You might also like
- Learn More About Charpy Impact TestingDocument25 pagesLearn More About Charpy Impact TestingGodwin A.udo-akanNo ratings yet
- AWS D1.1 vs CSA W47.1 & W59 Standards ReviewDocument25 pagesAWS D1.1 vs CSA W47.1 & W59 Standards Reviewqc_531040655No ratings yet
- Aws D3.5-93PV PDFDocument8 pagesAws D3.5-93PV PDFwalter091011No ratings yet
- Ernest Guenther - Essential Oils Vol II PDFDocument878 pagesErnest Guenther - Essential Oils Vol II PDFMeiti PratiwiNo ratings yet
- Inconel Research Paper PDFDocument227 pagesInconel Research Paper PDFAnonymous OEUUoKHYR100% (1)
- Buckling Commentary E-Mar18 PDFDocument132 pagesBuckling Commentary E-Mar18 PDFthomas1313No ratings yet
- STD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXDocument2 pagesSTD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXAkshay KalraNo ratings yet
- AWS C5.7 (2000) - 2006r - Recommended Practices For Electrogas WeldingDocument65 pagesAWS C5.7 (2000) - 2006r - Recommended Practices For Electrogas WeldingPubcrawlNo ratings yet
- Fillet Weld Research Paper - For UndercuttingDocument7 pagesFillet Weld Research Paper - For UndercuttingHemantNo ratings yet
- Fatiguehandbook Small PDFDocument532 pagesFatiguehandbook Small PDFmanishpali100% (1)
- Cast Carbon Steels in AWS D1.1 PDFDocument3 pagesCast Carbon Steels in AWS D1.1 PDFIndra NainggolanNo ratings yet
- Measuring Strain with Electrical and Optical DevicesDocument10 pagesMeasuring Strain with Electrical and Optical DevicesvigneshwarimahamuniNo ratings yet
- Aluminium - The Age of of ShipsDocument36 pagesAluminium - The Age of of Shipsnapoleonpt2No ratings yet
- Submerged Arc Welding: Training & EducationDocument17 pagesSubmerged Arc Welding: Training & Educationtanveer ahmedNo ratings yet
- Effect of Welding and Weld Repair on Crack Propagation in Aluminium Alloy PlatesDocument8 pagesEffect of Welding and Weld Repair on Crack Propagation in Aluminium Alloy PlatesMohamed AbdelAzizNo ratings yet
- Non Linear Analysis 2019 290719Document32 pagesNon Linear Analysis 2019 290719Stefano MilaniNo ratings yet
- Fracture Mechanics: Vanessa M. MartinezDocument27 pagesFracture Mechanics: Vanessa M. MartinezVanessa M. MartinezNo ratings yet
- Module 5 What Is MatterDocument29 pagesModule 5 What Is MatterDemee ResulgaNo ratings yet
- Method of Calculating The Cooling Rate in HAZ During WeldingDocument6 pagesMethod of Calculating The Cooling Rate in HAZ During WeldingahmedNo ratings yet
- Lunch & Learn: Structural Steel SelectionDocument17 pagesLunch & Learn: Structural Steel Selectionanuj SinghNo ratings yet
- Hot Spot StressDocument11 pagesHot Spot Stressevo2005_2006No ratings yet
- Iiw 1693 05Document19 pagesIiw 1693 05Pradip Goswami100% (1)
- Third Quarter Science 8: Content StandardDocument19 pagesThird Quarter Science 8: Content StandardGypsie Ann Pacon100% (1)
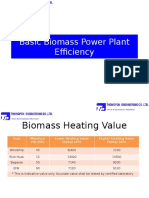
- Basic Biomass Power Plant EfficiencyDocument12 pagesBasic Biomass Power Plant EfficiencyPichai ChaibamrungNo ratings yet
- Polymerisation Practice TEPEDocument39 pagesPolymerisation Practice TEPEDr. Dure Najaf Iqbal100% (3)
- Investmech (Design of Welded Pressure Equipment) TN R0.0 PDFDocument65 pagesInvestmech (Design of Welded Pressure Equipment) TN R0.0 PDFHungManhNo ratings yet
- 00 Cover WE Rev2Document5 pages00 Cover WE Rev2ariyonodndiNo ratings yet
- Silo Protection PDFDocument4 pagesSilo Protection PDFjovanivanNo ratings yet
- Welding CrackingDocument8 pagesWelding CrackingjensdcvNo ratings yet
- Second Law Analysis of Waste Heat Recovery Power GenerationDocument9 pagesSecond Law Analysis of Waste Heat Recovery Power Generationyahska1305No ratings yet
- ASTM Terminologia de Materiales CompuestosDocument5 pagesASTM Terminologia de Materiales Compuestosanon_102611416No ratings yet
- P2d Op ManualDocument114 pagesP2d Op ManualDaniel BernardNo ratings yet
- WeldDecayTesting TechSheet Sfs PDFDocument0 pagesWeldDecayTesting TechSheet Sfs PDFNooruddin SheikNo ratings yet
- Thermanit MTS 3 - GTAWDocument1 pageThermanit MTS 3 - GTAWdnageshm4n244No ratings yet
- General Relation Between Tensile Strength and Fatigue Strength of Metallic Materials - J.C. PangDocument11 pagesGeneral Relation Between Tensile Strength and Fatigue Strength of Metallic Materials - J.C. PangMarco Angel Gabriel Polo100% (2)
- TWI Paper On Fatigue and GridingDocument42 pagesTWI Paper On Fatigue and GridingKatsaras SotirisNo ratings yet
- Fatigue of Welded ST STDocument163 pagesFatigue of Welded ST STJune KnappNo ratings yet
- Distance Learning International Welding Engineer International Welding TechnologistDocument2 pagesDistance Learning International Welding Engineer International Welding TechnologistIván Köhler ANo ratings yet
- Review of The Performance of High Strength Steels Used OffshoreDocument130 pagesReview of The Performance of High Strength Steels Used OffshoreElias Kapa100% (1)
- Guide For Recommended Practices To Perform Crack Tip Opening Displacement Tests in High Strength Low Alloy SteelsDocument13 pagesGuide For Recommended Practices To Perform Crack Tip Opening Displacement Tests in High Strength Low Alloy SteelsluizaacjNo ratings yet
- The Mechanism of Acicular Ferrite in Weld DepositsDocument12 pagesThe Mechanism of Acicular Ferrite in Weld DepositsPedro CunhaNo ratings yet
- WELDING PROCEDURE SPECIFICATION SHEET 2 OF 2Document2 pagesWELDING PROCEDURE SPECIFICATION SHEET 2 OF 2surya1960No ratings yet
- AFGROWDocument296 pagesAFGROWprofpellNo ratings yet
- Eric Sauther Sine Sweep TutorialDocument18 pagesEric Sauther Sine Sweep TutorialbackvlackoNo ratings yet
- Highlights On ASME Essential VariablesDocument8 pagesHighlights On ASME Essential VariableschowhkNo ratings yet
- WPQT Schedule Plan Rev.1aDocument1 pageWPQT Schedule Plan Rev.1asaffririzal4237No ratings yet
- Hot & Cold WorkingDocument18 pagesHot & Cold WorkingMadushan MadushaNo ratings yet
- Modern Metallic MaterialsDocument6 pagesModern Metallic MaterialsRajaganapathy GanaNo ratings yet
- B432Document6 pagesB432Cesar Augusto Vinasco MartinezNo ratings yet
- FEMAP CommandsDocument519 pagesFEMAP CommandsAleksandar DunkićNo ratings yet
- Effect of Frequency On FatigueDocument10 pagesEffect of Frequency On FatigueMahadevan RNo ratings yet
- CWB Welder SOPDocument95 pagesCWB Welder SOPHarminder KumarNo ratings yet
- Advance StructuresDocument6 pagesAdvance StructuresManju NishaNo ratings yet
- CFX Pre HelpDocument372 pagesCFX Pre Helpmmgui1100% (1)
- 06 NGubeljakDocument6 pages06 NGubeljakvahid_shoeibiNo ratings yet
- IWS Welding Seminar on High Tensile and Temperature SteelDocument53 pagesIWS Welding Seminar on High Tensile and Temperature SteelRaifan RaizerNo ratings yet
- Journal of Constructional Steel Research: Karlo Sele Š, Mato Peri Ć, Zdenko Tonkovi ĆDocument9 pagesJournal of Constructional Steel Research: Karlo Sele Š, Mato Peri Ć, Zdenko Tonkovi ĆasdfNo ratings yet
- Addressing Some Issues in Drop Weight Testing - A Material Science ApproachDocument16 pagesAddressing Some Issues in Drop Weight Testing - A Material Science ApproachManish BhadauriaNo ratings yet
- Passive Vibration Control in Rotor Dynamics Optimization of Composed Support Using Viscoelastic MaterialsDocument14 pagesPassive Vibration Control in Rotor Dynamics Optimization of Composed Support Using Viscoelastic Materialsmohdsolihat1No ratings yet
- Fracture Mechanics: WTIA Technical Note No. 10Document8 pagesFracture Mechanics: WTIA Technical Note No. 10Tee Klong Rung0% (1)
- Technical Regulations Customs Union "On The Safety Equipment of High Pressure" (TR TC 032/2013)Document42 pagesTechnical Regulations Customs Union "On The Safety Equipment of High Pressure" (TR TC 032/2013)amit amityNo ratings yet
- I S Eniso3834-1-2021Document26 pagesI S Eniso3834-1-2021Ngoc BangNo ratings yet
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- Fatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965From EverandFatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965E. GassnerNo ratings yet
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesFrom EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Fatigue Life Enhancement of Transverse and Longitudinal T - Joint On Offshore Steel Structure HSLAS460G2+M Using Semi-Automated GMAW and HFMI/PITDocument7 pagesFatigue Life Enhancement of Transverse and Longitudinal T - Joint On Offshore Steel Structure HSLAS460G2+M Using Semi-Automated GMAW and HFMI/PITNoridzwan NordinNo ratings yet
- Virtual Manufacturing of Welding Distortion On Multi Pass Welding of The Tubular T JointDocument11 pagesVirtual Manufacturing of Welding Distortion On Multi Pass Welding of The Tubular T JointNoridzwan NordinNo ratings yet
- Parameters Identification For Weld Quality, Strength and Fatigue Life Enhancement On HSLA (S460G2+M) Using Manual GMAW Followed by HFMI/PITDocument17 pagesParameters Identification For Weld Quality, Strength and Fatigue Life Enhancement On HSLA (S460G2+M) Using Manual GMAW Followed by HFMI/PITNoridzwan NordinNo ratings yet
- Residual Stress Types, Causes and Measurement TechniquesDocument15 pagesResidual Stress Types, Causes and Measurement TechniquesNoridzwan NordinNo ratings yet
- Residual Stress Investigation and Fem Simulation of Hfmi/pit Treated Weld-On-Weld T-Joint Using S460G2+M Hsla SteelDocument25 pagesResidual Stress Investigation and Fem Simulation of Hfmi/pit Treated Weld-On-Weld T-Joint Using S460G2+M Hsla SteelNoridzwan NordinNo ratings yet
- Life Extension Technique For Asset Integrity of Welded Structure Using HFMI/PIT: A Review On Researches and ApplicationsDocument30 pagesLife Extension Technique For Asset Integrity of Welded Structure Using HFMI/PIT: A Review On Researches and ApplicationsNoridzwan NordinNo ratings yet
- Influence of Post Weld Impact Treatment HFMI/PIT On Mechanical Properties of Welded HSLA Steel With Undermatched Filler MaterialDocument9 pagesInfluence of Post Weld Impact Treatment HFMI/PIT On Mechanical Properties of Welded HSLA Steel With Undermatched Filler MaterialNoridzwan NordinNo ratings yet
- Life Extension Technique of Welded Structure Using HFMI/PIT: A Review On Past and Current Researches With ApplicationsDocument38 pagesLife Extension Technique of Welded Structure Using HFMI/PIT: A Review On Past and Current Researches With ApplicationsNoridzwan NordinNo ratings yet
- UTM Faculty of Mechanical Engineering Progress Report on Smart Art Technology DescriptionDocument1 pageUTM Faculty of Mechanical Engineering Progress Report on Smart Art Technology DescriptionNoridzwan NordinNo ratings yet
- Bro Ultima IV LRDocument12 pagesBro Ultima IV LRNoridzwan NordinNo ratings yet
- SW 5 Economic Variability Analysis For Used TyreDocument33 pagesSW 5 Economic Variability Analysis For Used TyreNoridzwan NordinNo ratings yet
- Newton HydroSeal 107F Elastic 2K TDS 4.0Document8 pagesNewton HydroSeal 107F Elastic 2K TDS 4.0Дмитрий СаламатовNo ratings yet
- SP LogDocument28 pagesSP LogVito YogyakartaNo ratings yet
- Henkel Industrial Solutions Surface Treatment Selector GuideDocument2 pagesHenkel Industrial Solutions Surface Treatment Selector GuideMax JunghannsNo ratings yet
- Chapter 17Document97 pagesChapter 17Marco KrugerNo ratings yet
- Aging of LiFePO4 Upon Exposure To H2O PDFDocument13 pagesAging of LiFePO4 Upon Exposure To H2O PDFadalid contrerasNo ratings yet
- Cutting Tool Tech and Tool Life CalcDocument25 pagesCutting Tool Tech and Tool Life CalcPrashant ChouhanNo ratings yet
- Trunnion Ball Valves PDFDocument24 pagesTrunnion Ball Valves PDFbenabdallah131No ratings yet
- CE2155 - 01 Mechanic of Materials (Part 3)Document18 pagesCE2155 - 01 Mechanic of Materials (Part 3)Julia100% (1)
- (Chapter 1) Fluid Mechanics For Mechanical EngineeringDocument38 pages(Chapter 1) Fluid Mechanics For Mechanical EngineeringAnn Razon0% (1)
- ICSE Biology Exam 2021Document7 pagesICSE Biology Exam 2021Sarthac JainNo ratings yet
- React Rite Na-MBT50Document2 pagesReact Rite Na-MBT50seditionaryNo ratings yet
- Soil Pollution: Causes, Effects and Simple SolutionsDocument7 pagesSoil Pollution: Causes, Effects and Simple SolutionsVon MorenNo ratings yet
- Aashto T265-15Document4 pagesAashto T265-15Besha aliNo ratings yet
- Packaging Materials and Articles For Food: Legislation and Codes of Good Manufacturing PracticeDocument10 pagesPackaging Materials and Articles For Food: Legislation and Codes of Good Manufacturing PracticeMilanVukicNo ratings yet
- Callister Ch09Document90 pagesCallister Ch09Nemish KanwarNo ratings yet
- Bonga University: Engineering Material (Meng2091)Document40 pagesBonga University: Engineering Material (Meng2091)Mul'isaa JireenyaaNo ratings yet
- 9h47.02 CD Emerald LyseDocument9 pages9h47.02 CD Emerald LyseanggitasaputriNo ratings yet
- Dependency of Acidic and Surficial Characteristics of Steamed Y Zeolite.2018Document13 pagesDependency of Acidic and Surficial Characteristics of Steamed Y Zeolite.2018Cecilia ManriqueNo ratings yet
- Lenox Catalogue PDFDocument40 pagesLenox Catalogue PDFInvotexNo ratings yet
- Brook CromptonDocument28 pagesBrook Cromptonsumitsharma2010100% (1)
- Pipe Support PDFDocument111 pagesPipe Support PDFm2110No ratings yet
- Combined Gas LawDocument7 pagesCombined Gas LawAllenWORXNo ratings yet