You might also like
- Basics Coal CharacteristicsDocument28 pagesBasics Coal CharacteristicsMallinatha PNNo ratings yet
- CDF SlidesDocument6 pagesCDF SlidesAli HüthütNo ratings yet
- Aixergeecompres2014 140709020953 Phpapp01Document17 pagesAixergeecompres2014 140709020953 Phpapp01Ali HüthütNo ratings yet
- Ovality Analysis 12345Document31 pagesOvality Analysis 12345Ramsai ChigurupatiNo ratings yet
- CDF SlidesDocument6 pagesCDF SlidesAli HüthütNo ratings yet
- Kiln Audit Training DetailsDocument20 pagesKiln Audit Training DetailsTamer Fathy100% (5)
- Clean Coal Technologies and Environmental RegulationDocument24 pagesClean Coal Technologies and Environmental RegulationIhwan Limanto100% (1)
- DCVFDocument2 pagesDCVFAli HüthütNo ratings yet
- The Coal Resource, A Comprehensive Overview of Coal (World Coal Institute)Document48 pagesThe Coal Resource, A Comprehensive Overview of Coal (World Coal Institute)alabamacoal100% (1)
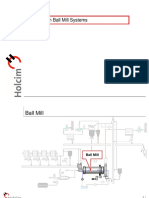
- Grinding With Ball Mill SystemsDocument47 pagesGrinding With Ball Mill SystemsaghilifNo ratings yet
- WsdeDocument1 pageWsdeAli HüthütNo ratings yet
- Kiln control variables optimizationDocument50 pagesKiln control variables optimizationElder A. Gutiérrez Villacorta100% (1)
- Kiln Audit Training DetailsDocument20 pagesKiln Audit Training DetailsTamer Fathy100% (5)
- The Coal Resource, A Comprehensive Overview of Coal (World Coal Institute)Document48 pagesThe Coal Resource, A Comprehensive Overview of Coal (World Coal Institute)alabamacoal100% (1)
- 04 Vertical Roller MillsDocument12 pages04 Vertical Roller MillsVishnu Vardhan . C100% (4)
- 3-1-2 Presentation JFEengineering PublicDocument14 pages3-1-2 Presentation JFEengineering PublicAli HüthütNo ratings yet
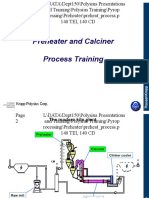
- Preheat ProcessDocument42 pagesPreheat ProcessAnGahBasHaNo ratings yet
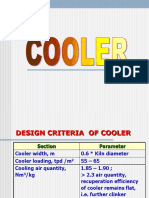
- 3 Cooleftrr - PpsDocument19 pages3 Cooleftrr - PpsAli HüthütNo ratings yet
- Bag FiltersDocument18 pagesBag FiltersAli HüthütNo ratings yet
- Rotary Airlock Feeder (Valve)Document6 pagesRotary Airlock Feeder (Valve)Ali Hüthüt100% (3)
- Weight and Surface of Grinding ChargesDocument2 pagesWeight and Surface of Grinding ChargesBùi Hắc HảiNo ratings yet
- 1 SMDocument6 pages1 SMAli HüthütNo ratings yet
- Pneumatic Conveying SystemsDocument57 pagesPneumatic Conveying SystemsSakthi Vel100% (1)
- No. of Bricks Per Ring Calculation SheetDocument3 pagesNo. of Bricks Per Ring Calculation SheetAli HüthütNo ratings yet
- 1 SMDocument6 pages1 SMAli HüthütNo ratings yet
- FK Pump Operation and ComponentsDocument9 pagesFK Pump Operation and ComponentsAli Hüthüt100% (1)
- 3-1-2 Presentation JFEengineering PublicDocument14 pages3-1-2 Presentation JFEengineering PublicAli HüthütNo ratings yet
- User ManualDocument37 pagesUser ManualAli HüthütNo ratings yet
- Epe 2016012916415664-2 PDFDocument11 pagesEpe 2016012916415664-2 PDFAli Hüthüt100% (1)
- How To Control Kiln Shell CorrosionDocument72 pagesHow To Control Kiln Shell CorrosionNael100% (5)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Li FiDocument38 pagesLi FireleeshaaaNo ratings yet
- ASME B31.8 Hydro Test RequirementsDocument28 pagesASME B31.8 Hydro Test RequirementsNabankur Ray100% (1)
- SK200-8 YN11 Error CodesDocument58 pagesSK200-8 YN11 Error Codest544207189% (37)
- Work and PowerDocument26 pagesWork and Powernicka castilloNo ratings yet
- 08 Kobelco MARK 8 Mechatron Control SistemDocument45 pages08 Kobelco MARK 8 Mechatron Control SistemNadiel Aceto 46100% (1)
- Act 139 Factories and Machinery Act 1967Document45 pagesAct 139 Factories and Machinery Act 1967Adam Haida & Co100% (2)
- Starch-Based Plastics: Olivier Vilpoux & Luc AverousDocument0 pagesStarch-Based Plastics: Olivier Vilpoux & Luc AverousCheu Hann Jong0% (1)
- GreenTech EC Technology enDocument44 pagesGreenTech EC Technology enspscribd1No ratings yet
- Diesel Engine Power Plant GuideDocument51 pagesDiesel Engine Power Plant GuideShashank ShastriNo ratings yet
- ALSOQOOF IntroductionDocument5 pagesALSOQOOF Introductionsudeesh kumarNo ratings yet
- General Science: 1. Introduction and Role of ScienceDocument2 pagesGeneral Science: 1. Introduction and Role of ScienceCh Shakeel Ahmed MayoNo ratings yet
- Aoc 712sa+Service+ManualDocument50 pagesAoc 712sa+Service+ManualGiovanny Gregorio Gonzalez SanchezNo ratings yet
- The Sun As The AxisDocument20 pagesThe Sun As The AxisNeb Nyansapo Noopooh100% (2)
- Fire Safety Procedures: Prevention, Equipment & AlarmsDocument11 pagesFire Safety Procedures: Prevention, Equipment & AlarmsCyrus SantosNo ratings yet
- Menard vertical drains consolidate soilsDocument3 pagesMenard vertical drains consolidate soilsSyed Shariq HassanNo ratings yet
- Topic 2.4 - Momentum and ImpulseDocument38 pagesTopic 2.4 - Momentum and ImpulseKhánh NguyễnNo ratings yet
- Advanced Fluid Characterization (Schlumberger)Document8 pagesAdvanced Fluid Characterization (Schlumberger)Astrid Hardtke100% (1)
- Calculate Specific Heat of MetalDocument2 pagesCalculate Specific Heat of MetalIsabelNo ratings yet
- Minerals Engineering: Paul W. Cleary, Matt D. SinnottDocument22 pagesMinerals Engineering: Paul W. Cleary, Matt D. SinnottAlbertoNo ratings yet
- 1104C Torque Specs PERKINS-1104-11-15-2018-657Document11 pages1104C Torque Specs PERKINS-1104-11-15-2018-657Jose Ricardo Gomez CardenasNo ratings yet
- Underground Facilities for Better Environment and Safety - IndiaDocument8 pagesUnderground Facilities for Better Environment and Safety - Indiafini1968No ratings yet
- V. S. Wolkenstein - Problems in General Physics (1971, Mir Publishers)Document379 pagesV. S. Wolkenstein - Problems in General Physics (1971, Mir Publishers)lol88745No ratings yet
- Technical Data Sheet Technical Data Sheet Technical Data Sheet Technical Data Sheet JD 30 M JD 30 M JD 30 M JD 30 MDocument6 pagesTechnical Data Sheet Technical Data Sheet Technical Data Sheet Technical Data Sheet JD 30 M JD 30 M JD 30 M JD 30 MMhammedSimoNo ratings yet
- Temperature Controlled DC Fan Using OpDocument24 pagesTemperature Controlled DC Fan Using OpAnwesha pradhan100% (4)
- Nerc Sra 2022Document46 pagesNerc Sra 2022The Western Journal100% (1)
- PC400 400LC-8R PDFDocument8 pagesPC400 400LC-8R PDFAsmar FixNo ratings yet
- Ahemdabad Company Details (AutoRecovered) (AutoRecovered)Document261 pagesAhemdabad Company Details (AutoRecovered) (AutoRecovered)protonelectricals1208No ratings yet
- Bobcat Battery Reference GuideDocument2 pagesBobcat Battery Reference GuideFrancisco Godoy Kutzbach67% (3)
- Mahle GrafalDocument273 pagesMahle GrafalErnesto CruzaltaNo ratings yet
- X9 User Manual: ImportantDocument28 pagesX9 User Manual: ImportantWolleo LW100% (1)