MANUAL
Apoyar para activar la
funcin
Girar el botn MANDO A distancia a MARCHA para pasar a modo manual.
Girar el botn a PARADA para volver a modo automtico.
Resinc M1 Resincronizacin del motor Principal: Utilizar el botn del mando a distancia para
lanzar la resincronizacin; Soltar el botn cuando el piloto indica nuevamente parada.
Resinc M6 Resincronizacin del motor mesa elevadora de pelcula: Utilizar el botn del mando a
distancia para lanzar la resincronizacin; Soltar el botn cuando el piloto indica
nuevamente parada.
Manual M1 Paso a modo manual M1: Utilizar el botn del mando a distancia para hacer funcionar la
mquina manualmente.
Manual M6 Paso a modo manual M6: Utilizar el botn del mando a distancia para hacer avanzar la
pelcula a sacudidas, o mantenerlo apoyado, para hacer salir una largura de pelcula.
Vaciado Paso a modo vaciado: Utilizar el botn del mando a distancia para vaciar la mquina.
Rellenar Hace funcionar los transportadores de entrada para llenar los pasillos de alimentacin.
Los transportadores se detienen al accionarse la deteccin mximo.
Reglaje Paso a modo reglaje: Utilizar el botn del mando a distancia para hacer avanzar la
mquina en el punto de reglaje.
ngulo M1 Indica la posicin del motor M1.
MR45879ES V 20 / 12 / 2006 Page 3 /7
II MANUAL DEL OPERADOR
SELECCION DEL FORMATO
Puede observarse un cuadro por formato con los valores de los parmetros al comienzo del
captulo DESCRIPCION DETALLADA.
En la pgina de acogida, elegir la rbrica FORMATO, aparece entonces la pgina siguiente.
Para cam biarde form ato apoyaren elcam biarde form ato.
Parametrizacin de los
variadores; reservado a
los tcnicos CermexOC
VARIADOR
Apoyaren elnum ero de form ato
-Pulsarla tecla SIpara registrarelnuevo form ato
Cambio de los parametros del
formato
Cargar .........
Carga del variador
Apoyaren M EN
Para m odificarun form ato :
Para m odificarun tam ao,ira R EG LAJE D E LO S PAR AM ETR O S en la partida D ESC R IPC I N
EN U M ER AD A
MR45879ES V 20 / 12 / 2006 Page 4 /7
II MANUAL DEL OPERADOR
CALIBRACION DE LA PANTALLA
Calibracin Calibracin de la losa tctil
Limpieza pantalla Cancela momentneamente las funciones de la losa tctil para limpiar la pantalla
con un trapo suave.
Modo transferencia
Contraste - Reduce el contraste de la pantalla
Contraste + Aumenta el contraste de la pantalla
MR45879ES V 20 / 12 / 2006 Page 5 /7
II MANUAL DEL OPERADOR
PUESTA EN MARCHA
1) Poner la mquina en tensin mediante el seccionador situado del lado del armario y poner
la presin de aire mediante la vlvula.
2)Garantizar que no est activada ninguna parada de emergencia, que todas las puertas
estn cerradas (Tecla ALARMAS).
3) Cargar el formato a producir.
4)Apoyar en"BORRADO DEFECTO" sobre el pupitre.
5) Apoyar en el botn "TRANSPORTADOR TNEL" con el fin de ponerlo en calefaccin.
6) Poner el transportador de entrada en marcha.
7) Efectuar una resincronizacin de la mquina apoyando, sin soltar antes del final de los
movimientos, en el botn "MARCHAS MANUALES". El ciclador de alimentacin comienza a girar
y luego se detiene en una posicin determinada, seguidamente se inicializa la produccin de
pelcula (cuando se utiliza pelcula impresa marcada, la mquina corta 2 larguras de con el fin de
medir la divergencia entre 2 marcas).
ATENCIN!Soltar el botn solamente cuando los pilotos "RESINCRO " indican Parada.
8) Retirar la(s) largura(s) de pelcula que se encuentran en el ciclador de napado.
9) Volver a cerrar la puerta.
10) Pasar en automtico
11) "MARCHA AUTOMTICA" (la mquina est lista para arrancar).
Esperar que el tnel haya alcanzado su temperatura de consigna, despus de 30 Mn
aproximadamente y luego girar el botn "ALIMENTACIN" (situado del lado de la mquina)a
marcha. La mquina arranca con las siguientes condiciones:
-Acumulacin suficiente sobre el transportador de entrada (clulas mn./mx.).
NOTA:
Las operaciones 2 a 11 son necesarias despus de un corte de la alimentacin elctrica.
PARADA DE LA MQUINA
- Girar el botn ALIMENTACIN a PARADA
- Esperar que los ltimos packs hayan salido del tnel
- Apoyar en PARADA TNEL
-Las turbinas y el transportador siguen girando durante unos 15 Mn para permitir el enfriamiento.
- Esperar que el tnel est detenido para cortar la corriente.
MR45879ES V 20 / 12 / 2006 Page 6 /7
II MANUAL DEL OPERADOR
PUESTA EN MARCHA
ANOMALIA CAUSAS POSIBLES
1) La mquina no empieza. 1) a) Visualizar la lista de las alarmas, actuar
sobre el defecto indicado y luego apoyar en
borrado defectos.
Las principales causas de defecto son:
- Las puertas
- Las paradas de emergencia.
-La presin de aire (debe ser de 5 bares).
-El mando manual (debe estar en automtico).
- El transportador de entrada (debe estar en
marcha).
2) -Verificar las clulas de deteccin de
2) Los lotes llegan al ciclador de napado pero producto situadas antes de la entrada del
no la pelcula. ciclador de napado.
MR45879ES V 20 / 12 / 2006 Page 7 /7
II MANUAL OPERADOR
PASO DEL FILM 1 PISTA
- Parar la mquina mediante el botn parada en el ciclo (dejar el tnel en calefaccin).
CONSULTAR EL ESQUEMA DE PASO DE FILM SITUADO SOBRE LA MQUINA
1) Asegurarse que ninguna alarma esta puesta en marcha
2) Apretar sobre para pasar en modo "Motor"
3) Apretar en RESYNCHRO M6
4) Girar la llave MANDO A DISTANCIA sobre MARCHA, " Telemando
activo " se exhibe
5) Girar el cuchillo de corte de film hacia arriba (fuera del film)
6) Girar la bobina de film manualmente para desenrollar del film
(aproximadamente 4m)
7) Seguir el esquema de paso de film situado sobre la mquina
8) Pasar el film en el sistema de ajustamiento de tensin del film
ATENCIN de pasar bien entre todos los rodillos
9) Apagar(extinguir) las barras antiestticas.
10) Sacar la mesa de inyeccin
11) Introducir la extremidad del film entre los 2 rodillos de la mesa de subida de film con la
ayuda de una pala
ATENCIN! Antes de poner el film entre los rodillos, centrarlo correctamente
El film no subir en la mesa si no es arrinconado bien entre los rodillos
12) Entrar la mesa de inyeccin.
13) Devolver los barras antiestticas en marcha.
14) Apretar por impulsos el botn del mando a distancia para hacer girar los rodillos y sacar una
hoja de film
15) Girar la llave MANDO A DISTANCIA sobre PARADA, apretar MANUAL M6 y devolver la
llave sobre MARCHA
16) Apretar el botn del mando a distancia para sacar varias hojas de pelcula hasta que la
pelcula sea correctamente centrada y desarrugada
PFTS2 PISTES 45879ES V 20 / 12 / 2006 Page 1 /3
II MANUAL OPERADOR
PASO DEL FILM 2 PISTAS
- Parar la mquina mediante el botn parada en el ciclo (dejar el tnel en calefaccin).
CONSULTAR EL ESQUEMA DE PASO DE FILM SITUADO SOBRE LA MQUINA
1) Asegurarse que ninguna alarma esta puesta en marcha
2) Apretar sobre para pasar en modo "Motor"
3) Apretar en RESYNCHRO M6
4) Girar la llave MANDO A DISTANCIA sobre MARCHA, " Telemando
activo " se exhibe
5) Girar el cuchillo de corte de film hacia arriba (fuera del film)
6) Girar la bobina de film manualmente para desenrollar del film
(aproximadamente 4m)
7) Seguir el esquema de paso de film situado sobre la mquina
8) Pasar el film en el sistema de ajustamiento de tensin del film
ATENCIN de pasar bien entre todos los rodillos
9) Apagar(extinguir) las barras antiestticas.
10) Sacar la mesa de inyeccin
11) Introducir la extremidad del film entre los 2 rodillos de la mesa de subida de film con la
ayuda de una pala
ATENCIN! Antes de poner el film entre los rodillos, centrarlo correctamente
El film no subir en la mesa si no es arrinconado bien entre los rodillos
12) Entrar la mesa de inyeccin.
13) Devolver los barras antiestticas en marcha.
14) Apretar por impulsos el botn del mando a distancia para hacer girar los rodillos y sacar una
hoja de film
15) Girar la llave MANDO A DISTANCIA sobre PARADA, apretar MANUAL M6 y devolver la
llave sobre MARCHA
16) Apretar el botn del mando a distancia para sacar varias hojas de pelcula hasta que la
pelcula sea correctamente centrada y desarrugada
17) Girar el cuchillo de corte del film (hacia abajo).
18) Hacer de nueva funcionar la mesa de subida de film hasta la llegada de las 2 pistas de film
sobre el transportador de recubrimiento.
PFTS2 PISTES 45879ES V 20 / 12 / 2006 Page 2 /3
II MANUAL OPERADOR
EMPALME DE CARRETE
- La bobina llena debe estar ya instalada.
- Parar la mquina (dejar el tnel en caldeo).
- Empalmar ambos extremos mediante la barra de unin de film (ilustracin 2). En el caso de
un film impreso con marcas, la mquina rearranca ms rpidamente si se hace corresponder los
motivos unos con otros.
ATENCION! En caso de utilizarse film impreso, es preciso pasar al modo FILM
NEUTRO al cambiar de tipo de film (de neutro a impreso, nueva banda o nueva impresin).
- Girar el botn PREENTREGA IZQUIERDA/DERECHA en el sentido correspondiente a la
bobina utilizada.
Ilustracin 2
1) Poner el extremo de la bobina llena 2) Parar la mquina, y luego girar la barra
sobre la barra de soldadura (mquina en de soldadura.
produccin)
Bobina Bobina Bobina Barra de
llena vaca llena soldadura
Barra de
soldadura Bobina
vaca
3) Tirar de esta parte del film para 4) Volver a poner la barra de
separar la bobina vaca soldadura en posicin vertical, el
film est empalmado.
PFTS2 PISTES 45879ES V 20 / 12 / 2006 Page 3 /3
II MANUAL DEL OPERADOR
PRINCIPIO DE LOCALIZACIN DE LOS REGLAJES Y HERRAMIENTAS
PRINCIPIO DE LOCALIZACIN DE LOS REGLAJES Y HERRAMIENTAS
LOS REGLAJES
El emplazamiento de los reglajes est indicado sobre la mquina por etiquetas de color rojo formato 15 x 15.
1 A
, y
LAS HERRAMIENTAS
El emplazamiento de las herramientas est indicado sobre la mquina por etiquetas de color
Las herramientas se localizan mediante etiquetas de color azul formato 29 x 12.
1/1
Emplazamiento
Emplacement sur enlala nmero
numroherramienta
d'outillage
mquina
machiney ettipo
typede endans
el formato
le format
herramienta
d'outillage
Nota : Para la herramienta que consta de varios elementos, la localizacin de cada una de las distintas partes
de ste se efecta mediante una 3 cifra.
1/1/1
CF45879ES V 20 / 12 / 2006 Page 1 /6
II MANUAL DEL OPERADOR
PROCEDIMIENTO DE CAMBIO DE FORMATO
Consultar los cuadros de la pgina siguiente para conocer los valores de los reglajes a efectuar.
Para saber los valores de los ajustes a efectuar, consulte las tablas de la pgina siguiente.
A) VACIADO DE LA MQUINA
- Pulse PARO EN EL CICLO
- Pulse el botn VACIADO
- Girar el botn MANDO A DISTANCIA en posicin MARCHA
- Pulse MARCHAS MANUALES
- Girar el botn ALIMENTACION en posicin MARCHA
- Controle la entrada de productos en el conjunto de seleccin.
B) Ajuste los aletas de orientacin del flujo de aire (marcas
rojas 1, 2, 3 & 4).
C) Ajuste la posicin de las bandas superiores del ciclador
de recubrimiento (referencias rojas 5 y 6)
D) Sustituya la bobina de film y cntrela (referencia roja 7).
E) Ajuste la posicin de la celula de film impresa (marca roja 8).
CF45879ES V 20 / 12 / 2006 Page 2 /6
II MANUAL DEL OPERADOR
PROCEDIMIENTO DE CAMBIO DE FORMATO
F) Ajuste las guas del ciclador de alimentacin (marcas rojas
9 &10 ).
G) Sustituya el gua central del ciclador de alimentacin
(marca azul 1 ).
H) Ajuste la posicion de la guias del ciclador de alimentacion
(marca roja 11)
I) Reemplazar el conjunto de seleccin si es necesario (marca azul 2).
En un primer tiempo, poner el conjunto de seleccion en el punto de desarme.
- Pulsar el botn reglaje en la pantalla de control para entrar en el men punto
reglaje mquina
- Pulsar sobre desarmado K7 el punto 0 sera activado despues.
- Ponerse en el modo de control manual , pulsar el boton del control a distancia
hasta la interupcion de la mquina.
Atencion : no se debe salir del reglaje mientras que el casete no sea posicionado.
abrir la puerta hacia arriba
descolgar el gato gas de color negro de la puerta
cierrar la puerta
quitar el tornillo arriba de la puerta
abrir la puerta, pujar al lado
quitar el tubo de engrase
quitar el modulo de seleccion
Atencion : el conjunto de seleccin tiene un peso total de mas de 100 kg.
Hay que detener un torno elevador.
poner el modulo de seleccion que corresponde al formato
poner de nuevo el tubo de engrase
cierra la puerta
poner el tornillo arriba de la puerta
abrir la puerta hacia arriba
poner el gato gas
cierra la puerta
quitarse del modo ajustamiento/reglage
J) Ajuste la anchura de los corredores (marcas rojas 12 & 13)
CF45879ES V 20 / 12 / 2006 Page 3 /6
II MANUAL DEL OPERADOR
PROCEDIMIENTO DE CAMBIO DE FORMATO
K) Ajuste las guas pasillos (marcas rojas 14 & 15)
L) Ajuste la altura y la separacin de la deteccin de productos tumbados
(marca roja 16).
M) Sustituya las guas del transportador de entrada
(marcas azules 3 y 4).
N) Ajuste las guas del transportador de entrada (marcas
rojas 17 y 18)
O) Seleccione el formato (marca roja 19).
P) Realice una resincronizacin.
Pulsar el boton ALARM
pulsar el boton MARCHA MANUAL
ATENCIN: Espere a que el mensaje hacer una RESINCRONIZACIN se haya
apagado antes de sueltar el botn.
Q) Suministre una determinada longitud de film con ayuda del botn "SALIDA FILM
MANUAL" hasta llegar a la unin de la pelcula. Retire una por una las hojas de film para que no
se produzca ningn atasco.
CF45879ES V 20 / 12 / 2006 Page 4 /6
II MANUAL DEL OPERADOR
PROCEDIMIENTO DE CAMBIO DE FORMATO
R) Ciclador de recubrimiento (marca roja 20)
- Apretar el botn ARREGLO sobre la pantalla de encargo
- apretar PUNTO ARREGLO COBERTURA. No dejar el modo
ARREGLO
- girar la llave MANDO A DISTANCIA sobre MARCHA
- apretar el botn del mando a distancia hasta que la mquina se arrte.
- Girar el ciclador de recubrimiento con la ayuda de su volante hasta la
alineacin de las barras de recubrimiento con las flechas de posicin
- sacar del modo arreglo.
S) Poner los productos en el transportador de entrada.
pulsar el boton LLENAR
Dar una vuelta en LLAVE DEL MANDO HA DISTANCIA en marcha y pulsar MARCHA
MANUAL para que anden los productos en la maquina y verificar que todos los parametros
esten correctomente ajustado.
T) Seleccione el modo AUTO.
CF45879ES V 20 / 12 / 2006 Page 5 /6
II MANUAL DEL OPERADOR
LOCALIZACION DE LOS REGLAJES
2/1 1/1
2/2 1/2
2/3 1/3
4/1 3/1
4/2 3/2
4/3 3/3
19
7
5
20
6
8
9
1
10 11
12
13
16 14
15 4 3
18 17
CF45879ES V 20 / 12 / 2006 Page 6 /6
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
ATENCION! LA INOBSERVANCIA DE LAS INSTRUCCIONES DE
MANTENIMIENTO ACARREA LA ANULACION DE LA GARANTIA.
Compete al personal encargado del mantenimiento de la mquina o eventualmente al
conductor de sta, efectuar un control regular de todos los elementos mviles que la
constituyen.
Este control puede efectuarse en marcha normal: (visual y auditivo), as como cuando est
parada: (verificacin de los aprietes, lubricacin de los rganos, juegos de funcionamiento,
estanqueidad de los circuitos...).
Puede fcilmente evitarse una inmovilizacin costosa de su mquina reparando
preventivamente sus rganos, en cuanto stos presenten seales de debilidades.
Est claro que es indispensable mantener el conjunto de la mquina en un perfecto estado
de limpieza. Se facilitarn as en gran parte las operaciones de mantenimiento.
Hallarn a continuacin una planificacin de mantenimiento preventivo de su material.
ATENCIN!
En la limpieza de la mquina no utilizar detergentes o solventes que daan las pinturas,
cintas, siliconas, cauchos.
Utilizar exclusivamente agua con jabn.
PROCEDIMIENTO DE INTERVENCIN
1)Cortar la corriente medante el seccionador situado del lado del armario.
2) Atrancar el puo del seccionador.
3) purgar el aire medante el(los) grifo(s) de purga neumtica.
Ahora su mquina est en seguridad y permite una intervencin.
Si su mquina tiene equipado un encolador, consultar su noticia antes de intervenir en l.
EntGen ESV 25 / 02 / 2005 Page 1 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
MANTENIMIENTO DE LAS CADENAS
ATENCION !
El engrase eficaz de las articulaciones de una cadena de transmisin es un factor de
longevidad.
Su mquina tiene equipados 2 sistemas de engrase automatizados:
- uno para el tnel
- uno para el resto de la mquina
Engrase mquina Engrase tnel
(Wynoil Way 220) (SYNTHOCHAINE)
ATENCION!
Para una mejor longevidad de las cadenas del tnel les recomendamos expresamente utilizar
"SYNTOCHAINE de WINN' S" disponible en nuestro servicio recambios con la referencia :
0479018
Para una mejor longevidad de las otras cadenas de la mquina les recomendamos
expresamente utilizar "Wynoil Way 220 de WINN' S" disponnible en nuestro servicio
recambios con la referencia : 613000715
Es necesario verificar regularmente el nivel de los tanques de las bombas de engrase (ver
cuadros de mantenimiento). Con este motivo, se recomienda efectuar un control del buen
funcionamiento del sistema de engrase.
Anualmente, se aconseja reemplazar los filtros de las bombas y verificar los circuitos de
engrase (apriete de los racores, estado de los tubos).
EntGen ESV 25 / 02 / 2005 Page 2 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
SYNTOCHAINE
LUBRICANTE PARA CADENAS
DESCRIPCIN
El aceite SYNTOCHAINE es un aceite sinttico completo, a base de polialfaolefinas e hidrocarburos
de sntesis, reforzado con agentes de untuosidad.
Esta calidad ha sido puesta a punto para el engrase de las cadenas, levas, engranajes, etc.
sometidos o no a las temperaturas ms severas, incluso en presencia de vapor.
CARACTERISTICAS (Producto bsico)
- Aspecto lquido
- Color amarillo
- Masa volumtrica (NF T 60-172), g/cm3 0,90
- Viscosidad a 40C (NF T 60-100), mm2/s (cSt) 175
- Viscosidad a 100C (NF T 60-100), mm2/s (cSt) 17
- Punto de inflamacin (NF T 60-103), C 245
- Ensayo de la hoja de cobre (NF M 07-015) 1a
- Residuo CONRADSON,% 0,15
EntGen ESV 25 / 02 / 2005 Page 3 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
SYNTOCHAINE
PROPIEDADES
El engrase es esencial para garantizar la longevidad de una cadena y de sus piones.
a) Por sus calidades espumantes, SYNTOCHAINE posee un poder humectante que le permite
penetrar:
- entre el eje y el casquillo,
- entre el casquillo y el rodillo,
- entre las placas exteriores e interiores.
El acondicionamiento aerosol mejora la regularidad de aplicacin del lubricante.
b) La resistencia pelicular de SYNTOCHAINE permite:
1) garantizar el engrase entre los elementos deslizantes,
2) amortiguar las sacudidas de engranaje,
3) reducir el desgaste.
c) SYNTOCHAINE permite una aplicacin uniforme y por sus agentes de adherencia, evita
las prdidas por proyeccin.
Por otra parte, SYNTOCHAINE:
1) - no deja residuos carbonosos,
2) - es utilizable en una amplia banda de temperaturas: - 40 + 200C
3) - asegura la proteccin contra la corrosin,
4) - posee un elevado poder hidrfugo.
SYNTOCHAINE garantiza una lubricacin de larga duracin y deja a las cadenas y piones su
aspecto reluciente y limpio.
1 A11068
FT.95.528 F
Con la permanente inquietud de mejorar la calidad de sus productos, Wynns France se reserva el derecho de modificar sus caractersticas
y les invita a tomar conocimiento de toda modificacin producida despus de remitido el presente documento.
EntGen ESV 25 / 02 / 2005 Page 4 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
WYNN'SLIDE WAY 220
ACEITE PARA CORREDERAS
DESCRIPCIN
WYNN'SLIDE WAY 220 es un aceite especialmente elaborado para la lubricacin de las correderas
de herramientas tanto tradicionales como cubiertas de materiales sintticos o resinas
termoendurecidas de tipo SKC, SCHMIDT, KHUNE
CARACTERISTICAS
EntGen ESV 25 / 02 / 2005 Page 5 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
WYNN'SLIDE WAY 220
WYNN'SLIDE WAY 220 es un aceite que elimina el fenmeno de ruido o avance a sacudidas
(Stick-slip) que corre el riesgo de producirse a bajas velocidades de deslizamiento o bajo cargas
reducidas.
WYNN'SLIDE WAY 220 contiene agentes de untuosidad y adherencia que favorecen el enganche
del aceite y el mantenimiento de la pelcula lubricante, evitando as el encolado de las correderas.
WYNN'SLIDE WAY 220 tiene muy buenas propiedades anticorrosivas.
Su elevado poder antioxidante garantiza la proteccin de los rganos mecnicos tanto en marcha
como en la parada
UTILIZACION
WYNN'SLIDE 220 conviene para la lubricacin de las correderas de herramientas cualesquiera que
sean las condiciones de velocidad y carga y muy especialmente de las correderas que soportan
fuertes cargas.
1 AI 1163
FT98.593 B
Con la permanente inquietud de mejorar la calidad de sus productos, Wynns France se reserva el derecho de modificar sus caractersticas
y les invita a tomar conocimiento de toda modificacin producida despus de remitido el presente documento.
EntGen ESV 25 / 02 / 2005 Page 6 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
CUADROS DE MANTENIMIENTO
Horas
OPERACION DE MANTENIMIENTO 8 40 180 500 2000
Retirar los eventuales residuos de
pelcula cados en las piezas mviles.
Asegurarse de que la cinta del tnel
no est obstruida por residuos de
pelcula.
Asegurarse de que las cadenas del
transportador del tnel estn
lubricadas correctamente.
Verificar la ausencia de obstculos o
suciedades susceptibles de estorbar
la circulacin de los productos en los
pasillos y el ciclador de alimentacin.
Verificar el nivel de aceite en los
depsitos de las bombas de engrase.
Aadir si es preciso.
Limpiar las pticas de las clulas
fotoelctricas as como los
reflectores.
EntGen ESV 25 / 02 / 2005 Page 7 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
Horas
OPERACION DE MANTENIMIENTO 8 40 180 500 2000
Limpiar el modulo de salida film : retirar los
eventuales residuos de film. ATENCION
CON LA CUCHILLA!
Limpiar las barras antistaticas:
- desmontarlas del modulo de salida film
- poner la brocha en el producto de limpieza
y brosar la puntas de las barras
- secar las barras con aire comprimido
- montarlas de nuevo en
Controlar la tensin de las alfombras de
transporte:
- en el ciclador de alimentacin
- en el ciclador de recubrimiento
No deben ser demasiado tendidos.
Para limpiarlos, utilizar agua jabonosa luego
secarlos. Jams utilizar leja, ni disolvente o
desengrasar. Jams tender
una alfombra mojada.
Verificar el arrastre del conjunto de seleccin
(dedos, cadenas,)
Verificar la impermeabilidad del circuito
neumtico y de la lubricacin centralizada.
Asegurarse de que todas las cadenas estn
bien engrasadas.
Verificar el funcionamiento de las
seguridades de puertas controladas por
clula. Verificar el estado de la pata de
deteccin de cada puerta.
EntGen ESV 25 / 02 / 2005 Page 8 /9
II MANUAL DEL OPERADOR
Consignas generales de mantenimiento
Horas
OPERACIONES DE MANTENIMIENTO 8 40 180 500 2000
Desempolvar las ventilaciones de los
motores.
Verificar el funcionamiento correcto
de la seguridades : paros de
urgencia, crteres.
Controlar la tensin de las cadenas
de todos la mquina y del
transportador tnel. Acortar si es
preciso.
Reemplazar la cuchilla del modulo de
salida film.
Controlar el estado de los
rodiamientos y remplazarlos si es
preciso.
Verificar el nivel de los reductores
(Mirar las referencias de las aceites)
NO MESCLAR DIFERENTES
TIPOS DE ACEITES !
Verificar el consumo de cada grupo
de calefactor tnel.
Asegurase del buen estado de las
conexiones al nivel de cada bornero
elctrico.
Controlar la tensin de las cadenas
de transportador de llegada de los
productos y acortar si es preciso.
EntGen ESV 25 / 02 / 2005 Page 9 /9
III DESCRIPCION ENUMERADA
- Reglaje de los parmetros
- Alimentacin
- Flujo de recubrimiento
- Ciclador de napado
- Tnel
- Enfriador
Som Chap 3 ES V 14 / 01 / 2004 Page 1 /1
III DESCRIPCION ENUMERADA
Reglaje de los parametros
Para modificar un formato:
- Apoyar en MODIFICACIN de FORMATO
Aparece la pgina siguiente.
VARIADOR
- Hacer desfilar los parmetros mediante las teclas
RETORNO y SEGUIDA
- Para modificar un parmetro, apoyar en su valor, aparece un teclado
numrico . Entrar el nuevo valor y luego apoyar en.
- Una vez modificados todos los parmetros, apoyar en la tecla
MENU.
- Pulsar la tecla SI para registrar las modificaciones.
Solvoguardia de los parametros
del formato
Solvoguardia terminada
Desee utilizar este formato ahora?
Cambio de los parametros
del formato Cambio terminado
Carga del variador
Al visiualizarse el mensaje transferencia terminada, apoyar en Men para volver al MENU
FORMATO
Apoyar en Acogida.
REGPARTS3 45879 V 20/ 12 / 2006 Page 1 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
CADENCIA
CADENCIA NOMINAL
Esta cifra que se puede modificar sobre la pantalla es la cadencia nominal en ciclos por minuto
para el formato elegido. Determina la cadencia por defecto para el formato elegido, que es la
que se obtiene despus de cada puesta en tensin. La cadencia es modificable dentro de una
gama definida por formato. Esta gama est limitada por 2 topes no modificables por el usuario.
MEDIA VELOCIDAD
La mediana cadencia es definida en porcentaje de la cadencia nominal. Los valores admisibles
estn comprendidos entre el 50% y el 100%. Por lo general, el valor por defecto es del 80%.
Este parmetro sirve para reducir la cadencia cuando la acumulacin de los productos situados
antes de la mquina disminuye, es decir, cuando el detector de acumulacin ms lejano de la
mquina ya no est activado.
PEQUEA VELOCIDAD
La pequea cadencia es definida en porcentaje de la cadencia nominal. Los valores admisibles
estn comprendidos entre el 50% y el 100%. Por lo general, el valor por defecto es del 60%.
Este parmetro sirve para reducir la cadencia cuando la acumulacin de los productos situados
antes de la mquina disminuye, de forma que slo el detector de acumulacin situado ms
cerca de la mquina permanece activado. Para un correcto funcionamiento de la mquina, el
valor seleccionado debe ser inferior o igual al valor de la cadencia mediana. Tmbien hay que
verificar que, en funcin de la temperatura del trabajo del horno tnel, el pack no se
sobrecaliente debido al aumento del tiempo de paso en el horno tnel.
RAMPAS ACCELERACION / DECELERACION
Estos parmetros permiten ajustar las rampas de aceleracin y deceleracin de la mquina.
REGPARTS3 45879 V 20/ 12 / 2006 Page 2 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
FILM 1
LONGITUD FILM
Expresado en mm, este valor es en general igual al permetro del lote a embalar + 50 mm. Cuando
el film es impresa, esta longitud es igual al paso de la impresin del film.
Este valor debe darse precisamente (+/- 2mm) ya que el sistema corrige automticamente la
posicin del corte en funcin de la lectura de la impresin sobre el film. Un error de ms 25mm
sobre este valor provoca la parada de la mquina.
Es indispensable resincronizar el film despus de una modificacin de este parmetro.
FILM BAJO EL PAQUETE
Expresado en mm, este valor debe corresponder exactamente a la
llongitud del film situada bajo el paquete , (si no modificar CALAJE FILM
BAJO PAQUETE).
Es indispensable resincronizar el film despus de una modificacin de
este parmetro. Largura de film
NOTA: El calado del film bajo el paquete es nico para todos los bajo el paquete
formatos.
SELECCION RAMPAS
Estos parmetros permiten ajustar las rampas de aceleracin y deceleracin de la mesa de
subida de film.
COEFICIENTE ALTA VELOCIDAD
La correccin alta velocidad del film, se expresa en relacin de gran velocidad (GV) del film.
- El valor de GV se calcula automticamente segn los parmetros relativos al formato utilizado.
- Esta correccin permite actuar sobre la tensin del film en ocasin del napado.
- Si se reduce GV, el film estar ms tensa ej.:20.
- Si se aumenta GV, se aflojar el film. ATENCION! En este caso el film se pliega ligeramente y
es probable que la lengua depelcula monte sobre la extremidad del film anterior, lo que corre el
riesgo de producir una mala salida del film siguiente. Regular este valor de manera de napar el
film tensada moderadamente para no desajustar el film bajo el paquete.
La correccin GV debe estar siempre comprendida entre 10 y 300. Utilizar el valor 20 por defecto
para un nuevo formato.
Es indispensable resincronizar la pelcula despus de una modificacin de este parmetro.
REGPARTS3 45879 V 20/ 12 / 2006 Page 3 /13
III DESCRIPCION ENUMERADA
Reglaje de los parametros
DEFASAJE VELOCIDAD ALTA
Hacer funcionar la mquina en modo manual hasta que la barra de recubrimiento llegue entre el
ciclador de alimentacion y el tapete de recubrimiento.
Ciclador de
alimentacion
Tapete de
recubrimiento
Barra de recubrimiento
Medir la distancia entre la trasera del producto y el borde de la barra de recubrimiento.
Quitar 10% de esta distancia para no tensar demasiado la pelicula.
Poner despus el valor de esta medida en el formato (defasaje velocidad alta).
Nota : Se puede lanzar la velocidad alta solamente cuando la barra de recubrimiento empiece a
llegar al nivel del tapete de recubrimiento.
CALAJE DEL FILM BAJO EL PACK
Expresado en grados.
Fije la longitud de la pelcula a 100 mm.
A continuacin modifique CENTRADO DEL FILM BAJO EL PACK hasta obtener efectivamente
los 100 mm. El ajuste es vlido para todos los formatos.
REGPARTS3 45879 V 20/ 12 / 2006 Page 4 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
TIPO DE FILM
Eleccin del tipo de film, neutro o impreso : 0, 1, 2 o 3.
ANCHURA MARCA
Ajustar la largura de la marca a detectar.(solamente en modo 3)
POSICIN IMPRESIN (PELICULA IMPRESA)
Expresado en mm este valor permite desplazar la localizacin de la imagen impresa de la pelcula
sobre el pack (ver Ilustracin). Proceder a varias pruebas con el fin de asegurarse del resultado
despus de la retraccin.
Es indispensable resincronizar el film despus de una modificacin de este parmetro.
SENTIDO DE DESFILE
Valor a retirar en
POSICION FILM
IMPRESA
ej.: 10
Desfase de
la impresin
ej. 20mm
PROCEDIMIENTO DE REGLAJE:
- Regular este valor a 50
- Cortar una largura del film.
- Pasar algunos packs y luego medir el desfase (20 mm sobre ilustracin siguiente).
- El motivo frontal est demasiado bajo. Para recentrar ambos motivos, es necesario desplazar
la impresin 20/2=10mm haci atrs.
- Retirar 10 en [ POSICIN PELICULA IMPRESA ] (o sea 40-10=40).
- Hacer una resincronizacin.
- Cortar una largura del film.
- Pasar algunos packs y luego verificar el posicionamiento.
- Modificar de nuevo el valor en caso necesario.
REGPARTS3 45879 V 20/ 12 / 2006 Page 5 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
BOBINA
COEFICIENTE PREENTREGA
Este valor se define como porcentaje. Se trata de un parmetro que permite ajustar la velocidad
de la bobina de film.
La velocidad esta correcto cuando con la velocidad nominal de la mquina, el balancin oscila en
posicin mediana
NUMERO DE PAQUETES ANTES PARADA
Expresado en nmero, este valor corresponde a la cantidad de paquetes realizados antes de la
parada de la mquina cuando la bobina de film est vaca.
INICIO DETECCION PRODUCTO
Permite regular la posicin angular donde comienza el deteccin de producto.
FIN DETECCION PRODUCTO
Permite regular la posicin angular donde se detiene el deteccin de producto.
TIEMPO DE SOLDADURA
En segundos, este parametro permite ajustar el tiempo de soldadura para ela conexion de bobina.
Tenemos que tener un tiempo bastante grande para tener una bobina bien soldada.
REGPARTS3 45879 V 20/ 12 / 2006 Page 6 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
PASO Y POSICIONES
PASO CICLADOR DE ALIMENTACIN
El paso es la distancia entre ejes entre dos barras de ciclador expresada en nmero de dientes
de 12,7 mm. Indicar el nmero de dientes, ej. 24. Despus de una modificacin de este
parmetro es indispensable una resincronizacin
general.
ATENCIN!Las cadenas que constituyen el ciclador
de alimentacin estn a menudo al paso de 19,05 mm,
los valores utilizados tienen en dicho caso una
correspondencia con una cadena 19,05 (ej. 24 dts 12,7
Paso
corresponde a 16 dts 19,05).
ej.: 304,8/12,7 = 24 dientes
Selen los productos y para agruparlos se utiliza un paso
de 24 dientes o de 48 dientes por adicin o retirada de
una barra sobre dos (ver cambio de formato).
PASO CICLADOR DE RECUBRIMIENTO
El paso es la distancia entre ejes entre dos barras de ciclador expresado en nmero de dientes
de 12,7 mm. Indicar el nmero de dientes del ciclador de recubrimiento para el formato elegido.
PUNTO REGLAJE RECUBRIMIENTO
Expresado en grados, este valor permite determinar la posicin de parada del ciclador de napado
en modo REGLAJE para sincronizar el ciclador de napado.
Este valor se determina al hacer el reglaje de un nuevo formato.
POSICION PARADA CICLO
Permite regular la posicin angular de parada en el ciclo.
REGPARTS3 45879 V 20/ 12 / 2006 Page 7 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
ENTRADA DE LA MAQUINA
VELOCIDAD NOMINAL DE ENTRADA
Se determna la velocidad del transportador de entrada en porcentaje este parametro permite
ajustar el empujado de los productos dentro del conjunto de seleccin. Este parametro ejerce
accin en el variador del transportador de entrada VF19.
VELOCIDAD TRANSPORTADOR CLIENTE
Se determna la velocidad del transportador de entrada en porcentaje este parametro permite
ajustar el empujado de los productos dentro del conjunto de seleccin. Este parametro ejerce
accin en las salidas analogicas para el control de los transportadores cliente.
REGPARTS3 45879 V 20/ 12 / 2006 Page 8 /13
III DESCRIPCION ENUMERADA
SDI
INICIO CONTROL PRODUCTO DESPLAZADO
Permite ajustar la posicin angular en la que comienza el control de producto desplazado. Utilice el
mismos mtodo de ajuste que para el producto desplazado de envoltura.
FIN CONTROL PRODUCTO DESPLAZADO
Permite ajustar la posicin angular en la que se detiene el control de producto desplazado.
POSICION DESEMBRAGUE CASETE
Permite ajustar la posicion angular cuando se para la casete SDI en el caso de la informacion mini
productos y parada alimentacion.
La parada ocurre cuando tenemos un paquete en el ciclador de alimentacion
CADENCIA EMBRAGUE CASETE
Perrmite ajustar la velocidad de la mquina en ciclo / mn en el momento del embrague del conjunto
de seleccin. Ajustar segn la estabilidad de los productos (entre el 50 y 75 % nominal de la
velocidad de la mquina).
REGPARTS3 45879 V 20/ 12 / 2006 Page 9 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
RECUBRIMIENTO
INICIO PRODUCTO DESPLAZADO
Permite regular la posicin angular donde comienza el control producto desplazado.
FIN PRODUCTO DESPLAZADO
Permite regular la posicin angular donde se detiene el control producto desplazado.
Mtodo : a) Iniciio producto desplazado
producto 2 producto 1
Clula "producto desplazado""
F Esta posicin de parada corresponde a: "inicio producido desplazado".
b) Final producto desplazado
producto 2
Clula "producto desplazado""
F Esta posicin corresponde a: "final producto desplazado".
INICIO PRODUCTO DESPLAZADO SALIDA ENVOLTURA
Permite ajustar la posicin angular en la que comienza el control de producto desplazado.
Permite ajustar la posicin angular en la que comienza el control de producto desplazado.
Utilice el mismos mtodo de ajuste que para el producto desplazado de envoltura.
FIN PRODUCTO DESPLAZADO SALIDA ENVOLTURA
Permite ajustar la posicin angular en la que se detiene el control de producto
desplazado.Utilice el mismos mtodo de ajuste que para el producto desplazado de envoltura.
REGPARTS3 45879 V 20/ 12 / 2006 Page 10 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
TUNEL
TEMPERATURA
Este valor corresponde a la consigna de temperatura del tnel.
VELOCIDAD CINTA
Este valor se define como porcentaje. Se trata de un parmetro que permite ajustar la velocidad
de la cinta.
REGPARTS3 45879 V 20/ 12 / 2006 Page 11 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
ENGRASE
ENGRASE TUNEL
T valor es definido en minutos. Este parmetro permite ajustar la frecuencia de engrasado del
tnel. El tiempo de engrase esta fijo.
ENGRASE MAQUINA
Este valor es definido en minutos. Este parmetro permite ajustar(reglamentar) la frecuencia de
engrasado de la enfardeladora. El tiempo de engrase esta fijo.
REGPARTS3 45879 V 20/ 12 / 2006 Page 12 /13
III DESCRIPCION ENUMERADA
REGLAJE DE LOS PARAMETROS
DOSIFICACION
VELOCIDAD TRANSPORTADOR
La velocidad del transportador circuito arriba se define en porcentaje. Cuando el valor es del
100%, el transportador marcha a la misma velocidad lineal que el transportador de entrada. Es
necesario adaptar la velocidad para permitir un relleno correcto de los pasillos de alimentacin.
Si es demasiado rpida hay riesgo de atasco a la entrada de los pasillos.
Si es demasiado lenta, la apertura del CLP se interrumpe por defecto productos acostados.
OFFSET
Este valor se define como porcentaje. Este parmetro permite ajustar la variacin de la velocidad
del transportador de dosificacin segn la cantidad de productos. Si la fila est plena, la velocidad
es reducida por el valor seleccionado (ex. El 10 %); si hay pocos productos en la fila la velocidad
es aumentada el valor seleccionado.
REGPARTS3 45879 V 20/ 12 / 2006 Page 13 /13
III DESCRIPCION ENUMERADA
ALIMENTACION CANALES CON SELECCION POR
DEDOS INFERIORES (SDI)
Los productos llegan, en una o varias filas, en una cinta transportadora de cadenas pals.
Se reparten en los canales naturalmente despus de una zona de productos al tresbolillo.
La entrada de los canales se mueve ligeramente (movimiento generado por un motor)
para suprimir los eventuales enganches.
La separacin de los canales es fcil de ajustar a las dimensiones de los productos
(tornillos-tuercas situados en la parte superior de los canales).
Un conjunto de balancines y una clula fotoelctrica, situados en la parte superior de los
canales, controlan el llenado de estos ltimos (deteccin miniproductos). La insuficiencia
de productos o un producto tumbado en un canal tiene como efecto parar la mquina en el
ciclo.
SELECCION POR DEDOS INFERIORES
La seleccin consiste en dejar salir de los canales el nmero de filas de productos
necesarios para la realizacin de la agrupacin deseada. La seleccin se efecta
mediante un sistema de dedos procedentes de la parte inferior y que suben entre los
productos para absorber el empuje de los productos anteriores y, a continuacin, liberar,
fila por fila, los productos en el ciclador. La liberacin de los productos se efeca
mediante un rpido basculamiento hacia adelante de los dedos montados en bielita.
Entonces, el ciclador arrastra los productos guiados por cada lado hacia el mdulo
siguiente de la mquina (puesta en placa, barquilla o directamente puesta bajo pelcula).
CAMBIO DE FORMATO, AJUSTE
En el captulo MANUAL OPARADOR figura un resumen de las operaciones de cambio
de formato y un cuadro que indica los utillajes correspondiente a cada formato. El utillaje
de seleccin por dedos inferiores es propio para un tipo de producto. El utillaje cambia en
funcin del dimetro de los productos. Por tanto, para cambiar de formato, es necesario
cambiar el conjunto de seleccin por dedos inferiores. Este ltimo se retira verticalmente
por la parte superior de la mquina. El mdulo que incluye los dedos de seleccin y el
sistema de bandas de transporte entre estos dedos pesa aproximadamente 100 kg. Por
tanto, es necesario utilizar imperativamente un sistema de elevacin para extraer
verticalmente el mdulo de la mquina. Entonces, se podr instalar fcilmente el nuevo
mdulo con el mismo sistema de elevacin.
Ajustes
Poner una barra del ciclador alimentacin en frente del punto cero en mando manual con
el botn AVANCE MANUAL M1. Girar manualmente los dedos de seleccin y llevar un
dedo en frente de la indicacin situada en el mdulo de seleccin. Poner el pin de
accionamiento en su lugar. Si fuera necesario modificar el ajuste, hay que retirar el pin
de accionamiento, despus hacer avanzar o retroceder los dedos de seleccin y colocar
el pin. Cuando los productos entran en el ciclador de alimentacin, deben llegar entre 2
barras. Si la barra del ciclador desciende sobre la primera fila de productos, hay que
retrasar el conjunto de seleccin. Si la barra del ciclador desciende sobre la ltima fila de
productos, hay que avanzar el conjunto de seleccin. Cuando el ajuste es correcto, hay
que llevar una barra del ciclador frente al punto cero en mando manual y, despus, marcar
la posicin de un dedo de seleccin, para facilitar el cambio del futuro formato.
CLSDIES.1 V 08 / 04 / 2004 Page 1 /2
III DESCRIPCION ENUMERADA
ANOMALIA CAUSAS POSIBLES
1)Los productos no salen del conjunto de 1)- El pin de accionamiento no ha sido
seleccin. instalado.
2)Los lotes estn incompletos. 2)- Comprobar que se utiliza el conjunto de
seleccin correspondiente al producto.
-Verificar que nada obstaculiza el paso de
los productos en los canales.
- Cerciorarse de que la velocidad del
transportador de entrada no es demasiado
reducida.
- Comprobar las guas en la entrada del
ciclador.
- La chaveta del pin de accionamiento se
ha perdido durante el cambio de formato.
3)Hay demasiados productos sobre los 3)- Comprobar que se utiliza el conjunto de
lotes. seleccin correspondiente al producto.
- Comprobar la separacin de los canales.
4)La barra del ciclador cae sobre la pri- 4)- El conjunto de seleccin no est
mera fila de productos posicionado correctamente.
-La velocidad de la cinta transportadora de
entrada es demasiado importante.
CLSDIES.1 V 08 / 04 / 2004 Page 2 /2
III DESCRIPCION ENUMERADA
Flujo de pelcula
DESCRIPCION
El flujo de pelcula consta de un portabobinas, un sistema de precorte y un conjunto arrastre/
corte/elevacin (mesa de inyeccin de pelcula).
Portabobinas
El carrete de pelcula se coloca sobre 2 rodillos portadores unos de los cuales es arrastrado por
un motor de velocidad controlada.
Un sistema de deteccin lee el nivel de pelcula sobre el carrete.
Precorte
El sistema de precorte est constituido por un motor de arrastre a velocidad variable conectado
a uno de los rodillos portadores y un danzarn de reserva de pelcula.
El motor es accionado por un potencimetro en funcin de la posicin del danzarn.
Tambin ver esquema de paso de la pelcula en MANUAL OPERADOR.
Mesa de inyeccin
Ilustracin A
CELULA PARA
PELICULA IMPRESA
(OPCION)
El arrastre de los rodillos se efecta mediante un servomotor M6 fijado sobre la mesa.
El arrastre de la cuchilla se efecta mediante un embrague 1 vuelta a resorte (ilustracin B),
o por un motor M3 (ilustracin C), segn el modelo de la mquina.
DFcompact ES V 14 / 01 / 2004 Page 1 /2
III DESCRIPCION ENUMERADA
Flujo de pelcula
Ilustracin B Ilustracin C
EMBRAGUE
CUCHILLA
MOTOR M3
CUCHILLA
MOTOR
M6
PRINCIPIO DE FUNCIONAMIENTO
A partir de la llegada de un agrupamiento a la entrada de la zona de embalaje con pelcula, el
detector de productos autoriza el arranque del motor M6 (arrastre de la pelcula).
La pelcula es entonces cortada a la misma velocidad que el producto.
Cuando la barra de napado llega al contacto con la pelcula, sta se acelera hasta alcanzar la
velocidad necesaria para permanecer tensada sobre la barra de napado.
Despus del corte de la pelcula, la velocidad disminuye hasta la parada.
El instante de corte de la pelcula, se obtiene gracias a un recuento de impulsos suministrados
por el codificador del motor M6.
Cuando la pelcula es neutra, el nmero de impulsos corresponde a la largura de pelcula
necesaria para un paquete (largura programada en la consola de usuario).
Cuando la pelcula es impresa y marcada, el nmero de impulsos corresponde al recuento a
partir de la lectura del punto.
La mesa de inyeccin se detiene tras un recuento de impulsos despus del corte de la pelcula.
DFcompact ES V 14 / 01 / 2004 Page 2 /2
III DESCRIPCION ENUMERADA
Ciclador de napado
DESCRIPCION
El ciclador de napado sirve para rodear el agrupamiento con la largura de pelcula.
Es arrastrado por el motor principal M1.
Dispone de dos cadenas donde van fijadas las barras de napado.
Las barras estn espaciadas por x eslabones de cadena correspondientes al paso del ciclador
de napado.
Cuando una barra choca con un producto se dispara un limitador de par y provoca la parada
de la mquina.
Cuando la mquina se utiliza para varios formatos, para poder pasar por el ciclador de napado
todos los formatos, puede ser necesario regular la sincronizacin respecto de la mquina.
Los datos necesarios para el reglaje se indican en el procedimiento de cambio de formato.
Volante para vuelta al paso del
ciclador tras el disparo
CNAPEVO3 ESV 14 / 01 / 2004 Page 1 /2
III DESCRIPCION ENUMERADA
Ciclador de napado
PRINCIPIO DEL NAPADO
NAPADO HORNO TUNEL
ALIMENTACION (PUESTA BAJO FILM)
Cyclador de envoltura
Barra de envoltura
Producto
Clula dtecion film
impreso
CNAPEVO3 ESV 14 / 01 / 2004 Page 2 /2
III DESCRIPCION ENUMERADA
Tnel
PRINCIPIO DE FUNCIONAMIENTO
Los canales de distribucin del aire caliente, las resistencias calefactoras, las turbinas de
reciclaje son los principales elementos del tnel de retraccin.
Un carenado exterior cubre la bveda.
El aire es calentado por grupos de resistencias concntricos cuya potencia es de 26kW cada
una.
REGLAJES
Las aletas de orientacin del flujo de aire caliente enviado a los canales de distribucin bajo el
producto vienen con reglaje de fbrica.
El autmata realiza la regulacin de temperatura.
Cada conjunto calefactor se regula separadamente.
El reglaje de la temperatura se efecta desde el pupitre de mando
Tunnel 2, 3, 4 ES V 16 / 11 / 2006 Page 1 /4
III DESCRIPCION ENUMERADA
Tnel
Vista lado salida Vista corte entrada
2 2
3 4 3
5 5
9
10
9 9
/1 7
/2 7 1 7
/3 8 8 8
6 6 6 6
Las flechas indican el circuito que recorre el aire.
1)Transportador tnel
2) Conjunto de ciclado (motor)
3) Conjunto de ciclado (turbina)
4) Elementos calefactores
5) Cavidad de circulacin del aire caliente
6) Cordones de reglaje del caudal de aire bajo los productos. Tienen dos partes ajustables
desde la entrada o la salida del tnel.
7) Aletas de reglaje de distribucin del caudal de aire (lados/bajo los productos) volver en el
sentido por hora para abrir y enviar ms aire debajo; volver en los sentido
antihorario para cerrar y enviar ms aire sobre los lados
8) Aletas de orientacin del flujo de aire (lados) volver en los sentido antihorario para cerrar
9) Puos de reglaje de las aletas
10) Sonda de temperatura.
Tunnel 2, 3, 4 ES V 16 / 11 / 2006 Page 2 /4
III DESCRIPCION ENUMERADA
Tnel
TRANSPORTADOR
El transportador tnel est formado por una cinta con rejilla protectora.
Su accionamiento se realiza mediante un motorreductor fijado en extremo de eje.
La lubricacin de las cadenas se realiza automticamente mediante un sistema a pincel. La
bomba de lubricacin es accionada por el autmata.
Es preciso asegurarse diariamente de que las cadenas estn lubricadas correctamente si no
la vida til del transportador tnel se ver muy reducida.
Las cadenas, la cinta as como sus apoyos son piezas de desgaste que podran requerir un
reemplazo despus de un ao de servicio.
LIMPIEZA
A cada puesta en marcha, verificar que las rejillas de aspiracin de aire situadas bajo las
turbinas no estn bloqueadas por residuos de pelcula. Es muy importante, para el buen
funcionamiento del tnel, mantener las rejillas perfectamente limpias.
Limpiar estas rejillas si es preciso. Es posible utilizar un soplete para hacerlo, pero en dicho
caso, es imprescindible desmontar las turbinas.
Es muy importante, para el buen funcionamiento del tnel, mantener las rejillas
perfectamente limpias. El funcionamiento del tnel con rejillas bloqueadas presenta el
riesgo de provocar un rpido deterioro de los elementos calefactores, y quiz de las turbinas
as como un mal estrechamiento en el horno tnel.
En general, las hojas de pelcula aspiradas por las turbinas son las que salieron en
oportunidad de la inicializacin de la mquina o las hojas de pelcula que se pueden hacer
salir en manual sin producto. Es imprescindible retirar manualmente las hojas salidas en los
ensayos antes de que entren en el horno tnel.
ATENCION!
Para toda intervencin en el tnel (150C 200C), es preciso utilizar guantes de proteccin
contra las quemaduras.
Tunnel 2, 3, 4 ES V 16 / 11 / 2006 Page 3 /4
III DESCRIPCION ENUMERADA
Tnel
ANOMALIAS CAUSAS POSIBLES
1/1/el pack no presenta un buen 1/ -la temperatura es insuficiente, o el tnel
estrechamiento a la salida del tnel, la an no alcanz su temperatura de consigna
pelcula presenta arrugas
- las aletas de orientacin del flujo de aire
no estn correctamente reguladas
- la velocidad de desfile del transportador se
aument sin compensacin de temperatura.
2/ la pelcula est horadada en algunas par- 2/ - la temperatura del tnel es demasiado
tes. elevada
- verificar reglaje de las aletas de
orientacin de flujo y velocidad tnel.
3/la puesta en temperatura del tnel es 3/ algunos grupos calefactores no estn
anormalmente prolongada. alimentados
- verificar con la pinza amperimtrica el
consumo de cada grupo de resistencias
- si uno o ms grupos no estaban
alimentados, verificar que los disyuntores
estn bien enganchados
- los contactores correspondientes no estn
enganchados, verificar el cableado y/o las
bobinas de los contactores
- si se comprueban los puntos anteriores y
no hay consumo, asegurarse de la
presencia de una tensin en el bornero, y
verificar entonces las resistencias en cada
bloque calefactor y controlar los cables de
alimentacin.
4)Las turbinas causan vibraciones. 4) desmontar el conjunto motor para
desempolvarlo con un soplete.
Tunnel 2, 3, 4 ES V 16 / 11 / 2006 Page 4 /4
III DESCRIPCION ENUMERADA
Enfriador
PRINCIPIO DE FUNCIONAMIENTO
Un sistema de ventilador helicoidal sirve para enfriar y para estabilizar la pelcula despus de
su retraccin en el tnel.
Segn el tipo de mquina, hay 1, 2 4 ventiladores.
El motor de cada ventilador es monofsico.
REGLAJES
El reglaje de la orientacin es posible despus de aflojar el tornillo de fijacin del ventilador.
Esta disposicin permite en caso de necesidad, prolongar el enfriamiento de los productos hacia
el arranque del transportador a la salida de la mquina.
Reglaje en orientacin
1 2 ventiladores
Salida de los productos
Reglajes en orientacin
2 4 ventiladores
Salida delos productos
Refroid ES V 14 / 01 / 2004 Page 1 /1
IV CD NOTICIA
- Cmo utilizar el CD
- Procedimientos de instalacin de los softwares
- Cmo leer los planos y las listas de componentes
- CD
Som Chap 4 ES V 14 / 01 / 2004 Page 1 /1
IV DESCRIPCION ENUMERADA
Cmo utilizar el CD
CONTENIDO
Partes mquina
Lista de las partes mecnicas y elctricas de la mquina
con enlaces que dan acceso a las nomenclaturas
mecnicas, elctrica y a los planos mecnicos.
Noticia
Partes I, II y III de la noticia.
Cuadros formatos, CESAM, variadores
los cuadros de datos de cambios de formatos, de herramientas,
de parmetros CESAM y variadores.
Softwares gratuitos :
- Internet Explorer
- VoloView
- Acrobat Reader
Video
si se pudieron hacer videos del cambio de formatos, se
encontrarn en este archivo.
UTILIZACIN
En primer lugar, si no se ha hecho, instalar Internet Explorer, VoloView y Acrobat Reader
sobre su ordenador - seguir los procedimientos de instalacin adjuntos.
Leer las nomenclaturas y planos
Abrir el documento Parte mquina .
Hacer clic en la parte de la mquina que se desea ver, para ir a
la lista detallada de las piezas. Hacer clic en el nmero del
plano para visualizarlo.
En la pagina del plano, usar el boton de la derecha
de vuestro raton para tener el menu de
herramienta.
Tener en cuenta que ciertas partes
de la mquina no
estn
representadas en
plano.
Comment utiliser le cd ES V 18 / 08 / 2004 Page 1 /5
IV DESCRIPCION ENUMERADA
Cmo utilizar el CD
Para ver otro plano, volver a la lista detallada
de piezas (haciendo clic encima o sobre la
tecla "Precedente "),hacer clic en la
referencia del nuevo plano que se desea
visualizar.
A partir de la lista detallada de las piezas
hacer clic ya sea sobre Retorno a Partes
mquina o la tecla "Precedente" para volver
a la lista de las partes de la mquina.
Leer la noticia
Hacer clic en Noticia para abrir la noticia.
Leer los cuadros de cambios de formatos, de herramientas, de parmetros CESAM y variadores
Hacer clic en Cuadros formatos, herramientas, CESAM, variadores para abrir el
documento. Hacer clic en las fichas de pie de pgina para ver los distintos cuadros.
Tambin hay disponible en el CD una versin Excel de este documento para el caso en que
fuera necesario modificar sus parmetros o entrar los parmetros de un nuevo formato
Comment utiliser le cd ES V 18 / 08 / 2004 Page 2 /5
IV DESCRIPCION ENUMERADA
Instalacin de Internet Explorer
En la carpeta Internet Explorer Install hacer clic en el icono Ie5setup para comenzar la
instalacin
Hacer clic en Acepto el contrato
Hacer clic en siguiente dos veces
Comment utiliser le cd ES V 18 / 08 / 2004 Page 3 /5
IV DESCRIPCION ENUMERADA
Instalacin de VoloView
Abrir el repertorio VoloViewinstall
Hacer doble clic en el archivo VoloVEm, seguir las indicaciones de la instalacin, oui,
Next, I accept y luego 3 veces Next.
Una vez terminada la instalacin, abrir el primer archivo VoloVEc, y luego seguir las
indicaciones, oui, Next, I accept y luego 3 veces Next.
Comment utiliser le cd ES V 18 / 08 / 2004 Page 4 /5
IV DESCRIPCION ENUMERADA
Instalacin de Acrobat Reader
Hacer clic en el icono ar40fra para comenzar la instalacin
Hacer clic en siguiente
Hacer clic en Aceptar Hacer clic en siguiente
Hacer clic en OK
Comment utiliser le cd ES V 18 / 08 / 2004 Page 5 /5
IV CD NOTICIA
Lectura de los planos y las listas de componentes
LECTURA DE LOS PLANOS
Cada plano global se designa por un nmero que figura en el cartucho (ilustracin 1): ej. 0111831.
Dicho nmero va precedido de 29N en la lista de los componentes : ej. 29N0111831.
En el plano, las piezas se identifican por un nmero ej.: 022 .Este nmero corresponde al nmero
de lnea en la lista de los componentes (ilustracin 2). Se sita en la columna PL.
LECTURAS DE LA LISTA DE LOS COMPONENTES
Esta pieza forma parte de la nomenclatura 29N0111831 y se sita en la lnea 022 de sta. La
referencia de esta pieza es: 3153176L39.
En todo pedido de recambios, indicarnos:
- el nmero de cdigo de la pieza: ej. 31321059
- la designacin de las piezas: ej. MOTOTURBINA 1,5 KW ...
- la cantidad deseada.
ILUSTRACION 1
ILUSTRACION 2
NUMERO DEL
SUBCONJUNTO NOMBRE DEL
SUBCONJUNTO
CANTIDAD
DESIGNACION DE
REFERENCIA EN PLANO CODIGO DE LA PIEZA LA PIEZA
Lecture nom ES V 14 / 01 / 2004 Page 1 /1
V ESQUEMAS ELECTRICOS Y NEUMATICOS
- Implantacin captadores
- Lista captadores
- Esquemas elctricos
- Esquemas neumticos
Som Chap 5 ES V 14 / 01 / 2004 Page 1 /1
VI AUTOMATISMO
- CD PC ANYWHERE
- CD DPL TOOL KIT - PLC PROGRAMA - INVERTER PROGRAMA
Som Chap6 ES V 15 / 07 / 2005 Page 1 /1
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Versin 1.1
GaudS 20/02/06
Sinopsis:
1) comprobacin del cableado y de la ensamble
2) primer cargamento
3) creacin del proyecto en lnea
4) uso de SYPTPro
5) Autocalibrado de los motores
6) uso del SMARTCARD
1) Comprobacin del cableado y del ensamble:
El variador tiene 3 sitios para conectar las opciones de tarjetas, el orden de colocacin es el siguiente
(ascendente):
- tarjeta SM Aplicacin (verde) = menu 17
- tarjeta SM Profibus (violeta) = menu 16
- tarjeta SM Resolver (azul claro) = menu 15
Atencin el sitio de la tarjeta define su men
Bloque de conector de 1 a 11
Ningn cambio particular comparado al UMV.
Bloque de conector de 21 a 31
Atencin, el contacto de la validacin se hace en 22/31 (lgica positiva) y no en 22/30.
El terminal 30 se convierte en un comn 0 Volts.
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 1 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Puentear 22/31 despus de cargar el programa, porque por defecto, el variador est en lgica
negativa.
Alimentar solamente el variador que se esta cargando porque se pueden tener conflictos de los
potenciales que siguen la configuracin de E/S.
Bloque de conectores de alimentacion
La resistencia de frenado pasa ala parte de arriba del variador.
Tarjeta SM-Resolver:
Correspondencia de colores entre la tarjeta RLV UMV y SM-resolver
RLV-UMV SM-RESOLVER
SIN H 48 Rosa 9
SIN L 49 Gris 10
COS H 50 Rojo 12
COS L 51 azul 11
Ext H 52 amarillo 13
Ext L 53 verde 14
RLV-UMV SM-RESOLVER
A 40 verde 1
A/ 41 amarillo 2
0v 42 azul 3
B 43 cafe 4
B/ 44 Blanco 5
0v 45 azul 6
Z 46 Rosa 7
Z/ 47 Gris 8
Tarjeta SM- aplicacin:
No hay alimentacion 5Vdc ni tampoco los reles KA105 y KA106 porque las entradas/salidas rpidas
estn conectadas al bloque de conectores del lado derecho de la targeta en 24Vdc (vase
documentacin).
El conector central permite conectar los variadores en CT-Net (protocolo de Leroy
Somer).
Tarjeta SM-Profibus:
Un solo conector profibus.
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 2 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Primer cargamento:
Durante el primer cargamento, recomiendo no utilizar el software de SYPTPro que
no es muy prctico cargar los variadores en proyecto fuera de linea
Lo ms simple es utilizar el programa de WinFlasher que permite cargar versiones de firmware o
programas DPL compilados (.bin).
Este primer cargamento permitir parametrar automaticamente el modo de
operacin del variador, del profibus de la red y de Ctnet.
Si uno tiene solamente archivo DPL (fuente) es necesario abrirlo para lanzar ditor de DPL para
despues compilarlo y generar todos los archivos como el .BIN
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 3 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Iniciar el programa WinFlasher.exe
Seleccionar transferencia Download a compiled program
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 4 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Seleccionar el programa a cargar (.bin).
Seleccionar los parmetros de comunicacin as como la direccin de la tarjeta en el emplazamiento
3 del variador (1.3).
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 5 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Conectar el RJ45 en el variador, Hacer clic sobre el botn rojo y esperar el final del cargamento.
Repetir la operacin para cada variador moviendo el conector.
Una vez que cargamentos hayan acabado, Volver a conectar en M1 y no volverlo a utilizar para
SYPT.
3) creacin del proyecto en lnea
lanzar SYPTPro.
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 6 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Configurar la conexin.
Pasar a modo en lnea para detectar los ejes
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 7 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Al final de la deteccin la red debe ser visualizada.
Los programas aparecen en amarillo, Solo es necesario hacer doble clic en cada uno
De los variadores para importar los programas en el proyecto.
Para constituir el proyecto ms rpidamente, elegir la opcin ADD ALL
DETECTED NODES en el menu proyecto y despus dar clic Upload and Build.
El proyecto es enseguida construido (los celdas pasan en blanco), solo hay que guardarlo en
C:\cermexoc\unidivre (disponible en el men file).
Posiblemente es necesario cerrar el proyecto y abrir el del cermexoc del repertorio para no trabajar con el
repertorio por defecto del SYPT.
Ahora, es posible abrir, modificar y cargar los programas
de cada eje y guardarlos en el proyecto.
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 8 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Atencin, SYPT reelegir el programa del origen con la direccin del nodo de CTNet.
El programa SP_01_00.DPL se convertir en CTNet0_Node_1.DPL, pero el ttulo de origen puede ser
consultado sealando con el cursor el variator o abrindo el programa
Ser necesario tener cuidado para renombrar el programa antes de ponerlo al da dentro de la base y
continuar poniendo ndicaciones segn las modificaciones por razones evidentes de evolucin
4) Uso de SYPTPro
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 9 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
Para modificar o visualizar el programa, es necesario abrir la tarea en la estructura arborescente,
despus modificar el codigo en el editor antes de compilar con el icono build o build code en la
pestaa proyecto
Atencin, es necesario estar fuera de lnea para poder modificar el cdigo.
Para la visualizacin dinmica, es posible visualizar varias variables dentro de distintos variadores en
la misma ventana.
5) Autocalibrado de los motores
Introducir el cdigo 1253 en 0.0 en caso que sea necesario.
Modificar el modo en 0.48 (vectorial o servo) en caso que sea necesario.
Introducir en el motor los parmetros a partir de 0.42 a 0.46 en caso que sea necesario.
validar los cambios con el cdigo 1000 en 0.0 despues presionar botn rojo (Reset).
Modificar en 1.14 el modo de funcionamiento, pasar a PAD.
Forzar el contactor del motor.
Poner el 0.40 en 2 despus presionar Start (botn VERDE).
El variador debe desplegar AUTO Tune y despus el 0.40 paso otra vez a 0 si todo es Correcto.
Poner el 1.14 en modo PR (servo) o Prc (vectorial).
guardar con el cdigo 1000 en 0.0 y reset (botn rojo).
Por el momento es necesario invertir el par Rosa/Gris y U/V para modificar el sentido de
rotacion del motor fcilmente.
Visualizar el calado del resolver en 0.43 (en grados).
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 10 /11
VI AUTOMATISME
Ficha de utilizacin de los variadores UNIDRIVE SP y del SYPTPro
6) utilisacion de la SMARTCARD
Para arrancar los motores ms rpidamente y comprobar el sentido y la calibracin del resolver, se
puede utilizar la smartcard para guardar los ajustes del eje en caso del reemplazo del variador o para
arrancar un motor nuevo.
Para leer en una tarjeta:
cambiar el modo de funcionamiento (SERVO o VECTORIAL).
poner la tarjeta preprogramada del eje deseado (M6 por ejemplo).
ir a 0.30 y poner el parmetro en READ + boton RESET.
comprobar los parmetros a partir de 0.42 a 0.46 en caso de ser necesario.
hacer una autocalibracion.
Para guardar en una tarjeta:
dar colocar la tarjeta virgen dentro del variador.
ir a 0.30 y poner el parmetro en PROG + boton Reset .
Atencin, el parmetro 0.43 corresponde al calado del resolver para un motor SERVO y al
rendimiento para un motor ASINCRONO. Hay que verificar bien los parmetros
0.42 a 0.46 antes de poner el eje bajo tensin o utilizar el procedimiento de
autocalibracion antes de accionar el contactor para evitar todo mal funcionamiento.
Chargement var unidrive ES 1.1 V 20 / 02 / 2006 Page 11 /11
You might also like
- Repuestos Sensores SIDELDocument1 pageRepuestos Sensores SIDELDaniel Morales MontecinosNo ratings yet
- Mantenimiento preventivo sopladora SBO 6Document7 pagesMantenimiento preventivo sopladora SBO 6Angelik Palma100% (1)
- Pale Tiz AdoraDocument262 pagesPale Tiz AdorapeladoxsNo ratings yet
- Sidel - Services - Maintenance - AJE 2017Document34 pagesSidel - Services - Maintenance - AJE 2017Oscar PettersNo ratings yet
- 3361 U 01 SpaDocument556 pages3361 U 01 Spafabiopavonpy77No ratings yet
- Sidel MatrixDocument2 pagesSidel MatrixEzequiel ValenciaNo ratings yet
- Manual TECMI EV750-50 + TT70-45x3 380Document60 pagesManual TECMI EV750-50 + TT70-45x3 380José Gregorio Sánchez GarciaNo ratings yet
- Reset PCC y PLC Sideles 2 y 3Document25 pagesReset PCC y PLC Sideles 2 y 3Isaaclobo26No ratings yet
- FC7A1C5B9B7356D6Document96 pagesFC7A1C5B9B7356D6Joel Jesus PardoNo ratings yet
- Informe Tecnico Amcor - SBO10 27 Hasta El 28-03-2014-2Document12 pagesInforme Tecnico Amcor - SBO10 27 Hasta El 28-03-2014-2jesustutaNo ratings yet
- DM210787 B EsDocument110 pagesDM210787 B EsferprissNo ratings yet
- Empacadora ADocument4 pagesEmpacadora ApeladoxsNo ratings yet
- Determinación de la capacidad real de un pasteurizador y su gasto de agua de enfriamientoDocument64 pagesDeterminación de la capacidad real de un pasteurizador y su gasto de agua de enfriamientoAndres Felipe Mendoza ObandoNo ratings yet
- DM210795 B EsDocument164 pagesDM210795 B EsferprissNo ratings yet
- Manual Tecnopet - 2000S - n11Document125 pagesManual Tecnopet - 2000S - n11William Herrera100% (1)
- Máquina SidelDocument3 pagesMáquina SidelPaul Valencia VasquezNo ratings yet
- DM211004 A Es PDFDocument156 pagesDM211004 A Es PDFferpriss100% (1)
- 3361 U 00 SpaDocument522 pages3361 U 00 Spafabiopavonpy77No ratings yet
- Manual ENVOLVEDORA TECMI EV750 50 PDFDocument56 pagesManual ENVOLVEDORA TECMI EV750 50 PDFGabo Antonio Navarro Muñoz67% (3)
- Configuración y programación de envolvedora automáticaDocument59 pagesConfiguración y programación de envolvedora automáticaSimon Tolomeo100% (1)
- 03ve149 Bp800arv230r P ProyectolavitalDocument4 pages03ve149 Bp800arv230r P ProyectolavitalEsau Antulio Mansilla MendozaNo ratings yet
- MOLDES DE INYECCION PARA PLASTICOS. Parte II CALCULOS PARA EL APROVECHAMIENTO OPTIMO DE LA CAPACIDAD INSTALADA EN PROCE SOS DE INYECCIONDocument19 pagesMOLDES DE INYECCION PARA PLASTICOS. Parte II CALCULOS PARA EL APROVECHAMIENTO OPTIMO DE LA CAPACIDAD INSTALADA EN PROCE SOS DE INYECCIONDiego Andres Diaz Cuervo100% (1)
- Creación de Un Proceso UniversalDocument127 pagesCreación de Un Proceso Universalrangel_maria100% (1)
- Manual Etiquetadora ASTECH - 4300 - Serie 2008Document60 pagesManual Etiquetadora ASTECH - 4300 - Serie 2008XiomyArriolaAto100% (1)
- HyPET Maintenance Course (LSP) Cristian PDFDocument234 pagesHyPET Maintenance Course (LSP) Cristian PDFJuan DavidNo ratings yet
- Sacmi Labelling Solutions: by Sacmi Labelliing. The SpecialistDocument86 pagesSacmi Labelling Solutions: by Sacmi Labelliing. The SpecialistFaanquinRodriguezNo ratings yet
- Sopladora SipaDocument14 pagesSopladora SipaRoberto Carlos Hernández C100% (1)
- Proceso en Español Soplado - CLindleyDocument104 pagesProceso en Español Soplado - CLindleyYeferson Huari Llacza100% (2)
- Sidel Techical Training Catalogue 2016 Es PDFDocument266 pagesSidel Techical Training Catalogue 2016 Es PDFLi MesNo ratings yet
- Catalogo de Partes - Rinser 18p - Grajales - 2012Document49 pagesCatalogo de Partes - Rinser 18p - Grajales - 2012Diseño 5No ratings yet
- Coalza RS250DVDocument1 pageCoalza RS250DVJosué DZUDIENo ratings yet
- RG21UCS - Operator's Manual ESDocument186 pagesRG21UCS - Operator's Manual ESChew BaccaNo ratings yet
- Catalogo LPB MaquinasDocument48 pagesCatalogo LPB MaquinasLucianoNo ratings yet
- Llenadora de Bote de Aluminio Marca SidelDocument422 pagesLlenadora de Bote de Aluminio Marca SidelCristian Eduardo Ariel ROJAS100% (1)
- Catalogo Industria em Botella DoDocument31 pagesCatalogo Industria em Botella DoMIGUEL100% (1)
- Manual en Español Sminpack FP560Document54 pagesManual en Español Sminpack FP560nelson enrique aguilera mendezNo ratings yet
- Manual - SP 1.2Document159 pagesManual - SP 1.2Marco Vargas100% (1)
- DM210825 0 EsDocument104 pagesDM210825 0 EsferprissNo ratings yet
- Proceso Maquina Tba BrikDocument7 pagesProceso Maquina Tba Briknano2125No ratings yet
- Chapter 8 Keba Ma8000 440vDocument48 pagesChapter 8 Keba Ma8000 440vAarón Díaz0% (1)
- Catálogo de recambios multilingüe máquina enrolladoraDocument29 pagesCatálogo de recambios multilingüe máquina enrolladoravalles_1168No ratings yet
- ENGEL Elast EsDocument11 pagesENGEL Elast EsAlejandra ValdezNo ratings yet
- B 11529 CF Es 01Document697 pagesB 11529 CF Es 01Pablo Armenta100% (1)
- Un Buen Indicador de Brillo Perlado Es Su Ocurrencia en Áreas Altamente Estiradas Como Los Pies en Este Contenedor de 15 LDocument17 pagesUn Buen Indicador de Brillo Perlado Es Su Ocurrencia en Áreas Altamente Estiradas Como Los Pies en Este Contenedor de 15 Lplasticos_jfm6580No ratings yet
- 119 MM 13Document20 pages119 MM 13Gaston Labra100% (1)
- Empresa - Informe Gestion de Procesos - Grupo - 10Document32 pagesEmpresa - Informe Gestion de Procesos - Grupo - 10Javier LoaizaNo ratings yet
- Iansagro 5KgDocument73 pagesIansagro 5KgClaudio Antonio Pezoa AburtoNo ratings yet
- SmartPower 240/1000 UNILOG B8Document115 pagesSmartPower 240/1000 UNILOG B8Edinson Ortiz100% (1)
- Proceso de InyeccionDocument384 pagesProceso de InyeccionJaime Villamil Mendoza100% (3)
- Manual de enlaineradora de tapas SM62Document50 pagesManual de enlaineradora de tapas SM62pompines123No ratings yet
- Coven Egidio: Configuração StandardDocument2 pagesCoven Egidio: Configuração Standardradjai younesNo ratings yet
- MM 3212184 0504Document136 pagesMM 3212184 0504Javier Eduardo Pinilla SanchezNo ratings yet
- KG001904 - EspañolDocument60 pagesKG001904 - EspañolALFONSO TORRESNo ratings yet
- Cap 7 MantenimientoDocument36 pagesCap 7 MantenimientoGeovanny Cardenas JaimeNo ratings yet
- MM 1365958 0502Document426 pagesMM 1365958 0502Emerson IpialesNo ratings yet
- DM210832 A EsDocument144 pagesDM210832 A EsferprissNo ratings yet
- Manaul Dosificador KochDocument26 pagesManaul Dosificador KochALFONSO TORRESNo ratings yet
- FICHA TECNICA P10 NT - NuevaDocument1 pageFICHA TECNICA P10 NT - NuevaSoloarcillas SasNo ratings yet
- Ficha Tecnica P7 Extra NT Maxitec PDFDocument1 pageFicha Tecnica P7 Extra NT Maxitec PDFSoloarcillas SasNo ratings yet
- Desmontaje y montaje de elementos de aluminio. TMVL0309From EverandDesmontaje y montaje de elementos de aluminio. TMVL0309No ratings yet
- Loto SamDocument22 pagesLoto SamGuillermo Evangelista AdrianzénNo ratings yet
- Articulo Tratamiento Agua CalderasDocument18 pagesArticulo Tratamiento Agua Calderasvitin_thiago100% (1)
- Cedulacensal CPV201706 JunDocument5 pagesCedulacensal CPV201706 Junamericanoticias88% (75)
- PREIN UPAO 2013Document12 pagesPREIN UPAO 2013Guillermo Evangelista AdrianzénNo ratings yet
- Guias para La Calidad Del Agua Potable OMSDocument408 pagesGuias para La Calidad Del Agua Potable OMSRomulo Aycachi Inga80% (5)
- Mario Bunge y Su Aporte A La Educación UniversitariaDocument4 pagesMario Bunge y Su Aporte A La Educación UniversitariaGuillermo Evangelista Adrianzén100% (1)
- Con A VanDocument473 pagesCon A VanRigan Eloy Pérez PacoriNo ratings yet
- Cargador Imax B6Document23 pagesCargador Imax B6karl_azytzeenNo ratings yet
- Guía #1Document3 pagesGuía #1Guillermo Evangelista AdrianzénNo ratings yet
- TGM Ap07 Ev01Document7 pagesTGM Ap07 Ev01Vilo PerezNo ratings yet
- Cotizacion TDR2Document4 pagesCotizacion TDR2ELENO JHONN ABAN LUJERIONo ratings yet
- El Mobile Marketing (II)Document10 pagesEl Mobile Marketing (II)milenaNo ratings yet
- 2022 S1 Pep2Document2 pages2022 S1 Pep2Johan MorilloNo ratings yet
- Manual DIGIDocument99 pagesManual DIGIRoberto MaturanaNo ratings yet
- Cuestionario Auditoria AdministrativaDocument3 pagesCuestionario Auditoria AdministrativaAlejandro Palacios VargasNo ratings yet
- Ejercicios Resueltos - OptimizacionDocument111 pagesEjercicios Resueltos - OptimizacionClaudio López Inostroza100% (1)
- Analisis Oferta CompraventaDocument2 pagesAnalisis Oferta Compraventagloriae mogolloncNo ratings yet
- Análisis de inventarios de bodegaDocument499 pagesAnálisis de inventarios de bodegaEduar Alexander SalamancaNo ratings yet
- PASANTIASDocument5 pagesPASANTIASalberlis100% (1)
- CaranquiDocument46 pagesCaranquiJANETH ALEXANDRA GUERRERO SIMBANo ratings yet
- Tarea Calidad AmazonDocument3 pagesTarea Calidad AmazonAndres Mora MenendezNo ratings yet
- LineasDocument11 pagesLineasGere ValeNo ratings yet
- Unidad 1. Actividades de AprendizajeDocument5 pagesUnidad 1. Actividades de AprendizajejesusNo ratings yet
- Mapa Conceptual - Mercado PetroleroDocument2 pagesMapa Conceptual - Mercado PetroleroelguevoenmascaraoNo ratings yet
- Subnetting y VLSMDocument4 pagesSubnetting y VLSMMishito ChanNo ratings yet
- Ezshare 433119796 124Document46 pagesEzshare 433119796 124betuco_1No ratings yet
- Epii-Ta-9-Formulacion y Evaluacion de Proyectos 2020-1 1703-17501Document9 pagesEpii-Ta-9-Formulacion y Evaluacion de Proyectos 2020-1 1703-17501Nicole Hinostroza100% (3)
- Formatos KardexDocument3 pagesFormatos KardexAna M. PedrazaNo ratings yet
- Vilma ParraDocument171 pagesVilma ParraCLABERT VALENTIN AGUILAR ALEJONo ratings yet
- Reentrada A Pozos Cerrados y Abandonados 1 2Document36 pagesReentrada A Pozos Cerrados y Abandonados 1 2FelipeMendoza100% (1)
- PrimilloDocument35 pagesPrimilloDarwin RVNo ratings yet
- Evaluacion U2Document10 pagesEvaluacion U2Juan Rodriguez100% (1)
- Colonialismo en Asia y ÁfricaDocument11 pagesColonialismo en Asia y ÁfricaLuciana MojicaNo ratings yet
- Manual de Instalación Luminaria de Emergencia Aviso SalidaDocument1 pageManual de Instalación Luminaria de Emergencia Aviso SalidaGerman Gabriel Martinez Maldonado100% (1)
- GENIALLYDocument5 pagesGENIALLYValentina Guerrero OrtizNo ratings yet
- Mileidy PDFDocument5 pagesMileidy PDFSamuel GomezNo ratings yet
- Presentación Hospital Italiano Buenos Aires - JCI - 2017Document50 pagesPresentación Hospital Italiano Buenos Aires - JCI - 2017jorgebiolattoNo ratings yet
- Tarea Tum 03Document5 pagesTarea Tum 03DAVINIANo ratings yet
- Caso Real de Innovación EcofloraDocument21 pagesCaso Real de Innovación EcofloraÓSCAR ÁNGEL100% (1)