You might also like
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Special Report: Hydrogen Perspectives For 21st Century RefineriesDocument5 pagesSpecial Report: Hydrogen Perspectives For 21st Century Refineriespsnmurthy333No ratings yet
- Hydrogen: A renewable energy perspectiveFrom EverandHydrogen: A renewable energy perspectiveNo ratings yet
- Air Liquide 2022 Article On Off Gas Use in SMRDocument5 pagesAir Liquide 2022 Article On Off Gas Use in SMRKokil JainNo ratings yet
- If Youre Burning H 2Document18 pagesIf Youre Burning H 2ChristianGuerreroNo ratings yet
- Hydrogen Technology An OverviewDocument7 pagesHydrogen Technology An Overviewlili_eqNo ratings yet
- Making The Most of Methane Reforming: NewsfrontDocument6 pagesMaking The Most of Methane Reforming: NewsfrontHasbi Fatih AzizyNo ratings yet
- Hydrogen Carriers For Bulk Storage and Transport of Hydrogen - 2018Document33 pagesHydrogen Carriers For Bulk Storage and Transport of Hydrogen - 2018Liu YangtzeNo ratings yet
- Preliminary Design of The Green Diesel Production Process by Hydrotreatment of Vegetable Oils PDFDocument15 pagesPreliminary Design of The Green Diesel Production Process by Hydrotreatment of Vegetable Oils PDFNina KonitatNo ratings yet
- Preliminary Design of The Green Diesel Production Process by Hydrotreatment of Vegetable OilsDocument15 pagesPreliminary Design of The Green Diesel Production Process by Hydrotreatment of Vegetable OilsNina KonitatNo ratings yet
- Npra Paper FinalDocument10 pagesNpra Paper FinalМихаил ПолковниковNo ratings yet
- 1 s2.0 S0196890422012365 MainDocument12 pages1 s2.0 S0196890422012365 MainGenta Huda FauzanNo ratings yet
- Recovery Enhancement of Liquid HydrocarbDocument9 pagesRecovery Enhancement of Liquid Hydrocarbsarkmank1No ratings yet
- Aeroderivative Gas Turbines For LNG Liquefaction PlantsDocument19 pagesAeroderivative Gas Turbines For LNG Liquefaction PlantsAnibal Rios100% (2)
- 2018 March Advances in Residue HydrocrackingDocument12 pages2018 March Advances in Residue HydrocrackingnehaNo ratings yet
- Techno Economic Analysis of Methanol Synthesis From Syngas Derived From Steam Reforming of Crude GlycerolDocument18 pagesTechno Economic Analysis of Methanol Synthesis From Syngas Derived From Steam Reforming of Crude GlycerolAditiya RamadhanNo ratings yet
- Integration of Gasification With Thermal Residue Conversion in RefineriesDocument15 pagesIntegration of Gasification With Thermal Residue Conversion in Refineriesrameshkarthik810No ratings yet
- $RF1EYBQDocument15 pages$RF1EYBQLindsey BondNo ratings yet
- 1 s2.0 S030626191301012X MainDocument9 pages1 s2.0 S030626191301012X MainFares EhabNo ratings yet
- Nmrecworkshoponaltfuels VenkatDocument28 pagesNmrecworkshoponaltfuels VenkatEssam Eldin Metwally AhmedNo ratings yet
- The Role of Oxygen and Hydrogen in Refining - tcm17-416854Document8 pagesThe Role of Oxygen and Hydrogen in Refining - tcm17-416854alhag alhebirNo ratings yet
- Residue Upgrading: Challenges and Perspectives: New Hydrocracking Technology Efficiently 'Cracks' Heavy End Cuts For DistillatesDocument5 pagesResidue Upgrading: Challenges and Perspectives: New Hydrocracking Technology Efficiently 'Cracks' Heavy End Cuts For DistillatesVishal GoswamiNo ratings yet
- Conversion of Syngas To Diesel - Article Ptq-English PDFDocument6 pagesConversion of Syngas To Diesel - Article Ptq-English PDFjeedanNo ratings yet
- PGA04 GasTurbinesandHydrogenDocument19 pagesPGA04 GasTurbinesandHydrogenMahnoorNo ratings yet
- Proven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFDocument12 pagesProven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFAngeloNo ratings yet
- Taking Gas Turbine Hydrogen Blending To The Next LevelDocument8 pagesTaking Gas Turbine Hydrogen Blending To The Next LevelJeeEianYannNo ratings yet
- Hydrogen Generation For Modern Refineries 2009Document7 pagesHydrogen Generation For Modern Refineries 2009Raudah RahimiNo ratings yet
- GPSA Engineering Data Book - Chapter 16 - Hydrocarbon RecoveryDocument34 pagesGPSA Engineering Data Book - Chapter 16 - Hydrocarbon RecoveryBensius JuntakNo ratings yet
- Evaluating Hydrogen Rich Fuel Gas FiringDocument4 pagesEvaluating Hydrogen Rich Fuel Gas FiringVenkatesh Kumar RamanujamNo ratings yet
- Methanol Injection PDFDocument2 pagesMethanol Injection PDFAhmed El batalNo ratings yet
- Full Length Article: SciencedirectDocument20 pagesFull Length Article: SciencedirectAngel FajmNo ratings yet
- Integration of Organic Rankine Open Cycles To Alkanes' Fractional Distillation - Process Design and Techno-Economic AssessmentDocument17 pagesIntegration of Organic Rankine Open Cycles To Alkanes' Fractional Distillation - Process Design and Techno-Economic AssessmentgabrielsantosintellimanNo ratings yet
- Fuel Processing Technology: Wenyuan Guo, Yanzeng Wu, Liang Dong, Caixia Chen, Fuchen WangDocument6 pagesFuel Processing Technology: Wenyuan Guo, Yanzeng Wu, Liang Dong, Caixia Chen, Fuchen Wangamerico molinaNo ratings yet
- EIL Fired Heater Article - PTQ Q1Document4 pagesEIL Fired Heater Article - PTQ Q1aminwahiNo ratings yet
- Adding Value To Refining Processes Hydrogen Production Catalyst InnovationsDocument15 pagesAdding Value To Refining Processes Hydrogen Production Catalyst InnovationsLindsey BondNo ratings yet
- Xiang Zhou, Qingwang Yuan, Xiaolong Peng, Fanhua Zeng, Liehui ZhangDocument12 pagesXiang Zhou, Qingwang Yuan, Xiaolong Peng, Fanhua Zeng, Liehui Zhangfarisa emiliaNo ratings yet
- Mazzetti, Marit Jagtøyen Nekså, Petter Walnum, Harald Taxt - Energy-Efficiency Technologies For Reduction of Offshore CO2 emDocument8 pagesMazzetti, Marit Jagtøyen Nekså, Petter Walnum, Harald Taxt - Energy-Efficiency Technologies For Reduction of Offshore CO2 emthlim19078656No ratings yet
- Full Length Article: ArticleinfoDocument10 pagesFull Length Article: ArticleinfoArunNo ratings yet
- Hydrogen - Natural Gas Blends PDFDocument8 pagesHydrogen - Natural Gas Blends PDFLTE002No ratings yet
- Optimization of H Production in A Hydrogen Generation UnitDocument6 pagesOptimization of H Production in A Hydrogen Generation UnitDidit Andhika SubrataNo ratings yet
- D1 - T3 - Michael Goff - Black & VeatchDocument30 pagesD1 - T3 - Michael Goff - Black & VeatchSumant AggNo ratings yet
- New Methods For Bottom of The Barrel ProcessingDocument8 pagesNew Methods For Bottom of The Barrel ProcessingKannanGKNo ratings yet
- Pomr 2019 0059Document7 pagesPomr 2019 0059Danny CañasNo ratings yet
- Hydrocarbon Recovery: Section 16Document26 pagesHydrocarbon Recovery: Section 16sebas guzNo ratings yet
- Hydrogen PresentationDocument26 pagesHydrogen PresentationAshwani KumarNo ratings yet
- Air Products Pressure Swing Adsorption 2014Document9 pagesAir Products Pressure Swing Adsorption 2014Михаил ПолковниковNo ratings yet
- Verma 2017Document14 pagesVerma 2017Bernardo MacaraNo ratings yet
- 1 s2.0 S259017452200023X MainDocument13 pages1 s2.0 S259017452200023X Mainjolugoto1991No ratings yet
- Techno Analysis of Diesel PlantDocument13 pagesTechno Analysis of Diesel PlantBinti LukluilNo ratings yet
- Residue Fluid Catalytic CrackingDocument4 pagesResidue Fluid Catalytic CrackingsaadNo ratings yet
- Renewable and Sustainable Energy Reviews: Venkateswarlu Chintala, K.A. SubramanianDocument20 pagesRenewable and Sustainable Energy Reviews: Venkateswarlu Chintala, K.A. SubramanianAymenNo ratings yet
- Technology Insights: H - C G T D DDocument7 pagesTechnology Insights: H - C G T D DKR PANo ratings yet
- UK's Gasconsult ZR-LNG Liquefaction TechnologyDocument5 pagesUK's Gasconsult ZR-LNG Liquefaction TechnologyamirlngNo ratings yet
- Energy Conversion and Management: SciencedirectDocument15 pagesEnergy Conversion and Management: Sciencedirectgir_hpNo ratings yet
- Autothermal Reforming TechnologyDocument13 pagesAutothermal Reforming TechnologyPUBG LoversNo ratings yet
- Commented (KJM1) : 1 Chaudhuri, U. Fundamentals: of Petroleum and Petrochemical Engineering (PDocument4 pagesCommented (KJM1) : 1 Chaudhuri, U. Fundamentals: of Petroleum and Petrochemical Engineering (PKlariza Jane MatiasNo ratings yet
- Performance and Exergy Analysis of Biomass-To-Fuel Plants Producing Methanol, Dimethylether or HydrogenDocument10 pagesPerformance and Exergy Analysis of Biomass-To-Fuel Plants Producing Methanol, Dimethylether or HydrogenYanan CamarazaNo ratings yet
- CO2 SMR White Paper - Shell Catalysts & TechnologiesDocument12 pagesCO2 SMR White Paper - Shell Catalysts & Technologiespierre-françois Le BouilleNo ratings yet
- 1 s2.0 S2352484721007290 MainDocument21 pages1 s2.0 S2352484721007290 MainDavid SirovskyNo ratings yet
- 4-A Review of Combustion Processes in The Dual Fuel Engine-The Gas Diesel EngineDocument9 pages4-A Review of Combustion Processes in The Dual Fuel Engine-The Gas Diesel EngineNojus DekerisNo ratings yet
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentDocument1 pageFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263No ratings yet
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsDocument1 pageFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Document1 pageFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263No ratings yet
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementDocument1 pageFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201102-Control Valve Position SensorsDocument1 pageFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDocument1 pageFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Facts at Your Fingertips-201009-Controlling Membrane FoulingDocument1 pageFacts at Your Fingertips-201009-Controlling Membrane Foulingonizuka-t2263No ratings yet
- Facts at Your Fingertips-201011-Viscosity MeasurementDocument1 pageFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201006-Fluid MechanicsDocument1 pageFacts at Your Fingertips-201006-Fluid Mechanicsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201008-Heat Transfer Fluids System FiltrationDocument1 pageFacts at Your Fingertips-201008-Heat Transfer Fluids System Filtrationonizuka-t2263No ratings yet
- Facts at Your Fingertips-200912-Creating Installed Gain GraphsDocument1 pageFacts at Your Fingertips-200912-Creating Installed Gain Graphsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsDocument1 pageFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsDocument1 pageFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263No ratings yet
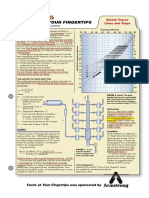
- Facts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFDocument1 pageFacts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFDocument1 pageFacts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-200910-Chemical Resistance of ThermoplasticsDocument1 pageFacts at Your Fingertips-200910-Chemical Resistance of Thermoplasticsonizuka-t2263No ratings yet
- Above and Underground Storage Tanks PDFDocument1 pageAbove and Underground Storage Tanks PDFrasik.kiraneNo ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Adsorption PDFDocument1 pageAdsorption PDFrasik.kiraneNo ratings yet
- Facts at Your Fingertips-200909-Heat Transfer System Design IIDocument1 pageFacts at Your Fingertips-200909-Heat Transfer System Design IIonizuka-t2263No ratings yet
- Facts at Your Fingertips-200905-Choosing A Control SystemDocument1 pageFacts at Your Fingertips-200905-Choosing A Control Systemonizuka-t2263No ratings yet
- Facts at Your Fingertips-200907-Flowmeter SelectionDocument2 pagesFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263No ratings yet
- Facts at Your Fingertips-200906-Specialty MetalsDocument1 pageFacts at Your Fingertips-200906-Specialty Metalsonizuka-t2263No ratings yet
- Final IFC DisruptiveTechnology Interior FIN WEB March 13 2019Document112 pagesFinal IFC DisruptiveTechnology Interior FIN WEB March 13 2019Mian MaidaNo ratings yet
- Ch2 Relationship of Financial Objectives To Organizational Strategy and Other Organizational ObjectivesDocument5 pagesCh2 Relationship of Financial Objectives To Organizational Strategy and Other Organizational ObjectivesEmma Ruth Rabacal100% (1)
- Module 7 Incremental Method PDFDocument14 pagesModule 7 Incremental Method PDFRizki AnggraeniNo ratings yet
- 4 FoL Annexure IV Revised Syllabus For BBA, LLBDocument70 pages4 FoL Annexure IV Revised Syllabus For BBA, LLBjairaj321No ratings yet
- Multinational Financial ManagementDocument37 pagesMultinational Financial ManagementjadudhahNo ratings yet
- Factors Affecting DemandDocument19 pagesFactors Affecting DemandrashiNo ratings yet
- Asset Management RatiosDocument2 pagesAsset Management RatiosSunu AlexNo ratings yet
- Department at Ion and Its FormsDocument13 pagesDepartment at Ion and Its Formsbharat_csm11No ratings yet
- Gross Domestic ProductDocument3 pagesGross Domestic ProductLina SimbolonNo ratings yet
- AnnualReport2013 14Document405 pagesAnnualReport2013 14Smit ShineNo ratings yet
- Principles of Economics With TLRDocument7 pagesPrinciples of Economics With TLRAnonymous SBT3XU6I100% (1)
- Semana 2 - Lectura 5 - Growing Through Acquisitions PDFDocument28 pagesSemana 2 - Lectura 5 - Growing Through Acquisitions PDFraiku01No ratings yet
- 2024hkdse e Econ IraDocument2 pages2024hkdse e Econ IraanakinNo ratings yet
- Econ 151Document4 pagesEcon 151Helbert Agluba PaatNo ratings yet
- 2nd Industrial RevolutionDocument20 pages2nd Industrial RevolutionSreejith MadhavNo ratings yet
- Question and AnswerDocument2 pagesQuestion and AnswerAbdelnasir HaiderNo ratings yet
- The Theory of Environmental Policy: W Illiam J. Baum Oland Wallace E. OatesDocument10 pagesThe Theory of Environmental Policy: W Illiam J. Baum Oland Wallace E. OatesAsrafuzzaman RobinNo ratings yet
- Cost Concepts & Classification ShailajaDocument30 pagesCost Concepts & Classification ShailajaPankaj VyasNo ratings yet
- Entry and Exits 1.0Document1 pageEntry and Exits 1.0Yarex Mason100% (1)
- Social Science and Democracy EPWDocument7 pagesSocial Science and Democracy EPWNoor ChahalNo ratings yet
- Capital Budgeting Techniques Capital Budgeting TechniquesDocument65 pagesCapital Budgeting Techniques Capital Budgeting Techniquesarslan shahNo ratings yet
- Paint Sector - Apr16 (IC) PDFDocument93 pagesPaint Sector - Apr16 (IC) PDFnadekaramit9122No ratings yet
- Dichotomy of Public and Private SectorsDocument6 pagesDichotomy of Public and Private SectorsFache JohnNo ratings yet
- "Energy Demand in Rural Ethiopia From A Household Perspective: A Panel Data Analysis," by Dawit Diriba GutaDocument20 pages"Energy Demand in Rural Ethiopia From A Household Perspective: A Panel Data Analysis," by Dawit Diriba GutaThe International Research Center for Energy and Economic Development (ICEED)100% (1)
- TIPS Vs TreasuriesDocument8 pagesTIPS Vs TreasurieszdfgbsfdzcgbvdfcNo ratings yet
- The Titmar Motor Company Is Considering The Production of ADocument1 pageThe Titmar Motor Company Is Considering The Production of ATaimour HassanNo ratings yet
- Business Markets and Business Buyer Behavior UploadDocument9 pagesBusiness Markets and Business Buyer Behavior UploadBë Ň TőngNo ratings yet
- (Research in Political Economy) P. Zarembka - The Capitalist State and Its Economy - Democracy in Socialism. 22-JAI Press (2005)Document307 pages(Research in Political Economy) P. Zarembka - The Capitalist State and Its Economy - Democracy in Socialism. 22-JAI Press (2005)Alexander González100% (1)
- What Is A Bond Pricing AgencyDocument61 pagesWhat Is A Bond Pricing AgencyMeor Amri100% (4)
- MGT382 Lecture 1 2021-22 Intro & Assessment BriefDocument71 pagesMGT382 Lecture 1 2021-22 Intro & Assessment Briefhamza farooqNo ratings yet
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Advanced Production Decline Analysis and ApplicationFrom EverandAdvanced Production Decline Analysis and ApplicationRating: 3.5 out of 5 stars3.5/5 (4)
- Well Testing Project Management: Onshore and Offshore OperationsFrom EverandWell Testing Project Management: Onshore and Offshore OperationsNo ratings yet
- Heavy and Extra-heavy Oil Upgrading TechnologiesFrom EverandHeavy and Extra-heavy Oil Upgrading TechnologiesRating: 4 out of 5 stars4/5 (2)
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsFrom EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsRating: 4 out of 5 stars4/5 (4)
- The Petroleum Engineering Handbook: Sustainable OperationsFrom EverandThe Petroleum Engineering Handbook: Sustainable OperationsRating: 3.5 out of 5 stars3.5/5 (5)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesFrom EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesRating: 5 out of 5 stars5/5 (5)
- Guide to the Practical Use of Chemicals in Refineries and PipelinesFrom EverandGuide to the Practical Use of Chemicals in Refineries and PipelinesRating: 5 out of 5 stars5/5 (1)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Reservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesFrom EverandReservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesRating: 5 out of 5 stars5/5 (7)
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityFrom EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityRating: 3 out of 5 stars3/5 (2)
- Gas and Oil Reliability Engineering: Modeling and AnalysisFrom EverandGas and Oil Reliability Engineering: Modeling and AnalysisRating: 4.5 out of 5 stars4.5/5 (6)
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)