You might also like
- Innata InmunidadDocument11 pagesInnata InmunidadJesús RomeroNo ratings yet
- Esfuerzo de ContactoDocument9 pagesEsfuerzo de ContactoÁnge Melo100% (1)
- CSWPSampleExam en EsDocument32 pagesCSWPSampleExam en EsJesusNo ratings yet
- CSWPSampleExam en EsDocument32 pagesCSWPSampleExam en EsJesusNo ratings yet
- Números adimensionales en mecánica de fluidosDocument4 pagesNúmeros adimensionales en mecánica de fluidosJesús RomeroNo ratings yet
- EnergiaGeotermica PDFDocument12 pagesEnergiaGeotermica PDFJosué GildardoNo ratings yet
- Ejercicio 3 TribologíaDocument8 pagesEjercicio 3 TribologíaJesús RomeroNo ratings yet
- Tríptico Cad CamDocument2 pagesTríptico Cad CamJesús RomeroNo ratings yet
- AerogeneradorDocument120 pagesAerogeneradorsiro01100% (19)
- Protocol Ok Yo ToDocument4 pagesProtocol Ok Yo ToCandy Arissaí Olivas PeñaNo ratings yet
- Estudio de Mercado Y Estimación de Costos Del ProyectoDocument32 pagesEstudio de Mercado Y Estimación de Costos Del ProyectoJesús RomeroNo ratings yet
- Caratulas AnexosDocument5 pagesCaratulas AnexosJesús RomeroNo ratings yet
- EG Energía geotérmicaDocument10 pagesEG Energía geotérmicaMelo GutiérrezNo ratings yet
- WishDocument2 pagesWishJesús RomeroNo ratings yet
- WishDocument2 pagesWishJesús RomeroNo ratings yet
- Matriz de Riesgos Laborales MRL Area de SoldaduraDocument3 pagesMatriz de Riesgos Laborales MRL Area de SoldaduraDiegoLalamaNo ratings yet
- Estudio de Mercado Y Estimación de Costos Del ProyectoDocument32 pagesEstudio de Mercado Y Estimación de Costos Del ProyectoJesús RomeroNo ratings yet
- Oleaginosas 1204Document15 pagesOleaginosas 1204Jesús RomeroNo ratings yet
- Acosta, Romero, Silva, Villegas, 9aDocument10 pagesAcosta, Romero, Silva, Villegas, 9aJesús RomeroNo ratings yet
- FarmacosDocument1 pageFarmacosJesús RomeroNo ratings yet
- Ejercicios Planteo Ecuaciones EnesDocument6 pagesEjercicios Planteo Ecuaciones EnesLorenaNo ratings yet
- Instalaciones Electricas CalculosDocument6 pagesInstalaciones Electricas Calculosel rafaNo ratings yet
- AkjaslkdñlDocument2 pagesAkjaslkdñlJesús RomeroNo ratings yet
- LiteeeDocument2 pagesLiteeeJesús RomeroNo ratings yet
- FÓRMULASDocument2 pagesFÓRMULASJesús RomeroNo ratings yet
- Estudio de Mercado Y Estimación de Costos Del ProyectoDocument32 pagesEstudio de Mercado Y Estimación de Costos Del ProyectoJesús RomeroNo ratings yet
- AISI1020Document8 pagesAISI1020Jesús RomeroNo ratings yet
- Comandos UBW GuiaDocument15 pagesComandos UBW GuiaKhristian VinicioNo ratings yet
- Capitulo-14-Fma-mhcnc y Codigos Ios (G M)Document101 pagesCapitulo-14-Fma-mhcnc y Codigos Ios (G M)Edwin BandaNo ratings yet
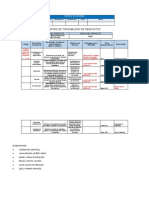
- Matriz de Trazabilidad de Requisitos: Nombre Del Proyecto Siglas Del ProyectoDocument5 pagesMatriz de Trazabilidad de Requisitos: Nombre Del Proyecto Siglas Del Proyectojhoerc28No ratings yet
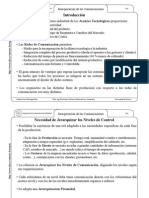
- Jerarquías comunicaciones automatizaciónDocument10 pagesJerarquías comunicaciones automatizaciónmarquininhoNo ratings yet
- Eett. Hogar de AncianosDocument62 pagesEett. Hogar de AncianosLuis Manuel San Juan CastroNo ratings yet
- Politicas Publicas Universales o Focalizadas Ventajas y Desventajas El Caso Sisben en ColombiaDocument34 pagesPoliticas Publicas Universales o Focalizadas Ventajas y Desventajas El Caso Sisben en ColombiaHugo TasbilleNo ratings yet
- LorenziDocument4 pagesLorenziFer NegriniNo ratings yet
- Caso de Operaciones de Transporte PDFDocument2 pagesCaso de Operaciones de Transporte PDFMiguel Mauricio Manjarres MonteroNo ratings yet
- Fabricacion de Botellas de VidrioDocument4 pagesFabricacion de Botellas de VidrioTNC PavelJNo ratings yet
- Capas anticontaminantes, subbases y bases: disposiciones generalesDocument14 pagesCapas anticontaminantes, subbases y bases: disposiciones generalesWalther Joule Huancas100% (1)
- Modelos Especiales de InventarioDocument11 pagesModelos Especiales de InventarioJ&G MultiserviciosNo ratings yet
- CAP1 en EsDocument92 pagesCAP1 en EsTerry Andy Melendez RodriguezNo ratings yet
- Informe-Analisis-Plan de Acción de Bombas Dosificadoras de Torres de EnfriamientoDocument2 pagesInforme-Analisis-Plan de Acción de Bombas Dosificadoras de Torres de EnfriamientoCesar RiscoNo ratings yet
- Un Caso AplicadoDocument2 pagesUn Caso AplicadoHenrique Hernan Pachas Andia0% (1)
- Actividad 7.1Document2 pagesActividad 7.1Jesulinar PajaroNo ratings yet
- Ideas de Negocios RentablesDocument45 pagesIdeas de Negocios RentablesOsman Ruiz Casso100% (1)
- Casas de Adobe ReforzadoDocument11 pagesCasas de Adobe ReforzadoFelix Alejandra Velasquez HuaytaNo ratings yet
- Valvulas en Instalaciones en EdificacionesDocument8 pagesValvulas en Instalaciones en EdificacionesCesar Yerba ApazaNo ratings yet
- Calidad Total e Iso 90002Document25 pagesCalidad Total e Iso 90002fadatamo2No ratings yet
- PDF Informe 1 Wincha y Cordel DDDocument11 pagesPDF Informe 1 Wincha y Cordel DDROGER ALEX GUTIERREZ SULLANo ratings yet
- Descripción y Operación Del Sistema de Arranque NeumáticoDocument6 pagesDescripción y Operación Del Sistema de Arranque NeumáticoLeonardo MijaresNo ratings yet
- PARTIDASDocument10 pagesPARTIDASfraaancisco gamboaNo ratings yet
- Bucyrus 495HR2 - Caterpillar 7495 Monoblock - EspanholDocument12 pagesBucyrus 495HR2 - Caterpillar 7495 Monoblock - EspanholPaolo CasarettoNo ratings yet
- Trabajo Práctico N°1 Unidad 1: Sistemas de Transmisión Flexibles de PotenciaDocument9 pagesTrabajo Práctico N°1 Unidad 1: Sistemas de Transmisión Flexibles de PotenciaBrandon Burgos lealNo ratings yet
- Aplicación Fuerza y Presión de Un LiquidoDocument10 pagesAplicación Fuerza y Presión de Un LiquidoStiven GonzalezNo ratings yet
- 2.5. Programa de Capacitacion y EntrenamientoDocument4 pages2.5. Programa de Capacitacion y EntrenamientoDiana EscobarNo ratings yet
- Manual de RSADocument115 pagesManual de RSARobert Pedraza LeonNo ratings yet
- Problemática de La Arquitectura Al Nivel Del PerúDocument4 pagesProblemática de La Arquitectura Al Nivel Del PerúFlor Victoria Cueva CruzNo ratings yet
- PROYECTO DE SANITARIA-Grupo N°3Document4 pagesPROYECTO DE SANITARIA-Grupo N°3Xavier Dorado ArdañaNo ratings yet
- Diseno y ConstrucciongranadosbejaranoDocument177 pagesDiseno y ConstrucciongranadosbejaranoAlvaro A. Kalle GonzalesNo ratings yet
- Catalogo Electricos 3M 2020Document39 pagesCatalogo Electricos 3M 2020Ricardo Ramirez Estrello100% (1)