You might also like
- Dissolved OxygenDocument2 pagesDissolved OxygenAnonymous atBeojaNo ratings yet
- Pressure Vessel FatigueDocument3 pagesPressure Vessel Fatiguechemsac2100% (1)
- Introduction PSVDocument11 pagesIntroduction PSVNguyen Anh TungNo ratings yet
- Performance Data: Schedule of Technical Data Genius Cooling Tower Model: MK2348D-2B Project: Hospital KlangDocument1 pagePerformance Data: Schedule of Technical Data Genius Cooling Tower Model: MK2348D-2B Project: Hospital KlangKanthan Devan100% (2)
- Dyke Calculation and TechnicalDocument17 pagesDyke Calculation and Technicalsiva_aelNo ratings yet
- Internals For Packed ColumnsDocument20 pagesInternals For Packed ColumnsIng Antony Matos100% (1)
- Pig Launcher and ReceiverDocument16 pagesPig Launcher and ReceiverBolarinwa100% (5)
- The Engineer's Guide To Tank Gauging: 2021 EDITIONDocument53 pagesThe Engineer's Guide To Tank Gauging: 2021 EDITIONWajih Ansari100% (1)
- Lightning Protection of Floating Roof TanksDocument12 pagesLightning Protection of Floating Roof TanksnaveedfndNo ratings yet
- Checkpoint Physics Notes Chapter 1-5Document5 pagesCheckpoint Physics Notes Chapter 1-5Siddhant Srivastava50% (2)
- Gulfpub HP 201811Document93 pagesGulfpub HP 201811avinashpatil2408No ratings yet
- Design Requirements For Pressure Safety Relief Valves: Codes: Structure & ComparisonDocument5 pagesDesign Requirements For Pressure Safety Relief Valves: Codes: Structure & Comparisontss1372350% (2)
- Fire Tube ReboilerDocument2 pagesFire Tube ReboilerAnonymous 7vljJzHNo ratings yet
- Floating Roof Seal Selection ChecklistDocument3 pagesFloating Roof Seal Selection ChecklistRoshin99100% (2)
- 10 1 1 660 3555Document5 pages10 1 1 660 3555chemsac2No ratings yet
- Selection of Heatexchanger TypesDocument65 pagesSelection of Heatexchanger TypesRaghav SharmaNo ratings yet
- Storage Tanks Emissions and Emission Reductions 201312Document50 pagesStorage Tanks Emissions and Emission Reductions 201312yamakunNo ratings yet
- Frangible roof joints allow emergency venting in tanksDocument2 pagesFrangible roof joints allow emergency venting in tanksShane HancockNo ratings yet
- Determine-The-Optimal-Span-Between-Pipe Supports-For-Thin-Walled-Piping-Systems PDFDocument10 pagesDetermine-The-Optimal-Span-Between-Pipe Supports-For-Thin-Walled-Piping-Systems PDFLuis Pereira PeñaNo ratings yet
- Closed Drain PaperDocument4 pagesClosed Drain PaperBehnam Hosseinzadeh100% (1)
- Placement of Nozzles in EquipmentDocument43 pagesPlacement of Nozzles in EquipmentPramod DixitNo ratings yet
- ATM Storage TankDocument10 pagesATM Storage TankSteve WanNo ratings yet
- (SB0A012) Smith Meter® Integrated Biofuels Blending SkidsDocument8 pages(SB0A012) Smith Meter® Integrated Biofuels Blending SkidsRoberto Carlos TeixeiraNo ratings yet
- FlareDocument10 pagesFlareAgus SuriptoNo ratings yet
- Selection and Sizing of Pressure Relief ValvesDocument21 pagesSelection and Sizing of Pressure Relief ValvesjoesuhreNo ratings yet
- Properties of LPGDocument33 pagesProperties of LPGmukund madhav100% (2)
- Shell and Tube Heat Exchanger Design PreparedDocument6 pagesShell and Tube Heat Exchanger Design PreparedEmebu SamuelNo ratings yet
- API Standards For TanksDocument2 pagesAPI Standards For TanksKmt_Ae100% (1)
- Sizing and Rating BLOWDOWN - ExerciseDocument19 pagesSizing and Rating BLOWDOWN - Exercisepolaris44No ratings yet
- Internals For Packed ColumnsDocument20 pagesInternals For Packed Columnskingcobra008No ratings yet
- 500 Shell Design PDFDocument28 pages500 Shell Design PDFaliNo ratings yet
- Gas Sweetening Systems-Engineering-Design-Guide PDFDocument24 pagesGas Sweetening Systems-Engineering-Design-Guide PDFJerry GumpNo ratings yet
- Emergency Vents For Storage Tank and PipingDocument62 pagesEmergency Vents For Storage Tank and PipingMubarik AliNo ratings yet
- RPA Rim Seal Foam Pourer GuideDocument3 pagesRPA Rim Seal Foam Pourer Guideadilmomin45No ratings yet
- Liquid Storage Tanks Chapter 7 PDFDocument104 pagesLiquid Storage Tanks Chapter 7 PDFFabio MiguelNo ratings yet
- CHE BP - Best Practices For The Control of Fuel Gas - May 2014Document4 pagesCHE BP - Best Practices For The Control of Fuel Gas - May 2014John UrdanetaNo ratings yet
- Natural Gas Sweetening Process DesignDocument13 pagesNatural Gas Sweetening Process DesignJeyakumar Raja100% (1)
- Masonry Reinforcement and Windposts March 2015 V3Document14 pagesMasonry Reinforcement and Windposts March 2015 V3witwatersrandNo ratings yet
- Engineering Notes for Offshore Fuel Gas Conditioning Skid DesignDocument38 pagesEngineering Notes for Offshore Fuel Gas Conditioning Skid DesignMariaNo ratings yet
- Technical Aspect of Storage Tank Loss PDFDocument9 pagesTechnical Aspect of Storage Tank Loss PDFIlze Lorena Priego AhumadaNo ratings yet
- Mop Maop DP and Mawp Understanding The Differences To Avoid PDFDocument7 pagesMop Maop DP and Mawp Understanding The Differences To Avoid PDFNasrul AdliNo ratings yet
- EarthingDocument8 pagesEarthingbacabacabacaNo ratings yet
- 6 Flame Front Generators 1Document2 pages6 Flame Front Generators 1Sebastian AntonyNo ratings yet
- Design Atmospheric Storage Tanks to Prevent AccidentsDocument6 pagesDesign Atmospheric Storage Tanks to Prevent AccidentsRicardo Bec100% (1)
- Mothballing Using VCI (Newest, Claimed To Be The Most Efficient) NitrogenDocument3 pagesMothballing Using VCI (Newest, Claimed To Be The Most Efficient) NitrogenEriska Wahyu Kusuma100% (1)
- Gas Installation PDFDocument31 pagesGas Installation PDFNelson VargasNo ratings yet
- Grouting in Rock TunnellingDocument161 pagesGrouting in Rock TunnellingOanaNo ratings yet
- Liquid Ring Vacuum Pumps & Compressors - Tech Details - Sterling Fluid Systems GroupDocument71 pagesLiquid Ring Vacuum Pumps & Compressors - Tech Details - Sterling Fluid Systems Groupsl1828100% (1)
- Tank Vessel Overflow Line SizingDocument4 pagesTank Vessel Overflow Line SizingAMITH OKNo ratings yet
- IPS G ME 200 Fired HeaterDocument26 pagesIPS G ME 200 Fired Heateralizadeh2222100% (1)
- Atmospheric Storage Tank Types and Design FeaturesDocument112 pagesAtmospheric Storage Tank Types and Design FeaturesS Balamuthu Manickam100% (1)
- Standard For Safety UL ADocument49 pagesStandard For Safety UL ANhất NgônNo ratings yet
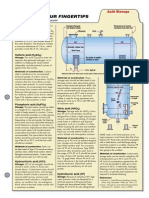
- Acid StorageDocument1 pageAcid StorageChelsea SkinnerNo ratings yet
- Ground Flare Systems GuideDocument12 pagesGround Flare Systems GuidezopitaNo ratings yet
- SPINTRONICSDocument33 pagesSPINTRONICSSyam Pradeep ReddyNo ratings yet
- Strainer Screen & Mesh Selection GuideDocument4 pagesStrainer Screen & Mesh Selection Guidelenasko0% (1)
- Part # Is 0032192-70: Eldorado Eldorado Eldorado Eldorado National National National NationalDocument1 pagePart # Is 0032192-70: Eldorado Eldorado Eldorado Eldorado National National National NationalmnvijaybabuNo ratings yet
- 4 OTG Chemical Cleaning of Plate Heat Exchangers Rev1Document2 pages4 OTG Chemical Cleaning of Plate Heat Exchangers Rev1aliNo ratings yet
- Repair or Alteration of Pressure VesselsDocument4 pagesRepair or Alteration of Pressure VesselsMSNo ratings yet
- Principles of Steam Trap ApplicationDocument14 pagesPrinciples of Steam Trap ApplicationemailNo ratings yet
- Basket StrainersDocument19 pagesBasket StrainersDiana CalderónNo ratings yet
- Mechanical Design Internals Column Notes PDFDocument14 pagesMechanical Design Internals Column Notes PDFMas Arman TewoNo ratings yet
- Gas Pipeline Hydraulics: E. Shashi MenonDocument13 pagesGas Pipeline Hydraulics: E. Shashi Menonmostafa shahrabiNo ratings yet
- Omnia Bridge DeckDocument7 pagesOmnia Bridge DeckKsenia ProtcenkoNo ratings yet
- Permanent Freyssibar anchor corrosion protection & easy installationDocument2 pagesPermanent Freyssibar anchor corrosion protection & easy installationHuy Nguyen VanNo ratings yet
- X-Stream Product Specification SheetDocument1 pageX-Stream Product Specification SheetTamás KósaNo ratings yet
- Quality Systems Quality Systems: One SourceDocument4 pagesQuality Systems Quality Systems: One SourceHamzah Al-HashemiNo ratings yet
- Pipe Wrap Insulation: Technical Data Sheet Product CodeDocument4 pagesPipe Wrap Insulation: Technical Data Sheet Product CodegemazizNo ratings yet
- HILTI HST3 Brochure PDFDocument5 pagesHILTI HST3 Brochure PDFPatrick LaoNo ratings yet
- HB 1056031Document6 pagesHB 1056031chemsac2No ratings yet
- Feyzin LPG Tank Explosion Database CaseDocument14 pagesFeyzin LPG Tank Explosion Database CaseParag ChandankhedeNo ratings yet
- IJOGST - Volume 4 - Issue 1 - Pages 66-80 PDFDocument15 pagesIJOGST - Volume 4 - Issue 1 - Pages 66-80 PDFchemsac2No ratings yet
- Factory Plan Layout Approval Under The Factories Act 1948Document2 pagesFactory Plan Layout Approval Under The Factories Act 1948Amish TrivediNo ratings yet
- DissertationDocument43 pagesDissertationchemsac2No ratings yet
- On The Correlation Between Isothermal Compressibility and Isobaric ExpansivityDocument20 pagesOn The Correlation Between Isothermal Compressibility and Isobaric Expansivitychemsac2No ratings yet
- Proceedings of 6th International Conference on Gas HydratesDocument7 pagesProceedings of 6th International Conference on Gas Hydrateschemsac2No ratings yet
- Heating in Agitated and Non-Agitated VesselsDocument58 pagesHeating in Agitated and Non-Agitated VesselsSteve WanNo ratings yet
- DK2954 CH 1Document3 pagesDK2954 CH 1chemsac2No ratings yet
- SMPV ProformasNewDocument20 pagesSMPV ProformasNewSanjeet Kumar SinghNo ratings yet
- Brennen 2005 - Fundamentals of Multiphase FlowsDocument90 pagesBrennen 2005 - Fundamentals of Multiphase FlowsElias TorcaNo ratings yet
- Pressure Transient Behavior For Alternating Polymer Flooding in A Three-Zone Composite ReservoirDocument10 pagesPressure Transient Behavior For Alternating Polymer Flooding in A Three-Zone Composite Reservoirchemsac2No ratings yet
- Batch Distillation: Practical Aspects of Design and ControlDocument16 pagesBatch Distillation: Practical Aspects of Design and Controlchemsac2No ratings yet
- 01hoyt PDFDocument230 pages01hoyt PDFchemsac2No ratings yet
- Spe 184356 MsDocument9 pagesSpe 184356 Mschemsac2No ratings yet
- United States Patent: AgrawalDocument29 pagesUnited States Patent: Agrawalchemsac2No ratings yet
- Gas Cylinder Filling ModellingDocument8 pagesGas Cylinder Filling Modellingchemsac2No ratings yet
- Velocity Head LimitsDocument3 pagesVelocity Head LimitsMahesh DivakarNo ratings yet
- Valve Noise ReductionDocument7 pagesValve Noise Reductionchemsac2No ratings yet
- LNG - Accurate Determination of LNG Quality Unloaded in Receiving TerminalsDocument20 pagesLNG - Accurate Determination of LNG Quality Unloaded in Receiving TerminalspriyoNo ratings yet
- CEE Whitson Anderson Soreide TBPDocument20 pagesCEE Whitson Anderson Soreide TBPchemsac2No ratings yet
- Kinematics Circular MotionDocument9 pagesKinematics Circular Motionchemsac2No ratings yet
- Owi Eu2018 Market Forecast v6x PDFDocument11 pagesOwi Eu2018 Market Forecast v6x PDFchemsac2No ratings yet
- A Successful Case of Hydrocarbon Dew Point Analysis During Mixing of Natural Gases in Transmission PipelineDocument5 pagesA Successful Case of Hydrocarbon Dew Point Analysis During Mixing of Natural Gases in Transmission Pipelinechemsac2No ratings yet
- At 03400 JSG Staggered BlowdownDocument13 pagesAt 03400 JSG Staggered Blowdownchemsac2No ratings yet
- Seal Features Increase ReliabilityDocument7 pagesSeal Features Increase Reliabilitychemsac2No ratings yet
- Study Improves Control of Slack Line Flow - Oil & Gas JournalDocument10 pagesStudy Improves Control of Slack Line Flow - Oil & Gas Journalchemsac2No ratings yet
- Peristaltic Transport of A Viscous Fluid in An Asymmetric Channel With Permeable WallsDocument13 pagesPeristaltic Transport of A Viscous Fluid in An Asymmetric Channel With Permeable WallsRakeshconclaveNo ratings yet
- M-III (II ECE-B, 1st SEM)Document63 pagesM-III (II ECE-B, 1st SEM)venkatesh sripadNo ratings yet
- Mycom Nims ProptimaDocument4 pagesMycom Nims ProptimasamnemriNo ratings yet
- Nitobond EP 0608Document2 pagesNitobond EP 0608James PittsNo ratings yet
- Subnetting PracticeDocument5 pagesSubnetting PracticeUncleSamNo ratings yet
- R5310105-Structural Analysis - IIDocument4 pagesR5310105-Structural Analysis - IIsivabharathamurthyNo ratings yet
- Power Tool Switches: Catalog 1308650 Issued 1-01Document18 pagesPower Tool Switches: Catalog 1308650 Issued 1-01Gamal AhmadNo ratings yet
- Float Trap PennantDocument2 pagesFloat Trap PennantJinalkumarNo ratings yet
- LB2 UC30 Data Sheet enUS 80218564235Document5 pagesLB2 UC30 Data Sheet enUS 80218564235Ahmed ShawkyNo ratings yet
- Stoichiometry - Determination of Percent by Mass of NaHCO3 in Alka Seltzer TabletsDocument6 pagesStoichiometry - Determination of Percent by Mass of NaHCO3 in Alka Seltzer Tabletsgabbal009No ratings yet
- Troubleshoot Microlab 600 DiluterDocument3 pagesTroubleshoot Microlab 600 DiluterAkmal RakhmadiNo ratings yet
- Especificaciones LuminariasDocument3 pagesEspecificaciones LuminariasRoni DominguezNo ratings yet
- XXXXXXX XXXXXXX: Pour Exemple: Pour Exemple: ArteorDocument5 pagesXXXXXXX XXXXXXX: Pour Exemple: Pour Exemple: ArteorGilbert MartinezNo ratings yet
- EI Manifold Pressure ManualDocument12 pagesEI Manifold Pressure Manualjkloepping_634367970No ratings yet
- Green Aviation SeminarDocument19 pagesGreen Aviation SeminarAromalSPillaiNo ratings yet
- AGA-3 Comparison Normal BetaDocument12 pagesAGA-3 Comparison Normal BetahailriqNo ratings yet
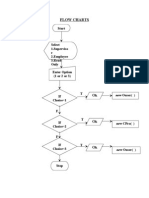
- Flow Charts Option: StartDocument13 pagesFlow Charts Option: StartbalabooksNo ratings yet
- 3M Cold Shrink Cable Joints MV HV 11kV 33kV 66kV BrochureDocument4 pages3M Cold Shrink Cable Joints MV HV 11kV 33kV 66kV BrochureMohammed MustafaNo ratings yet
- SHINI Hopper-Loader - SAL-400 SERIES MANUALDocument38 pagesSHINI Hopper-Loader - SAL-400 SERIES MANUALRick ChenNo ratings yet
- Vacuum Chill BlockDocument2 pagesVacuum Chill BlockAditheya Varthan MNo ratings yet
- 70005144e 1314001 PDFDocument501 pages70005144e 1314001 PDFLuis FernandoNo ratings yet
- Solution of EX2 Measurement of Liquid Electric C OnductivityDocument4 pagesSolution of EX2 Measurement of Liquid Electric C OnductivityArifiantoNo ratings yet
- Desizing of CottonDocument16 pagesDesizing of CottonDeepali RastogiNo ratings yet