You might also like
- Working of TransformerDocument48 pagesWorking of Transformersudhir100% (1)
- Polymer-Based Bearing Materials The Role of Fillers and Fibre ReinforcementDocument7 pagesPolymer-Based Bearing Materials The Role of Fillers and Fibre Reinforcementlessard1620No ratings yet
- Grebe - Capacitor Switching and Its Impact On Power Quality Draft Paper 0000 PDFDocument7 pagesGrebe - Capacitor Switching and Its Impact On Power Quality Draft Paper 0000 PDFrmendozaing100% (1)
- Drive Selection of Rolling MillsDocument4 pagesDrive Selection of Rolling MillsCihan OzturkNo ratings yet
- Billet Defects - Off-Corner Cracks Formation, Prevention and EvolutionDocument33 pagesBillet Defects - Off-Corner Cracks Formation, Prevention and EvolutionJorge Madias0% (1)
- Working Principle of DC MotorDocument6 pagesWorking Principle of DC MotorMosabNo ratings yet
- Mill Scale Safety Data SheetDocument7 pagesMill Scale Safety Data SheetNeni RahayuNo ratings yet
- Water Treatment Residuals Management Fact SheetDocument4 pagesWater Treatment Residuals Management Fact SheetWil OrtizNo ratings yet
- Everflow Turbine Leaflet 1Document2 pagesEverflow Turbine Leaflet 1Bidyapati BiswalNo ratings yet
- Effect of Harmonics On Power FactorDocument5 pagesEffect of Harmonics On Power FactorRamalingeswar JtNo ratings yet
- Screw Size Allen Key Size, S A BDocument3 pagesScrew Size Allen Key Size, S A BНикола КолаковићNo ratings yet
- Twenty-Five Years of Experience in Discussing Rolls and Rolling Technology PDFDocument12 pagesTwenty-Five Years of Experience in Discussing Rolls and Rolling Technology PDFfahrgeruste3961No ratings yet
- Motor Duty TypesDocument3 pagesMotor Duty TypesVijay KumarNo ratings yet
- Predictive Maintainance Using Thermal ImagingDocument28 pagesPredictive Maintainance Using Thermal ImagingGeetha_Sulaksh_9338No ratings yet
- ABB-DMI Type DC Machines Operating and Maintenance InstructionsDocument48 pagesABB-DMI Type DC Machines Operating and Maintenance InstructionsElafanNo ratings yet
- Abrasive ProcessesDocument63 pagesAbrasive ProcessesmohdhmNo ratings yet
- GOLDEN Deep Well Turbine PumpsDocument3 pagesGOLDEN Deep Well Turbine PumpskfctcoNo ratings yet
- NTS TESCO Junior Engineer - SDO Test - 2019 PDFDocument11 pagesNTS TESCO Junior Engineer - SDO Test - 2019 PDFjunaid ahmedNo ratings yet
- Wire Rod Surface DefectsDocument11 pagesWire Rod Surface DefectsNicolas ValleNo ratings yet
- Thermal Analysis of MaterialsDocument17 pagesThermal Analysis of MaterialsHamzahSardar100% (1)
- Differential Pressure TransmitterDocument14 pagesDifferential Pressure TransmitterZainab KadhemNo ratings yet
- Roll Breakage DetectionDocument7 pagesRoll Breakage Detectionzubair ahmadNo ratings yet
- Failure Analysis of Sheared Shaft of A Brine Recycle Pump...Document12 pagesFailure Analysis of Sheared Shaft of A Brine Recycle Pump...Pd RarNo ratings yet
- Grinding Wheel Selection FactorsDocument15 pagesGrinding Wheel Selection Factorsmaulikgadara100% (1)
- Society For Maintenance and Reliability Professionals Body of Knowledge Guided StudyDocument1 pageSociety For Maintenance and Reliability Professionals Body of Knowledge Guided StudyBruno Saracol VenturaNo ratings yet
- The Complete Guide to Hot Rolling of SteelDocument13 pagesThe Complete Guide to Hot Rolling of SteelAndréNo ratings yet
- Professor Induction Column on Induction Coil FailuresDocument6 pagesProfessor Induction Column on Induction Coil FailuresajaydevbNo ratings yet
- Reheating Furnace.3Document8 pagesReheating Furnace.3Zulfa Ilham BasyarahilNo ratings yet
- Fuels and CombustionDocument13 pagesFuels and CombustionHamza Amin100% (1)
- Bearing HeaterDocument5 pagesBearing HeaterAnand KatariyaNo ratings yet
- Scanning probe microscopy techniques and principlesDocument4 pagesScanning probe microscopy techniques and principlesbabakNo ratings yet
- Spur Gear Design 1Document16 pagesSpur Gear Design 1Nagu SriramaNo ratings yet
- Continuous Casting TheoryDocument12 pagesContinuous Casting Theoryyash_ganatra100% (1)
- Principle Angle Single Point Cutting ToolsDocument16 pagesPrinciple Angle Single Point Cutting ToolsSoumik DasNo ratings yet
- SKF Thermal Imager TMTI 2Document2 pagesSKF Thermal Imager TMTI 2Catanescu Alexandru-LaurentiuNo ratings yet
- Types of GearsDocument22 pagesTypes of GearsAnonymous 2RbW9dNo ratings yet
- Harmonics and How They Relate To Power Factor - POWERFACDocument8 pagesHarmonics and How They Relate To Power Factor - POWERFACtatacpsNo ratings yet
- Guidelines for selecting flangesDocument6 pagesGuidelines for selecting flangesMohit BauskarNo ratings yet
- 03 - Rolling of MetalsDocument61 pages03 - Rolling of MetalsAbhishek SinhaNo ratings yet
- AC Drives Reliance ElectricDocument12 pagesAC Drives Reliance ElectricnmvikramNo ratings yet
- Complete CatalogDocument651 pagesComplete CatalogFernando EscriváNo ratings yet
- Basic Rolling Bearing TechnologyDocument75 pagesBasic Rolling Bearing TechnologyRobert Reyes100% (1)
- Tata 1-1 PDFDocument5 pagesTata 1-1 PDFManoj kumarNo ratings yet
- Reverse Osmosis and Ultra Filtration Class LectureDocument7 pagesReverse Osmosis and Ultra Filtration Class Lecturenabil100% (1)
- Engineering Drawing II Tutorial PDFDocument38 pagesEngineering Drawing II Tutorial PDFskumaranspNo ratings yet
- TESCO Junior Engineer TestDocument20 pagesTESCO Junior Engineer Testuzair ahmad100% (1)
- Induction Heating Parameters On Forging BilletDocument85 pagesInduction Heating Parameters On Forging BilletAnonymous VRspXsmNo ratings yet
- Coupling: Presentation by - Riyaz RafiqueDocument32 pagesCoupling: Presentation by - Riyaz RafiqueRiyazRobotics100% (2)
- Thermal AnalysisDocument18 pagesThermal AnalysisamitNo ratings yet
- Polymers in Sensor ApplicationsDocument68 pagesPolymers in Sensor ApplicationsAbc_scribdNo ratings yet
- Different Types of FlangesDocument11 pagesDifferent Types of Flangessambhav metalNo ratings yet
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- Experimento Queda LivreDocument1 pageExperimento Queda LivrefelipeNo ratings yet
- Libro 1Document5 pagesLibro 1alonsninja10No ratings yet
- Flow Rate and Pressure Drop AnalysisDocument4 pagesFlow Rate and Pressure Drop Analysiskarla alcazar valenciaNo ratings yet
- Binder4 PDFDocument5 pagesBinder4 PDFMohamad RifaiNo ratings yet
- Grafik Hubungan Antara Regangan Dan Tegangan GeserDocument18 pagesGrafik Hubungan Antara Regangan Dan Tegangan GeserIvan HamdanyNo ratings yet
- Konversi Satuan HardnessDocument9 pagesKonversi Satuan HardnessFaiz NaufalNo ratings yet
- Software Exercise 1Document14 pagesSoftware Exercise 1MeraNo ratings yet
- 282 kW Glycol Chiller Package Budgetary QuotationDocument4 pages282 kW Glycol Chiller Package Budgetary QuotationDedi KartiwaNo ratings yet
- Progress Drawing 19 Des 2019Document1 pageProgress Drawing 19 Des 2019Dedi KartiwaNo ratings yet
- Cross Tee PDFDocument1 pageCross Tee PDFDedi KartiwaNo ratings yet
- Spek UboltDocument2 pagesSpek UboltRafiazis75No ratings yet
- Sheet Metal and Fiberglass Duct Fabrication TechniquesDocument71 pagesSheet Metal and Fiberglass Duct Fabrication TechniquesAnirudhreddy SafalNo ratings yet
- Form Registrasi Confined SpaceDocument1 pageForm Registrasi Confined SpaceDedi KartiwaNo ratings yet
- Form Registrasi Confined SpaceDocument1 pageForm Registrasi Confined SpaceDedi KartiwaNo ratings yet
- Why Not WyeDocument4 pagesWhy Not WyeDavid S. CastNo ratings yet
- Cross Tee PDFDocument1 pageCross Tee PDFDedi KartiwaNo ratings yet
- Mip-1900 Wing Seal Windlass Pusher Tensioner With Shear: Safety WarningsDocument2 pagesMip-1900 Wing Seal Windlass Pusher Tensioner With Shear: Safety WarningsDedi KartiwaNo ratings yet
- MicroVerb 4 - Program Chart PDFDocument2 pagesMicroVerb 4 - Program Chart PDFjokokompNo ratings yet
- Operation Manual: - 33 Immediately Usable EffectsDocument16 pagesOperation Manual: - 33 Immediately Usable EffectsDedi KartiwaNo ratings yet
- TDocument12 pagesTDedi KartiwaNo ratings yet
- Nas 1638Document2 pagesNas 1638ak_thimiriNo ratings yet
- Sound System Interconnection PDFDocument8 pagesSound System Interconnection PDFfsarkNo ratings yet
- Painting System UenoDocument1 pagePainting System UenoDedi KartiwaNo ratings yet
- QTN 005 TSRT PDFDocument1 pageQTN 005 TSRT PDFDedi KartiwaNo ratings yet
- TDocument12 pagesTDedi KartiwaNo ratings yet
- Modif Support Screw Conv 110-665 ModelDocument1 pageModif Support Screw Conv 110-665 ModelDedi KartiwaNo ratings yet
- Diagram Electrical HomeDocument1 pageDiagram Electrical HomeDedi KartiwaNo ratings yet
- Liquid Penetrant Inspection 35 Question Quiz: First Name Last NameDocument6 pagesLiquid Penetrant Inspection 35 Question Quiz: First Name Last NameDedi Kartiwa100% (1)
- SR13204 PDFDocument1 pageSR13204 PDFDedi KartiwaNo ratings yet
- Zick AnalysisDocument12 pagesZick AnalysisrksahayNo ratings yet
- FanEffectPPT2 PDFDocument41 pagesFanEffectPPT2 PDFJoel AlcantaraNo ratings yet
- Stainless steel tank specification and comparison chartDocument1 pageStainless steel tank specification and comparison chartDedi KartiwaNo ratings yet
- Piezometer Ring Flyer PDFDocument1 pagePiezometer Ring Flyer PDFDedi KartiwaNo ratings yet
- F. Dimensional Report MMC SCRUB PUMPDocument5 pagesF. Dimensional Report MMC SCRUB PUMPDedi KartiwaNo ratings yet
- (Process Industry Practices) Design of ASME B31.3Document24 pages(Process Industry Practices) Design of ASME B31.3aguiarv88100% (1)
- Engineering & Technical Ebooks CollectionDocument4 pagesEngineering & Technical Ebooks CollectionDedi KartiwaNo ratings yet
- 13 Fashion Studies Textbook XIDocument158 pages13 Fashion Studies Textbook XIMeeta GawriNo ratings yet
- NOTE CHAPTER 3 The Mole Concept, Chemical Formula and EquationDocument10 pagesNOTE CHAPTER 3 The Mole Concept, Chemical Formula and EquationNur AfiqahNo ratings yet
- WhatsoldDocument141 pagesWhatsoldLuciana KarajalloNo ratings yet
- All Associates Warning Against ChangesDocument67 pagesAll Associates Warning Against Changesramesh0% (1)
- TransistorDocument1 pageTransistorXhaNo ratings yet
- GIS Arrester PDFDocument0 pagesGIS Arrester PDFMrC03No ratings yet
- Injection Timing (5L) : InspectionDocument2 pagesInjection Timing (5L) : InspectionaliNo ratings yet
- Sekolah Menengah Kebangsaan Ss17 JALAN SS17/1, Subang Jaya English Scheme of Work Form 3Document11 pagesSekolah Menengah Kebangsaan Ss17 JALAN SS17/1, Subang Jaya English Scheme of Work Form 3Rohana YahyaNo ratings yet
- Elmeasure Solenoid Ates CatalogDocument12 pagesElmeasure Solenoid Ates CatalogSEO BDMNo ratings yet
- Cold Forging Process TutorialDocument28 pagesCold Forging Process TutorialpanyamnrNo ratings yet
- Victron MultiPlus 48 1200-13-16 Datasheet enDocument1 pageVictron MultiPlus 48 1200-13-16 Datasheet enBAHJARI AMINENo ratings yet
- ROPE TENSIONER Product-Catalog-2019Document178 pagesROPE TENSIONER Product-Catalog-2019jeedanNo ratings yet
- DSE61xx Configuration Suite Software Manual PDFDocument60 pagesDSE61xx Configuration Suite Software Manual PDFluisNo ratings yet
- National Advisory Committee For AeronauticsDocument36 pagesNational Advisory Committee For AeronauticsSamuel ChristioNo ratings yet
- Philips DVD Player SpecificationsDocument2 pagesPhilips DVD Player Specificationsbhau_20No ratings yet
- Lanegan (Greg Prato)Document254 pagesLanegan (Greg Prato)Maria LuisaNo ratings yet
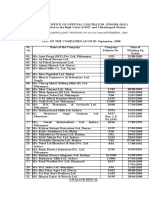
- Statement of Compulsory Winding Up As On 30 SEPTEMBER, 2008Document4 pagesStatement of Compulsory Winding Up As On 30 SEPTEMBER, 2008abchavhan20No ratings yet
- SEMICONDUCTORS AssignmentDocument8 pagesSEMICONDUCTORS AssignmentMaryam MuneebNo ratings yet
- SEO Design ExamplesDocument10 pagesSEO Design ExamplesAnonymous YDwBCtsNo ratings yet
- Application D2 WS2023Document11 pagesApplication D2 WS2023María Camila AlvaradoNo ratings yet
- Drafting TechnologyDocument80 pagesDrafting Technologyong0625No ratings yet
- Fong vs. DueñasDocument2 pagesFong vs. DueñasWinter Woods100% (3)
- Chapter 1: The Critical Role of Classroom Management DescriptionDocument2 pagesChapter 1: The Critical Role of Classroom Management DescriptionJoyce Ann May BautistaNo ratings yet
- Lecture 1: Newton Forward and Backward Interpolation: M R Mishra May 9, 2022Document10 pagesLecture 1: Newton Forward and Backward Interpolation: M R Mishra May 9, 2022MANAS RANJAN MISHRANo ratings yet
- 2016 Mustang WiringDocument9 pages2016 Mustang WiringRuben TeixeiraNo ratings yet
- SWOT Analysis of Solar Energy in India: Abdul Khader.J Mohamed Idris.PDocument4 pagesSWOT Analysis of Solar Energy in India: Abdul Khader.J Mohamed Idris.PSuhas VaishnavNo ratings yet
- Antiquity: Middle AgesDocument6 pagesAntiquity: Middle AgesPABLO DIAZNo ratings yet
- AAU5243 DescriptionDocument30 pagesAAU5243 DescriptionWisut MorthaiNo ratings yet
- How To Check PC Full Specs Windows 10 in 5 Ways (Minitool News)Document19 pagesHow To Check PC Full Specs Windows 10 in 5 Ways (Minitool News)hiwot kebedeNo ratings yet
- Ks3 Science 2008 Level 5 7 Paper 1Document28 pagesKs3 Science 2008 Level 5 7 Paper 1Saima Usman - 41700/TCHR/MGBNo ratings yet