You might also like
- ENVOLVENTESDocument1 pageENVOLVENTESCARLOS MARIONo ratings yet
- Asme B31.4 - 2016 EndDocument1 pageAsme B31.4 - 2016 Endwilliam cordero valverdeNo ratings yet
- Special Conditions of Contract For Supply Installation and Commissioning of Temporary and Permanent Cathodic Protection SystemDocument12 pagesSpecial Conditions of Contract For Supply Installation and Commissioning of Temporary and Permanent Cathodic Protection SystemsudeepjosephNo ratings yet
- Design Package for PipelinesDocument9 pagesDesign Package for Pipelinesengr_asad364No ratings yet
- C443M 11Document3 pagesC443M 11diego rodriguezNo ratings yet
- Api 510 NotificationDocument15 pagesApi 510 NotificationAhmed ShakirNo ratings yet
- Exam July 2021Document16 pagesExam July 202101280724321 Helmy100% (1)
- MFRS-MANHOLES-FRAMES-COVERSDocument3 pagesMFRS-MANHOLES-FRAMES-COVERSThupten Gedun Kelvin Ong100% (1)
- A 74 - 03 Qtc0lvjfraDocument5 pagesA 74 - 03 Qtc0lvjfraMarko's Brazon'No ratings yet
- C 1461 - 00 - Qze0njetukveDocument4 pagesC 1461 - 00 - Qze0njetukveSamuel EduardoNo ratings yet
- Tension Forces in HDD Pipe PullbackDocument8 pagesTension Forces in HDD Pipe PullbackallswellelleNo ratings yet
- API Closed Book (2011) by SC KimDocument20 pagesAPI Closed Book (2011) by SC KimMuNo ratings yet
- Surveyor Guide Notes On Tail Shaft Survey: 1. Propeller Shafts 1.1 Propeller Shaft Clearances - MeasurementDocument9 pagesSurveyor Guide Notes On Tail Shaft Survey: 1. Propeller Shafts 1.1 Propeller Shaft Clearances - MeasurementHim SatiNo ratings yet
- DPWH Waterstop SpecificationDocument6 pagesDPWH Waterstop SpecificationFrancis DomingoNo ratings yet
- Repair Procedures: Connection Field Repair (Refacing)Document5 pagesRepair Procedures: Connection Field Repair (Refacing)islam atif100% (1)
- Internal & External Inspection GuidelinesDocument5 pagesInternal & External Inspection Guidelinesgeverett2765No ratings yet
- 5.14.1.4 Simple Spans Made ContinuousDocument2 pages5.14.1.4 Simple Spans Made ContinuousHermann PankowNo ratings yet
- OTC 3736 The Spiral Arrestor - A New Buckle Arrestor Design For Offshore PipelinesDocument6 pagesOTC 3736 The Spiral Arrestor - A New Buckle Arrestor Design For Offshore PipelinesD DeletarNo ratings yet
- Saes L 440Document6 pagesSaes L 440KARTHIKPRITHEEPNo ratings yet
- SPC Occ 221423 MeDocument4 pagesSPC Occ 221423 Metarekhisham1234No ratings yet
- Code of Practice For Laying of Cast Iron Pipes: Indian StandardDocument15 pagesCode of Practice For Laying of Cast Iron Pipes: Indian StandardgavallapalliNo ratings yet
- Tail Shaft SurveyDocument9 pagesTail Shaft SurveyrajishrrrNo ratings yet
- AST Nozzle Repair Req.Document10 pagesAST Nozzle Repair Req.Irvansyah RazadinNo ratings yet
- C 1460 - 04 - Qze0njaDocument4 pagesC 1460 - 04 - Qze0njaSamuel EduardoNo ratings yet
- Chapter 9 - Prestressing: WJ Martin 9.1 ScopeDocument21 pagesChapter 9 - Prestressing: WJ Martin 9.1 ScopeDr. MOHAMED ALZAINNo ratings yet
- Table 15.2.3.5 Api-Rp-2aDocument2 pagesTable 15.2.3.5 Api-Rp-2aJesus ANo ratings yet
- Chapter No. 05 Casing and CementingDocument20 pagesChapter No. 05 Casing and CementingHassan AkbarNo ratings yet
- UW-46 - UW-52 inspection and testing of welded jointsDocument4 pagesUW-46 - UW-52 inspection and testing of welded jointsvivicastedoNo ratings yet
- PIPE LINE Presentation PART 1Document33 pagesPIPE LINE Presentation PART 1kannan100% (1)
- TDI33 Tank Inspection Suitaility For Service API 653 Sec 4Document29 pagesTDI33 Tank Inspection Suitaility For Service API 653 Sec 4Faizal SattuNo ratings yet
- HDDDocument6 pagesHDDRon Cyl100% (1)
- Astm c1461Document4 pagesAstm c1461Júlio RosaNo ratings yet
- SFLC-Std-Spec-8636 Temporary Hull AccessDocument3 pagesSFLC-Std-Spec-8636 Temporary Hull AccessgoedangNo ratings yet
- Is 3114Document15 pagesIs 3114Otavio123No ratings yet
- Ce Ek Na Qa Mar2018 PDFDocument89 pagesCe Ek Na Qa Mar2018 PDFHarjit SinghNo ratings yet
- Kuwait Oil Company Flowline SpecificationDocument9 pagesKuwait Oil Company Flowline Specificationnpwal100% (1)
- Installation, operation and maintenance instructions for TKS RP retrieval toolDocument31 pagesInstallation, operation and maintenance instructions for TKS RP retrieval toolIqbal Mohammad100% (2)
- GP 03 19 01Document12 pagesGP 03 19 01Anonymous fvO1W3100% (2)
- Wind Resistance of Concrete and Clay Roof Tiles (Mechanical Uplift Resistance Method)Document6 pagesWind Resistance of Concrete and Clay Roof Tiles (Mechanical Uplift Resistance Method)Ahmed Alzubaidi100% (1)
- Astm C12Document7 pagesAstm C12omarguillermogarzon100% (1)
- Chiefs Ship Cons Questions and Answers March 2018Document90 pagesChiefs Ship Cons Questions and Answers March 2018Harjit SinghNo ratings yet
- Procedure of Tank RepairDocument4 pagesProcedure of Tank RepairCepi Sindang KamulanNo ratings yet
- Prestress Manual: State of California Department of Transportation Engineering ServicesDocument77 pagesPrestress Manual: State of California Department of Transportation Engineering Servicesras_deepNo ratings yet
- California Prestressing Manual GuideDocument77 pagesCalifornia Prestressing Manual GuidecordobaluisfNo ratings yet
- C12 - Installing Vitrified Clay Pipe LinesDocument7 pagesC12 - Installing Vitrified Clay Pipe LinesKingNo ratings yet
- Duct For Corrosive Fumes ExhaustDocument8 pagesDuct For Corrosive Fumes ExhaustTS WongNo ratings yet
- 33 05 13 Manholes and Structures 10Document4 pages33 05 13 Manholes and Structures 10Mohammed AlkhateebNo ratings yet
- Asme B31.4 - Allow Stress Sa - Factor FDocument1 pageAsme B31.4 - Allow Stress Sa - Factor Fjoaquin torrano veraNo ratings yet
- C 1541 - 04 Qze1ndeDocument5 pagesC 1541 - 04 Qze1ndecarlosNo ratings yet
- F 708 - 92 R97 - Rjcwoc05mli5nw - PDFDocument13 pagesF 708 - 92 R97 - Rjcwoc05mli5nw - PDFRománBarciaVazquezNo ratings yet
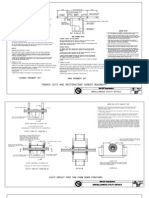
- Trench Cuts and Restorations Across Roadways: Flexible Pavement Cut Rigid Pavement CutDocument3 pagesTrench Cuts and Restorations Across Roadways: Flexible Pavement Cut Rigid Pavement CutIqueline JacqelineNo ratings yet
- Astm 443-98Document4 pagesAstm 443-98Bugoy VouyNo ratings yet
- API 650 PageDocument2 pagesAPI 650 PageGerry Dan ChanliongcoNo ratings yet
- Cantilever DesignDocument8 pagesCantilever DesignJun CrisostomoNo ratings yet
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Protecting Public Safety Through Excavation Damage Prevention NTSB Safety Study Dec-1997Document114 pagesProtecting Public Safety Through Excavation Damage Prevention NTSB Safety Study Dec-1997ochableNo ratings yet
- Limit States For Pipes Under Combined Loads: October 2011Document11 pagesLimit States For Pipes Under Combined Loads: October 2011ochableNo ratings yet
- OSHA 40-Hour HAZWOPER Training Construction Focus FourDocument1 pageOSHA 40-Hour HAZWOPER Training Construction Focus FourochableNo ratings yet
- 40haz - 03 Fall HazardsDocument1 page40haz - 03 Fall HazardsochableNo ratings yet
- Ensuring Our Pipelines Are Safe FactsheetDocument2 pagesEnsuring Our Pipelines Are Safe FactsheetochableNo ratings yet
- Baptismal PrayerDocument5 pagesBaptismal PrayerochableNo ratings yet
- Commitment Safety Emergency Preparedness and ResponseDocument2 pagesCommitment Safety Emergency Preparedness and ResponseochableNo ratings yet
- 30IN Perar Ball ValveDocument34 pages30IN Perar Ball ValveochableNo ratings yet
- 40haz - 07 Confined SpacesDocument1 page40haz - 07 Confined SpacesochableNo ratings yet
- 40haz - 14 Hazardous CommunicationDocument1 page40haz - 14 Hazardous CommunicationochableNo ratings yet
- Stainless Steel Cladding and Weld Overlays PDFDocument13 pagesStainless Steel Cladding and Weld Overlays PDFm5416No ratings yet
- STAINLESS Filler Selector Guide PDFDocument1 pageSTAINLESS Filler Selector Guide PDFArul Edwin VijayNo ratings yet
- Schedule H InitialledDocument9 pagesSchedule H InitialledochableNo ratings yet
- Wrc-Bull368 91Document38 pagesWrc-Bull368 91ochableNo ratings yet
- Men's Safety Work BootsDocument1 pageMen's Safety Work BootsochableNo ratings yet
- Furmanite Hot Tap and Line Stop Contractor Services BrochureDocument16 pagesFurmanite Hot Tap and Line Stop Contractor Services BrochureDavid Rios Cruz100% (1)
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 pagesA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableNo ratings yet
- LOCK O RING Flanges and PlugsDocument6 pagesLOCK O RING Flanges and PlugsochableNo ratings yet
- Rockwell Hardness of Metallic Materials: Standard Test Methods ForDocument38 pagesRockwell Hardness of Metallic Materials: Standard Test Methods ForochableNo ratings yet
- A0K5Y7 - Attachment No. 4 - Welding Procedure - WEI-28-0 Rev. 1Document10 pagesA0K5Y7 - Attachment No. 4 - Welding Procedure - WEI-28-0 Rev. 1ochableNo ratings yet
- A0K5Y9 - Attachment No. 6 - Welding Procedure WEI-30-1Document8 pagesA0K5Y9 - Attachment No. 6 - Welding Procedure WEI-30-1ochableNo ratings yet
- A0K5Y8 - Attachment No. 5 - Welding Procedure WEI-30-0 Rev. 5Document24 pagesA0K5Y8 - Attachment No. 5 - Welding Procedure WEI-30-0 Rev. 5ochableNo ratings yet
- A0I5V4 - Attachment 1.7 #1 - Welding Procedure SpecDocument2 pagesA0I5V4 - Attachment 1.7 #1 - Welding Procedure SpecochableNo ratings yet
- A0I5V4 - Attachment 1.7 #1 - Welding Procedure Spec PDFDocument2 pagesA0I5V4 - Attachment 1.7 #1 - Welding Procedure Spec PDFochableNo ratings yet
- Difusible HydrogenDocument68 pagesDifusible HydrogenochableNo ratings yet
- 112Document2 pages112ochableNo ratings yet
- Than KSDocument1 pageThan KSochableNo ratings yet
- Welding CoatingDocument69 pagesWelding CoatingspaljeniNo ratings yet
- Sirena Policial AmericanaDocument9 pagesSirena Policial AmericanaromarioNo ratings yet
- Tee Cobre So EpcDocument1 pageTee Cobre So EpcAngel Rojas FrancoNo ratings yet
- By L.srikanth 17b81a03k4 A.vinay Kumar 17b81a03p3 16b81a03d6Document15 pagesBy L.srikanth 17b81a03k4 A.vinay Kumar 17b81a03p3 16b81a03d6Sunil Kumar VemulaNo ratings yet
- AGC AGC-CHEMICALS - Effect of Impurities On Membrane Performance & Recovery of Performance-Flemion Seminar 2012 PDFDocument59 pagesAGC AGC-CHEMICALS - Effect of Impurities On Membrane Performance & Recovery of Performance-Flemion Seminar 2012 PDFTahir KhalidNo ratings yet
- GeForce RTX 3090 GA102 GF PG136-A03 Rev BDocument67 pagesGeForce RTX 3090 GA102 GF PG136-A03 Rev BSe SavNo ratings yet
- General Purpose Polyester Laminating Resin GuideDocument3 pagesGeneral Purpose Polyester Laminating Resin Guidewongpengchiong7205100% (1)
- Types of Duty and Classes of Rating Assigned To Rotating Electrical MachinesDocument11 pagesTypes of Duty and Classes of Rating Assigned To Rotating Electrical MachinesSachin5586No ratings yet
- Pet-704 704PDocument38 pagesPet-704 704Papi-3702225100% (1)
- Model 3260 Constant Speed Mixer ManualDocument31 pagesModel 3260 Constant Speed Mixer ManualNi MaNo ratings yet
- Classical Mechanics 2Document109 pagesClassical Mechanics 2pticicaaaNo ratings yet
- Fire Protection For LithiumDocument2 pagesFire Protection For LithiumSofiqNo ratings yet
- Keywords.: To Study About SnortDocument12 pagesKeywords.: To Study About SnortReshma Hemant PatelNo ratings yet
- Victor Canete PDFDocument2 pagesVictor Canete PDFMelvi PeñasNo ratings yet
- 4unsafe Unhealthy Act Conditions PDFDocument41 pages4unsafe Unhealthy Act Conditions PDFej constantino100% (1)
- Expanbar PVC: Centrally and Externally Placed PVC Waterstops. UsesDocument5 pagesExpanbar PVC: Centrally and Externally Placed PVC Waterstops. UsesZaid AhmedNo ratings yet
- Elma Combitest 419 Multifunctional Meter SpecificationsDocument4 pagesElma Combitest 419 Multifunctional Meter SpecificationscipriancordeaNo ratings yet
- PCAD SchematicDocument430 pagesPCAD SchematicAnonymous gH8rfDNo ratings yet
- Properties of Spider SilkDocument9 pagesProperties of Spider SilkArifah PujiatiNo ratings yet
- Drawing ProcessDocument47 pagesDrawing ProcessMetalAnand Chelliah75% (4)
- JLC Online Article PDF - Letters To The EditorDocument1 pageJLC Online Article PDF - Letters To The EditoreeNo ratings yet
- T7 B13 AA Phone Transcripts FDR - AA 11 Calls - Kean Commission TranscriptsDocument62 pagesT7 B13 AA Phone Transcripts FDR - AA 11 Calls - Kean Commission Transcripts9/11 Document Archive100% (1)
- TSC List of Correspondents 201711 PDFDocument180 pagesTSC List of Correspondents 201711 PDFbaroon1234No ratings yet
- Design and Fabrication of Pedal Powered HacksawDocument22 pagesDesign and Fabrication of Pedal Powered HacksawAshish Jindal100% (3)
- Chinese Military Aircraft and MissilesDocument69 pagesChinese Military Aircraft and Missilesjb2ookworm92% (12)
- NorsokDocument133 pagesNorsokNuzuliana EnuzNo ratings yet
- Top Plate - Qad-28 Sample Inspection ReportDocument3 pagesTop Plate - Qad-28 Sample Inspection ReportazadNo ratings yet
- DSP Course Overview by Prof. Deepa KundurDocument2 pagesDSP Course Overview by Prof. Deepa KundurBEN AMAR100% (1)
- Perfect Gas Law Lab ReportDocument9 pagesPerfect Gas Law Lab ReportTan Zu Kuan50% (2)
- Avk Gate Valve, Flanged, Pn10/16 02/60-0045: EN 558-2 S.15/DIN F5, Clockwise To OpenDocument3 pagesAvk Gate Valve, Flanged, Pn10/16 02/60-0045: EN 558-2 S.15/DIN F5, Clockwise To OpenMohamed SayedNo ratings yet
- MATERIAL TEST AND MIX DESIGN GUIDEDocument118 pagesMATERIAL TEST AND MIX DESIGN GUIDEBekele MekonenNo ratings yet