You might also like
- Proyecto vivienda unifamiliar ChorrillosDocument13 pagesProyecto vivienda unifamiliar ChorrilloscesitarNo ratings yet
- 15GIST003-PRTSA02-A Procedimiento de Roscado de Tuberías y Acces de Acero - 01Document8 pages15GIST003-PRTSA02-A Procedimiento de Roscado de Tuberías y Acces de Acero - 01Raul SebastiamNo ratings yet
- 15GIST003-PRTSA02-A Procedimiento de Roscado de Tuberías y Acces de Acero - 01Document8 pages15GIST003-PRTSA02-A Procedimiento de Roscado de Tuberías y Acces de Acero - 01Raul SebastiamNo ratings yet
- Transporte de SedimentosDocument6 pagesTransporte de SedimentosErika ArmijosNo ratings yet
- NinfasDocument100 pagesNinfasDieguilloApp0% (1)
- Estquiomqtria Unidad5Document22 pagesEstquiomqtria Unidad5rosa0% (1)
- -Document4 pages-Raul SebastiamNo ratings yet
- Estática I: ResoluciónDocument5 pagesEstática I: ResoluciónRaul SebastiamNo ratings yet
- Antiderivadas PDFDocument18 pagesAntiderivadas PDFRaul SebastiamNo ratings yet
- Tarea 2 - S6 (Rúbrica) PDFDocument2 pagesTarea 2 - S6 (Rúbrica) PDFRaul SebastiamNo ratings yet
- Reinoprotista 120119171328 Phpapp01Document14 pagesReinoprotista 120119171328 Phpapp01Raul SebastiamNo ratings yet
- Ejer Cici Os Integral Defini DaDocument69 pagesEjer Cici Os Integral Defini DaPerez AlfredoNo ratings yet
- HSQ PrimerDocument2 pagesHSQ PrimerRaul SebastiamNo ratings yet
- Radiografía Industrial: Principios, Modalidades y AplicacionesDocument46 pagesRadiografía Industrial: Principios, Modalidades y AplicacionesRaul SebastiamNo ratings yet
- Ficha Tecnica Electrodo de TungstenoDocument1 pageFicha Tecnica Electrodo de TungstenoRaul SebastiamNo ratings yet
- 347 PDFDocument249 pages347 PDFHeydi MoriNo ratings yet
- U6 - S8 - Laboratorio - GUÍA N°5 ESTEQUIOMETRÍA PDFDocument10 pagesU6 - S8 - Laboratorio - GUÍA N°5 ESTEQUIOMETRÍA PDFRaul SebastiamNo ratings yet
- Ocn 20181695Document1 pageOcn 20181695Raul SebastiamNo ratings yet
- COMPRESORDocument1 pageCOMPRESORRaul SebastiamNo ratings yet
- Acta de Compromiso CREDITEXDocument1 pageActa de Compromiso CREDITEXRaul SebastiamNo ratings yet
- HT-Sika Anchorfix 3001Document2 pagesHT-Sika Anchorfix 3001Raul SebastiamNo ratings yet
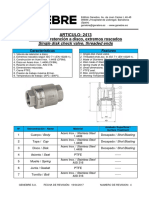
- Genebre 2413Document2 pagesGenebre 2413lucasmosnaNo ratings yet
- Catalog 2014 Air Pro SpanishDocument20 pagesCatalog 2014 Air Pro SpanishpruebaNo ratings yet
- HT-Sika Anchorfix 3001Document11 pagesHT-Sika Anchorfix 3001Joshua KingNo ratings yet
- Certificado de Calidad - Termodinamica SaDocument2 pagesCertificado de Calidad - Termodinamica SaRaul SebastiamNo ratings yet
- 18VP010-PRNES01-A Proc. de Prueba Hidrostatica - NESTLEDocument5 pages18VP010-PRNES01-A Proc. de Prueba Hidrostatica - NESTLERaul SebastiamNo ratings yet
- Certificado Cwi PDFDocument1 pageCertificado Cwi PDFRaul SebastiamNo ratings yet
- Certificado CwiDocument1 pageCertificado CwiRaul SebastiamNo ratings yet
- Acople Rigido LedeDocument2 pagesAcople Rigido LedeRaul SebastiamNo ratings yet
- 14.06 Orden de Compra1 - v2-6Document2 pages14.06 Orden de Compra1 - v2-6Raul SebastiamNo ratings yet
- Reacción Química de La Descomposición de Agua OxigenadaDocument4 pagesReacción Química de La Descomposición de Agua OxigenadaLilibeth MorenoNo ratings yet
- 04.1. Especificaciones Especificas 20201111 211221 062Document57 pages04.1. Especificaciones Especificas 20201111 211221 062Cristhian Josue Barrios JibajaNo ratings yet
- Leyes de los Gases Ideales: PV=nRTDocument11 pagesLeyes de los Gases Ideales: PV=nRTcristianNo ratings yet
- Reporte 2 Punto de EbullicionDocument5 pagesReporte 2 Punto de EbullicionMaría LopezNo ratings yet
- Adhesivos y Aditivos Utilizados en PolímerosDocument13 pagesAdhesivos y Aditivos Utilizados en PolímerosAdrian Cuellar SampayoNo ratings yet
- Informe de La Visista A PTAR San JeronimoDocument5 pagesInforme de La Visista A PTAR San JeronimokeloniusNo ratings yet
- Tecnologia Del Hormigon Tema1Document32 pagesTecnologia Del Hormigon Tema1Gustavo Rodriguez EstradaNo ratings yet
- Pud Segundo Bloque 6Document3 pagesPud Segundo Bloque 6Noemi BarrosNo ratings yet
- Hemodinamia IDocument5 pagesHemodinamia IJuan Jose GodoyNo ratings yet
- Estimación de La Ley de Corte Critica - Rincon MineroDocument14 pagesEstimación de La Ley de Corte Critica - Rincon MineroEdwin MinasNo ratings yet
- Determinación del CBR final de diseño mediante el método de las diferencias acumuladasDocument20 pagesDeterminación del CBR final de diseño mediante el método de las diferencias acumuladasRennéMamanniNo ratings yet
- Pavimentos: Ing. Allende Gómez RamírezDocument133 pagesPavimentos: Ing. Allende Gómez RamírezAllende Elias Gómez RamírezNo ratings yet
- Ejercicios Redox 2022Document1 pageEjercicios Redox 2022ttii0No ratings yet
- Hoja Tecnica de Aditivos Afr-30 (Actualizado 12-2018)Document8 pagesHoja Tecnica de Aditivos Afr-30 (Actualizado 12-2018)Christian RendonNo ratings yet
- Informe Cinética EnzimáticaDocument4 pagesInforme Cinética EnzimáticaMiguel Angel Chura GumielNo ratings yet
- Resumen Cap 1 2 3 FoglerDocument5 pagesResumen Cap 1 2 3 FoglerJuan Manuel Pozo VillarroelNo ratings yet
- Frenos y EmbraguesDocument22 pagesFrenos y EmbraguesJairoNo ratings yet
- Calicatas Informe GrupalDocument18 pagesCalicatas Informe GrupalCinthia mamaiNo ratings yet
- Catalogo RZ1-K MicaDocument2 pagesCatalogo RZ1-K Micaalex QuirosNo ratings yet
- Luz y refracción: Ley de SnellDocument4 pagesLuz y refracción: Ley de SnellStephii FrdzNo ratings yet
- Cuestionario Aseo Personal e Higiene Del HogarDocument2 pagesCuestionario Aseo Personal e Higiene Del HogarEdlander Carmona100% (1)
- Informa Calibracion de Material VolumetricoDocument6 pagesInforma Calibracion de Material VolumetricoThematic BoxNo ratings yet
- Las Plantas - KellyDocument16 pagesLas Plantas - KellymaryNo ratings yet
- ACVS02 Semana 02 Temas 01 y 02 Presentación de Lista de FuentesDocument8 pagesACVS02 Semana 02 Temas 01 y 02 Presentación de Lista de FuentesGinault Huaman AbalosNo ratings yet
- Moco Cho TripTicoDocument2 pagesMoco Cho TripTicoEstefanía Gonzales Zavaleta100% (1)
- Proyecto AireDocument22 pagesProyecto AireCESAR ANDRES MONTES CASTELLANOSNo ratings yet
- Quimica 10 Configuración ElectrónicaDocument3 pagesQuimica 10 Configuración ElectrónicaLOREN SOFIA RUIZ SAAVEDRANo ratings yet
- Informe de Practica N°2 - Química OrganicaDocument11 pagesInforme de Practica N°2 - Química OrganicaMilena del Cisne Santorum ChalacanNo ratings yet