You might also like
- Soldadura en el montaje de tuberías. FMEC0108From EverandSoldadura en el montaje de tuberías. FMEC0108Rating: 3.5 out of 5 stars3.5/5 (3)
- Tipos y Designaciones de Electrodos Revestidos.Document22 pagesTipos y Designaciones de Electrodos Revestidos.Miguel AgüeroNo ratings yet
- Conformado y curvado en la fabricación de tuberías. FMEC0108From EverandConformado y curvado en la fabricación de tuberías. FMEC0108No ratings yet
- Características electrodos soldaduraDocument16 pagesCaracterísticas electrodos soldaduraPierre NeiraNo ratings yet
- ElectrodosDocument16 pagesElectrodososcar.jazz71100% (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- Electodos RevestidosDocument13 pagesElectodos Revestidossepe00No ratings yet
- Apunte Curso de Soldadura SMAWDocument48 pagesApunte Curso de Soldadura SMAWКартэс ЭрнэстаNo ratings yet
- Apunte Curso de Soldadura SMAWDocument48 pagesApunte Curso de Soldadura SMAWCristian Camilo Wilches TitisNo ratings yet
- Proceso de soldadura por arco: definición, objetivos, materiales, clasificaciónDocument44 pagesProceso de soldadura por arco: definición, objetivos, materiales, clasificaciónExar OmegaNo ratings yet
- Manual de ElectrodosDocument15 pagesManual de ElectrodosarmandochoqueNo ratings yet
- Soldadura Por Arco Manual Con Electrodo RevestidosDocument11 pagesSoldadura Por Arco Manual Con Electrodo RevestidosfedreadicoNo ratings yet
- (127617721) Laboratorio SoldaduraDocument18 pages(127617721) Laboratorio SoldaduraMaurizio SoledispaNo ratings yet
- Cortes Ensayos DestructivosDocument63 pagesCortes Ensayos DestructivosALI JAWAHARLAL MAYORGA HUERTANo ratings yet
- Proceso de Soldadura - SawDocument8 pagesProceso de Soldadura - SawMiguel Canahuire MamaniNo ratings yet
- Caracteristicas de La SoldaduraDocument11 pagesCaracteristicas de La SoldaduraAriel ChafuelanNo ratings yet
- Basico para SoldadoresDocument13 pagesBasico para SoldadoresRonald ArturoNo ratings yet
- MotoresDocument50 pagesMotoresDaniel SilvaNo ratings yet
- Concepto de SoldaduraDocument5 pagesConcepto de SoldaduraMercedesMerccadoAlcantaraNo ratings yet
- Soldadura Por ArcoDocument40 pagesSoldadura Por ArcoNicolas MarcovecchioNo ratings yet
- Bitácora Proyecto Final SoldaduraDocument20 pagesBitácora Proyecto Final SoldaduraMiguel Arcos ArevaloNo ratings yet
- Trabajo de Investigacion de SoldaduraDocument34 pagesTrabajo de Investigacion de SoldaduraJuan Mansilla IsidroNo ratings yet
- Soldadura por arco con electrodo revestido: principios y aplicacionesDocument20 pagesSoldadura por arco con electrodo revestido: principios y aplicacionesRamiro MontañoNo ratings yet
- Práctica #05 Soldadura Eléctrica (Oficial)Document10 pagesPráctica #05 Soldadura Eléctrica (Oficial)Angie PortugalNo ratings yet
- Informe de Taller SoldaduraDocument27 pagesInforme de Taller SoldaduraNayeli Del CarpioNo ratings yet
- SOLDADURADocument6 pagesSOLDADURANereNo ratings yet
- Reconocimiento de equipos de soldaduraDocument18 pagesReconocimiento de equipos de soldaduraMilagros Allcca NoaNo ratings yet
- Aceros Inoxidables MartensiticoDocument4 pagesAceros Inoxidables Martensiticomarvin montesNo ratings yet
- Armado Manual SoldaduraDocument38 pagesArmado Manual SoldaduracvbcvNo ratings yet
- Composición de La Varilla de SoldaduraDocument20 pagesComposición de La Varilla de SoldadurayomismaviNo ratings yet
- Topico IDocument24 pagesTopico IafquinteroNo ratings yet
- Ciclo de trabajo soldaduraDocument5 pagesCiclo de trabajo soldaduraAnonymous yEL4YvJCNo ratings yet
- SoldaduraDocument32 pagesSoldaduraLUIS FRANCO GONZALO QUISPE HUANCANo ratings yet
- Clasificación RevestimientosDocument8 pagesClasificación RevestimientosJohnny ValenciaNo ratings yet
- Clase 2 2023 SmawDocument36 pagesClase 2 2023 SmawMikel MendezNo ratings yet
- CLASE 2. Estructuras MetálicasDocument125 pagesCLASE 2. Estructuras MetálicasnoahNo ratings yet
- Soldadura Soldexa R.zuñigaDocument98 pagesSoldadura Soldexa R.zuñigaRoger Anthony Zuñiga de la RosaNo ratings yet
- Humedad en Los ElectrodosDocument16 pagesHumedad en Los ElectrodosMichelPaucar0% (1)
- Soldadura Por Arco Con Electrodo Revestido - SMAW PDFDocument17 pagesSoldadura Por Arco Con Electrodo Revestido - SMAW PDFEdgargarNo ratings yet
- Soldadura Manual Por ElectrodoDocument8 pagesSoldadura Manual Por ElectrodoEd MartiNo ratings yet
- Apuntes de Soldadura Por Electrodo RevestidoDocument12 pagesApuntes de Soldadura Por Electrodo RevestidofallalovaldesNo ratings yet
- Soldadura Al Arco Manual2023Document59 pagesSoldadura Al Arco Manual2023Enzo DiazNo ratings yet
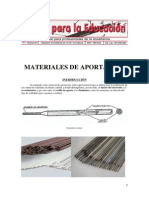
- Material de AportacionDocument14 pagesMaterial de AportacionJuan Manuel Gil FerreiraNo ratings yet
- 3.PPT Soldadura de Arco EléctricoDocument125 pages3.PPT Soldadura de Arco EléctricoGianfranco Ampuero Villavicencio100% (2)
- Trabajo 20% SoldaduraDocument14 pagesTrabajo 20% SoldaduraJesus CaraballoNo ratings yet
- Soldadura Por Arco SumergidoDocument10 pagesSoldadura Por Arco SumergidoJose Gonzalez RuizNo ratings yet
- Materiales de aportación electrodosDocument11 pagesMateriales de aportación electrodosRodrigo Andre Valdivia PintoNo ratings yet
- Procesos de Soldadura FinalDocument25 pagesProcesos de Soldadura Finalkrloz9999No ratings yet
- Presentacion Soldaduras - Procesos IndustrialesDocument27 pagesPresentacion Soldaduras - Procesos IndustrialesAlexander Mier GarciaNo ratings yet
- Arco Sumergido (SAW)Document22 pagesArco Sumergido (SAW)Italo Esquivel VeraNo ratings yet
- RECUBRIMIENTOSDocument5 pagesRECUBRIMIENTOSMecatronica TecNo ratings yet
- Manual Ceba SoldadpuntoDocument27 pagesManual Ceba SoldadpuntoleonilicoNo ratings yet
- Tarea 004Document3 pagesTarea 004Malu LCNo ratings yet
- Procesos Eléctricos de La SoldaduraDocument22 pagesProcesos Eléctricos de La SoldaduraSantiago BartzNo ratings yet
- Qué Es El Proceso de RoladoDocument12 pagesQué Es El Proceso de RoladoRigo Atoccsa25% (4)
- Guias de Practica 9Document20 pagesGuias de Practica 9Joaquin AlvarezNo ratings yet
- Electrodos RevestidosDocument34 pagesElectrodos RevestidosSebas OrozcoNo ratings yet
- Cuestionario de soldadura: preguntas y respuestas sobre códigos, posiciones, electrodos y másDocument29 pagesCuestionario de soldadura: preguntas y respuestas sobre códigos, posiciones, electrodos y másOtidnanref EkilNo ratings yet
- TEMA-Soldadura Por Arco Con Electrodo RevestidoDocument21 pagesTEMA-Soldadura Por Arco Con Electrodo RevestidoPaula Rodríguez CastroNo ratings yet
- Aplicación de Ensayos No Destructivos para La Evaluacion de Uniones SoldadasDocument10 pagesAplicación de Ensayos No Destructivos para La Evaluacion de Uniones SoldadasFrank PascumalNo ratings yet
- Introducción HidrostáticaDocument38 pagesIntroducción HidrostáticaFrank Pascumal100% (1)
- Gabriel Garcia Marques El Coronel No Tiene Quien Le Escriba ResumenDocument4 pagesGabriel Garcia Marques El Coronel No Tiene Quien Le Escriba ResumenFrank PascumalNo ratings yet
- Aplicación de Ensayos No Destructivos para La Evaluacion de Uniones SoldadasDocument10 pagesAplicación de Ensayos No Destructivos para La Evaluacion de Uniones SoldadasFrank PascumalNo ratings yet
- Resumen y Critica de La Obra Cien Años de SoledadDocument10 pagesResumen y Critica de La Obra Cien Años de SoledadFrank PascumalNo ratings yet
- Introduccion A La Seguridad IndustrialDocument6 pagesIntroduccion A La Seguridad IndustrialFrank PascumalNo ratings yet
- Canaima - Rómulo GallegosDocument161 pagesCanaima - Rómulo GallegosCarlos Enrique Quintero Regos83% (12)
- Resumen Independencia de CuencaDocument6 pagesResumen Independencia de CuencaFrank PascumalNo ratings yet
- Resumen y Argumento Los Crímenes de La Calle MorgueDocument9 pagesResumen y Argumento Los Crímenes de La Calle MorgueFrank Pascumal75% (4)
- Transformadores de PotenciaDocument11 pagesTransformadores de PotenciaFrank PascumalNo ratings yet
- Diseño de Un Sistema de Dispersión Utilizando Agua de LavadoDocument104 pagesDiseño de Un Sistema de Dispersión Utilizando Agua de LavadoFrank PascumalNo ratings yet
- Romeo y Julieta: Amor y rivalidad familiarDocument4 pagesRomeo y Julieta: Amor y rivalidad familiarFrank PascumalNo ratings yet
- Introducción A Los Ensayos No DestructivosDocument9 pagesIntroducción A Los Ensayos No DestructivosFrank PascumalNo ratings yet
- Ensayos No DestructivosDocument9 pagesEnsayos No DestructivosFrank PascumalNo ratings yet
- Introducción A Los Ensayos No DestructivosDocument9 pagesIntroducción A Los Ensayos No DestructivosFrank PascumalNo ratings yet
- Conceptos Previos.: Ensayo en Vacio Y Cortocircuito de Un Transformador TrifasicoDocument3 pagesConceptos Previos.: Ensayo en Vacio Y Cortocircuito de Un Transformador Trifasicoces.alexander.cvNo ratings yet
- Critica y Resumen " El Periquillo Sarniento "Document12 pagesCritica y Resumen " El Periquillo Sarniento "Frank PascumalNo ratings yet
- Novela La EmancipadaDocument6 pagesNovela La EmancipadaFrank Pascumal100% (1)
- Critica y Resumen " El Periquillo Sarniento "Document12 pagesCritica y Resumen " El Periquillo Sarniento "Frank PascumalNo ratings yet
- Resumen y Critica Del Libro Daniel Por CapitulosDocument29 pagesResumen y Critica Del Libro Daniel Por CapitulosFrank PascumalNo ratings yet
- Resumen Del Libro Bajo La Misma EstrellaDocument5 pagesResumen Del Libro Bajo La Misma EstrellaFrank Pascumal50% (2)
- Tablas y AnalisisDocument6 pagesTablas y AnalisisFrank PascumalNo ratings yet
- Resumen y Critica de La Novela El Curioso Incidente Del Perro A MedianocheDocument9 pagesResumen y Critica de La Novela El Curioso Incidente Del Perro A MedianocheFrank PascumalNo ratings yet
- Resumen y Critica Las Cruces Sobre El AguaDocument8 pagesResumen y Critica Las Cruces Sobre El AguaFrank PascumalNo ratings yet
- Resumen de HuasipungoDocument19 pagesResumen de HuasipungoFrank Pascumal25% (4)
- Formulas de Calculo Todas Derivadas Integrales LimitesDocument3 pagesFormulas de Calculo Todas Derivadas Integrales Limitesjorgejlhc100% (2)
- SelectionDocument1 pageSelectionFrank PascumalNo ratings yet
- Excel: 36.110 CM 24.287cm Inercias Centroidales (Ixc, Iyc) ) 1418460.861 CM) 868871.917 CMDocument3 pagesExcel: 36.110 CM 24.287cm Inercias Centroidales (Ixc, Iyc) ) 1418460.861 CM) 868871.917 CMFrank PascumalNo ratings yet
- Excel: 36.110 CM 24.287cm Inercias Centroidales (Ixc, Iyc) ) 1418460.861 CM) 868871.917 CMDocument3 pagesExcel: 36.110 CM 24.287cm Inercias Centroidales (Ixc, Iyc) ) 1418460.861 CM) 868871.917 CMFrank PascumalNo ratings yet
- Reparación vías calle Cajamarca AteDocument4 pagesReparación vías calle Cajamarca AteMiguel Bernui HuayllacayanNo ratings yet
- Evidencia Matriz Legal SG SST AA2 EV02Document8 pagesEvidencia Matriz Legal SG SST AA2 EV02Yohana CastilloNo ratings yet
- BrochureDocument9 pagesBrochureEdwin ValdiviaNo ratings yet
- Estudio saneamiento MelipeucoDocument21 pagesEstudio saneamiento MelipeucoPatricio Olivares OlivaresNo ratings yet
- Ejemplo Reporte de Guía Laboratorio - 1 - OMI106 - 02-2023Document10 pagesEjemplo Reporte de Guía Laboratorio - 1 - OMI106 - 02-2023jesus pereiraNo ratings yet
- Pliego de Prescripciones Técnicas-2023-01238 PPT CORE Galdakao (V7)Document26 pagesPliego de Prescripciones Técnicas-2023-01238 PPT CORE Galdakao (V7)aaaaaaaaaNo ratings yet
- Volumetria de NeutralizacionDocument13 pagesVolumetria de NeutralizacionOmar Vega MamaniNo ratings yet
- Crear USB Booteable de WINDOWS 7 (Mediante Ms-Dos) - Taringa!Document5 pagesCrear USB Booteable de WINDOWS 7 (Mediante Ms-Dos) - Taringa!Fredy Humberto Peña RodríguezNo ratings yet
- LEY DE INGRESOS 2022 Mpio QroDocument138 pagesLEY DE INGRESOS 2022 Mpio QroGabriela MoralesNo ratings yet
- VENTA DE ACTIVOS FIJOS - BeñDocument9 pagesVENTA DE ACTIVOS FIJOS - BeñĜrover VcNo ratings yet
- Mapa cognitivo de los procesos civiles según su clasificaciónDocument1 pageMapa cognitivo de los procesos civiles según su clasificaciónJulieth SmithNo ratings yet
- Zclase Semana13 - Plan de Contingencia AmbientalDocument14 pagesZclase Semana13 - Plan de Contingencia AmbientalMarisol SCanoNo ratings yet
- Interpolacion LagrangeDocument13 pagesInterpolacion LagrangeAlexander MiranoNo ratings yet
- Caso WongDocument22 pagesCaso Wongnicole velasquezNo ratings yet
- Hoja de Cálculo de Cotización - 2685001Document2 pagesHoja de Cálculo de Cotización - 2685001Isai David CastroNo ratings yet
- Econometría objetivos métodosDocument13 pagesEconometría objetivos métodoscristian_masterNo ratings yet
- Análisis retención en la fuente RAMDAL S.A.SDocument6 pagesAnálisis retención en la fuente RAMDAL S.A.SFernando Villamizar Parada100% (1)
- Administración laboral: contrato de trabajoDocument4 pagesAdministración laboral: contrato de trabajoLidia Sarabia Espinace100% (1)
- Aviso de Prensa 3PL PANAMERICANA CA Emisión 2021-I Serie 2021-V-1Document1 pageAviso de Prensa 3PL PANAMERICANA CA Emisión 2021-I Serie 2021-V-1Jose ColuccioNo ratings yet
- Modelos Lineales Con Valores InicialesDocument4 pagesModelos Lineales Con Valores InicialesJose RamosNo ratings yet
- Corrupcion en La Adquisicion y Contratacion Del Estado PeruanoDocument106 pagesCorrupcion en La Adquisicion y Contratacion Del Estado PeruanoWilder Resurreccion EnriquezNo ratings yet
- Políticas PúblicasDocument6 pagesPolíticas PúblicasragilNo ratings yet
- Gaceta Aguinaldo 2021Document36 pagesGaceta Aguinaldo 2021cesar castellanosNo ratings yet
- 10 Ejemplos de Actividades de Team Building para EmpresasDocument3 pages10 Ejemplos de Actividades de Team Building para EmpresasRafael ChamorroNo ratings yet
- Normatividad vigente SST ColombiaDocument2 pagesNormatividad vigente SST ColombiaYOICESMID TORO ZULUAGANo ratings yet
- Sesion 05 IpercDocument36 pagesSesion 05 Iperckevin espejoNo ratings yet
- wuolah-free-TEST PRÁCTICA 3. (30 - 31) - LA 10 MALDocument14 pageswuolah-free-TEST PRÁCTICA 3. (30 - 31) - LA 10 MALandresNo ratings yet
- Seguridad en La Operación de Maquinarias PesadasDocument18 pagesSeguridad en La Operación de Maquinarias PesadasEdward Cayetano Arreaga100% (1)
- 01 Marco Conceptual Evin Digital 2023Document18 pages01 Marco Conceptual Evin Digital 2023Carolina SesmeNo ratings yet
- Matriz Afectaciones Madr Consolidado 23082023 AgricolaDocument12 pagesMatriz Afectaciones Madr Consolidado 23082023 AgricolaNayita VelezNo ratings yet