You might also like
- Welder Qualification Test RequestDocument1 pageWelder Qualification Test RequestgoguluNo ratings yet
- Welding Program Quality Assurance GuideDocument19 pagesWelding Program Quality Assurance GuideDonald ray100% (1)
- Welder Continuity LogDocument3 pagesWelder Continuity Log942519100% (1)
- Birla Copper WPS For Tube To Tubesheet Welding MOC - CSDocument2 pagesBirla Copper WPS For Tube To Tubesheet Welding MOC - CSJitu Padhiyar PadhiyarNo ratings yet
- ASME SEC IX Article Iii, Welding Performance QualificationsDocument11 pagesASME SEC IX Article Iii, Welding Performance QualificationsTeoxNo ratings yet
- WPQ WELDER QUALIFICATION 16MM PLATE SMAWDocument1 pageWPQ WELDER QUALIFICATION 16MM PLATE SMAWniket0No ratings yet
- WPQR Welding Procedure QualificationDocument3 pagesWPQR Welding Procedure QualificationThanasis KyrgiazoglouNo ratings yet
- Material Certificate Plate 16mmDocument1 pageMaterial Certificate Plate 16mmAdeoyeNo ratings yet
- Visual Inspection Report FormDocument8 pagesVisual Inspection Report FormfriyantoNo ratings yet
- RT ReportDocument4 pagesRT ReportWeldcast Ndt100% (1)
- Welder Monitoring SheetDocument1 pageWelder Monitoring SheetQC apollohx100% (1)
- Ador Welding Limited: Test CertificateDocument1 pageAdor Welding Limited: Test Certificatematerial himskaf100% (2)
- Quality Control Manual GuideDocument99 pagesQuality Control Manual Guidedoyenofcastle100% (4)
- PQR WPQ Witness Report LatestDocument1 pagePQR WPQ Witness Report LatestSatish KeskarNo ratings yet
- WPS D1.3-2012 BlankDocument1 pageWPS D1.3-2012 BlankpjbedelNo ratings yet
- Hydrotesting of PipelineDocument14 pagesHydrotesting of PipelineJWC Sales & Services :100% (1)
- Installation Checklist Adhesive BondingDocument1 pageInstallation Checklist Adhesive BondingGogulu KumarNo ratings yet
- Log Sheet For Baking ElectrodesDocument1 pageLog Sheet For Baking ElectrodesAbu HurairaNo ratings yet
- Hydraulic crash barriers ITPDocument4 pagesHydraulic crash barriers ITPmoytabura96No ratings yet
- Interactive Form QW-485 PDFDocument1 pageInteractive Form QW-485 PDFRama Krishna Reddy DonthireddyNo ratings yet
- Welding Procedure Specification For Storage Tank & Piping SystemDocument3 pagesWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNo ratings yet
- Torque ReportDocument1 pageTorque Reportjarofidz100% (1)
- Shaik Yousufuddin (Welding Inspector)Document3 pagesShaik Yousufuddin (Welding Inspector)Mohamed AdelNo ratings yet
- CERTIFICATE NO 2 Electric Welding MachineDocument2 pagesCERTIFICATE NO 2 Electric Welding MachineOwais MalikNo ratings yet
- QIP of Boiler For ErectionDocument6 pagesQIP of Boiler For ErectionUmair Awan100% (2)
- LBW WOPQ REV. 2010a Interactive FormDocument1 pageLBW WOPQ REV. 2010a Interactive Formcosmicbunny100% (1)
- Control of Monitoring and Measuring EquipmentDocument6 pagesControl of Monitoring and Measuring EquipmentJaved Iqbal0% (1)
- 8 Material ControlDocument8 pages8 Material ControlPrakash RajNo ratings yet
- Stage Wise Inspection ReportDocument2 pagesStage Wise Inspection ReportKarthi Keyan100% (2)
- Visual Inspection Procedure 0222 160 P PT PTJ 0008Document7 pagesVisual Inspection Procedure 0222 160 P PT PTJ 0008Noble PrinceNo ratings yet
- CQI-IRCA Certified-PR328 QMS ISO 9001 2015 Lead Auditor-CourseDocument3 pagesCQI-IRCA Certified-PR328 QMS ISO 9001 2015 Lead Auditor-CourseFurkanNo ratings yet
- Weld Matrix Format 1Document7 pagesWeld Matrix Format 1Arslan WaheedNo ratings yet
- 4260Document10 pages4260Lipika GayenNo ratings yet
- Welding Consumable Receiving LogDocument11 pagesWelding Consumable Receiving LogKandula Raju100% (1)
- ITP Piping Stainless Steel (REV2.0)Document3 pagesITP Piping Stainless Steel (REV2.0)mohd as shahiddin jafriNo ratings yet
- F-Qa-03 Material Inspection ReportDocument2 pagesF-Qa-03 Material Inspection ReportHilal mohamedNo ratings yet
- Exhibit No.34 - Welding Consumables Receiving Inspection RecordDocument1 pageExhibit No.34 - Welding Consumables Receiving Inspection RecordMohammed KamalNo ratings yet
- Welding Procedure Specification Register (Structural Steel) : AWS D1.1Document14 pagesWelding Procedure Specification Register (Structural Steel) : AWS D1.1murshid badshah100% (2)
- Hindustan Petroleum Standard Piping Inspection Test PlanDocument6 pagesHindustan Petroleum Standard Piping Inspection Test Planمحمد أزها نو الدينNo ratings yet
- WPS for GTAW Welding of Aluminum Butt JointsDocument2 pagesWPS for GTAW Welding of Aluminum Butt Jointsmahmoud_allam3No ratings yet
- Welding Control ProcedureDocument4 pagesWelding Control Procedurevenkatesh100% (2)
- QC Sample Manual GenericDocument34 pagesQC Sample Manual GenericIan Stewart PorterNo ratings yet
- Weld Inspection Report (Weld Traceability Report)Document3 pagesWeld Inspection Report (Weld Traceability Report)Senthil Kumaran100% (1)
- Piping Fabrication Installation QCP On SiteDocument1 pagePiping Fabrication Installation QCP On SiteTarun PatelNo ratings yet
- TK®-236 Physical Properties: 1. HardnessDocument2 pagesTK®-236 Physical Properties: 1. HardnessSaradhi MedapureddyNo ratings yet
- PQR & WPQ Standard Testing Parameter WorksheetDocument4 pagesPQR & WPQ Standard Testing Parameter WorksheetcosmicbunnyNo ratings yet
- Field Welding Inspection Checklist: Wisconsin Department of TransportationDocument1 pageField Welding Inspection Checklist: Wisconsin Department of Transportationandreafaith biatingoNo ratings yet
- Welding Inspector Level 1 Exam Preparation: AboutDocument2 pagesWelding Inspector Level 1 Exam Preparation: Aboutaliriche0% (2)
- Electrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedureDocument2 pagesElectrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedurePrashant Puri100% (1)
- Final Inspection Release NoteDocument2 pagesFinal Inspection Release NoteMark ThrelfallNo ratings yet
- Offshore Marinetech PVT - LTD: Electrode Baking RegisterDocument3 pagesOffshore Marinetech PVT - LTD: Electrode Baking RegisterPrathamesh OmtechNo ratings yet
- Dimensional Control ProcedureDocument12 pagesDimensional Control ProcedureBethel NdifonNo ratings yet
- WPQ FormatDocument8 pagesWPQ FormatsanjaykumarmauryaNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- AWS Welder Qualification RecordDocument1 pageAWS Welder Qualification RecordParminder SinghNo ratings yet
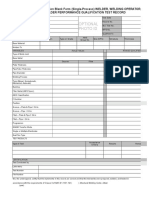
- Sample Welder Qualification Blank Form (Multi-Process) Welder, Welding Operator, or Tack Welder Performance Qualification Test RecordDocument1 pageSample Welder Qualification Blank Form (Multi-Process) Welder, Welding Operator, or Tack Welder Performance Qualification Test RecordtuanNo ratings yet
- ATF WelderTestPackage v2Document5 pagesATF WelderTestPackage v2Ashish PatelNo ratings yet
- D17.1 D17.1M 2017 Sample PQTR FormDocument1 pageD17.1 D17.1M 2017 Sample PQTR FormPabloLamelaNo ratings yet
- Aws WPQDocument3 pagesAws WPQKaliman MendozaNo ratings yet
- WPQ Form As Per En-287Document2 pagesWPQ Form As Per En-287Anonymous 0rt9KWmNNo ratings yet
- AD 2000-Merkblatt: Safety Devices Against Excess Pressure - Bursting Safety Devices - A1Document12 pagesAD 2000-Merkblatt: Safety Devices Against Excess Pressure - Bursting Safety Devices - A1Özkan GezerNo ratings yet
- 097 Paint Application Specs & GuidesDocument2 pages097 Paint Application Specs & Guidessajithv78No ratings yet
- NZ Metal Roof and Wall Cladding - Code of Practice Rev02 PDFDocument380 pagesNZ Metal Roof and Wall Cladding - Code of Practice Rev02 PDFBui Chi TamNo ratings yet
- Cold-Formed Steel Framing Design Guide Second EditionDocument247 pagesCold-Formed Steel Framing Design Guide Second EditionFredoNo ratings yet
- BS Iso 668-2020Document23 pagesBS Iso 668-2020Bui Chi Tam100% (1)
- AISI Code of Standard Practice 2006Document31 pagesAISI Code of Standard Practice 2006Edison BecerraNo ratings yet
- 04en - Part4 Dynamic Longitudinal Impact Test For Gas ContainersDocument12 pages04en - Part4 Dynamic Longitudinal Impact Test For Gas ContainersBui Chi TamNo ratings yet
- TCVN7571-5 - 2019 - THÉP GÓC CẠNH ĐỀU VÀ KHÔNG ĐỀU - DUNG SAI HỆ MÉT VÀ HỆ INCHDocument18 pagesTCVN7571-5 - 2019 - THÉP GÓC CẠNH ĐỀU VÀ KHÔNG ĐỀU - DUNG SAI HỆ MÉT VÀ HỆ INCHBui Chi TamNo ratings yet
- TCVN7571-11 - 2019 - Thép CDocument14 pagesTCVN7571-11 - 2019 - Thép CBui Chi TamNo ratings yet
- NZ Metal Roof and Wall Cladding - Code of Practice Rev02 PDFDocument380 pagesNZ Metal Roof and Wall Cladding - Code of Practice Rev02 PDFBui Chi TamNo ratings yet
- ANSI - AHG2-4545FB (A2112) Test Report of Butt HingesDocument6 pagesANSI - AHG2-4545FB (A2112) Test Report of Butt HingesBui Chi TamNo ratings yet
- ANSI/BHMA A156.1-2016: American National Standard For Butts and HingesDocument1 pageANSI/BHMA A156.1-2016: American National Standard For Butts and HingesBui Chi TamNo ratings yet
- EN 10130 Web - Datasheet - b3.1Document3 pagesEN 10130 Web - Datasheet - b3.1Bui Chi TamNo ratings yet
- AISI Standards For Cold-Formed Steel FramingDocument19 pagesAISI Standards For Cold-Formed Steel Framingnicole pampangaNo ratings yet
- Resolution MSC.61 (67) - 1996 Annex 6 Fire Test ProceduresDocument40 pagesResolution MSC.61 (67) - 1996 Annex 6 Fire Test ProceduresBui Chi TamNo ratings yet
- D1796 PDFDocument7 pagesD1796 PDFKelly FetkovichNo ratings yet
- NZ Metal Roof and Wall Cladding - Code of Practice Rev02 PDFDocument380 pagesNZ Metal Roof and Wall Cladding - Code of Practice Rev02 PDFBui Chi TamNo ratings yet
- Astm D 95 PDFDocument5 pagesAstm D 95 PDFGianinaRoncalChávez100% (1)
- Manual For Procurement of Goods 2017-0-0Document266 pagesManual For Procurement of Goods 2017-0-0DhivaNo ratings yet
- 1040363-014 Rev 01 Technical Data BookDocument209 pages1040363-014 Rev 01 Technical Data BookBui Chi TamNo ratings yet
- Jis Z 3410Document14 pagesJis Z 3410Bui Chi TamNo ratings yet
- PIPES, FITTINGS & FLANGES MANUFACTURERDocument172 pagesPIPES, FITTINGS & FLANGES MANUFACTURERjlcarcaustohNo ratings yet
- CSA Welding Standards OverviewDocument57 pagesCSA Welding Standards OverviewAlexanderTomasik100% (1)
- Manual For Procurement of Goods 2017-0-0Document266 pagesManual For Procurement of Goods 2017-0-0DhivaNo ratings yet
- Percentage Oxygen PermitDocument1 pagePercentage Oxygen PermitBui Chi TamNo ratings yet
- Steel Onesteel HandbookDocument34 pagesSteel Onesteel HandbookjlolhnpNo ratings yet
- Nysdot SCM 2013Document320 pagesNysdot SCM 2013alum_91No ratings yet
- Regulation For Lifting SafetyDocument81 pagesRegulation For Lifting SafetyBui Chi TamNo ratings yet
- 0341Document22 pages0341Bui Chi TamNo ratings yet
- 0341Document22 pages0341Bui Chi TamNo ratings yet
- Microstructural Characterization, Strengthening and Toughening Mechanisms of A Quenched and Tempered Steel Effect of Heat Treatment ParametersDocument22 pagesMicrostructural Characterization, Strengthening and Toughening Mechanisms of A Quenched and Tempered Steel Effect of Heat Treatment ParametersAlmerindo JuniorNo ratings yet
- Solutions To ExercisesDocument47 pagesSolutions To ExercisesNathan D. Gutzmann60% (5)
- Electrical Properties of Materials Mod-1Document18 pagesElectrical Properties of Materials Mod-1Darshan rajNo ratings yet
- AC Biasing in TransisterDocument61 pagesAC Biasing in TransisterHariom RavatNo ratings yet
- 10 MW Unit 214.00 709 55.83 1972Document1 page10 MW Unit 214.00 709 55.83 1972Gangadhara P.K.No ratings yet
- Ethics IndividualDocument3 pagesEthics IndividualJustin JJNo ratings yet
- General Design Considerations for Chemical Plant DesignDocument27 pagesGeneral Design Considerations for Chemical Plant DesignTeddy Ekubay GNo ratings yet
- National Science Olympiad: SyllabusDocument4 pagesNational Science Olympiad: SyllabusawaninderNo ratings yet
- Fire Pump Installation GuideDocument3 pagesFire Pump Installation GuideJeff D. AgustinNo ratings yet
- cg-600 p2Document1 pagecg-600 p2mdishong27No ratings yet
- 1004 Saiesh 1005 Brembley 1006 Russell 1007 MukeshDocument65 pages1004 Saiesh 1005 Brembley 1006 Russell 1007 MukeshbenonNo ratings yet
- Brakes & Clutches: Formulas and Applications for Friction DevicesDocument16 pagesBrakes & Clutches: Formulas and Applications for Friction DevicesNeil RubsNo ratings yet
- EssayDocument3 pagesEssayKarina RamirezNo ratings yet
- CH 3 Gas Refrigeration CycleDocument20 pagesCH 3 Gas Refrigeration CycleMeleseNo ratings yet
- Kalina Cycle and Cement IndustryDocument8 pagesKalina Cycle and Cement IndustryEhab SabryNo ratings yet
- Type 316 Stainless Steel Properties & ApplicationsDocument3 pagesType 316 Stainless Steel Properties & Applicationsh4josephNo ratings yet
- KPSC/ KSEB/ SSC Electrical Score Academy: Questions: 75Document9 pagesKPSC/ KSEB/ SSC Electrical Score Academy: Questions: 75sreevasanthNo ratings yet
- Theory of The Triple Constraint - A Conceptual Review: December 2012Document8 pagesTheory of The Triple Constraint - A Conceptual Review: December 2012Keyah NkonghoNo ratings yet
- Ufc 3 430 09Document106 pagesUfc 3 430 09carlcrowNo ratings yet
- Enclosed Control Product Guide: April 2008Document456 pagesEnclosed Control Product Guide: April 2008MED-ROBIN2000No ratings yet
- Dolphin by EnOcean enDocument16 pagesDolphin by EnOcean en刘嘉伟No ratings yet
- Evaluating The Effectiveness of Retrofitting An Existing Hospitality Buildingsia in 2010-2014Document8 pagesEvaluating The Effectiveness of Retrofitting An Existing Hospitality Buildingsia in 2010-2014International Journal of Innovative Science and Research TechnologyNo ratings yet
- APFC Epcos 6Document8 pagesAPFC Epcos 6Sriman ChinnaduraiNo ratings yet
- More power in less space with SMA SUNNY CENTRAL UPDocument4 pagesMore power in less space with SMA SUNNY CENTRAL UPBrahadeesh Perinkolam MuraliNo ratings yet
- ZhangDocument21 pagesZhangjajajaja21No ratings yet
- OSHA Citations Against O&G and Ducci ElectricDocument107 pagesOSHA Citations Against O&G and Ducci ElectricRepublican-AmericanNo ratings yet
- Easy Genset Control: OperationDocument51 pagesEasy Genset Control: OperationdonothearNo ratings yet
- Design and implementation of a solar-powered electric smart benchDocument7 pagesDesign and implementation of a solar-powered electric smart benchAmir KalčoNo ratings yet
- How Electric Cars Work: A Guide to EV TechnologyDocument4 pagesHow Electric Cars Work: A Guide to EV TechnologyCarla LoiaconoNo ratings yet