You might also like
- 2021 Influence of Immersion Corrosion AISI 430 AISI 316L - IJE - Volume 34 - Issue 5 - 2021Document11 pages2021 Influence of Immersion Corrosion AISI 430 AISI 316L - IJE - Volume 34 - Issue 5 - 2021cesold delcaribeNo ratings yet
- 1 s2.0 S1526612522000767 MainDocument11 pages1 s2.0 S1526612522000767 MainSerkan APAYNo ratings yet
- Materials 15 00412Document16 pagesMaterials 15 00412Murat CKNo ratings yet
- Taheri2020 - Article - CharacterizationsOfDissimilar DSS-316LDocument9 pagesTaheri2020 - Article - CharacterizationsOfDissimilar DSS-316Lkamal touilebNo ratings yet
- Research On Gas Tungsten Arc Welding of Stainless PDFDocument7 pagesResearch On Gas Tungsten Arc Welding of Stainless PDFMuhammad LukmanNo ratings yet
- CKT - JMEP Published PaperDocument12 pagesCKT - JMEP Published PaperNavlesh JamdarNo ratings yet
- FATIGA BUENOsivaraj2014Document9 pagesFATIGA BUENOsivaraj2014Taguis VelascoNo ratings yet
- Project Report of Mini ProjectDocument24 pagesProject Report of Mini ProjectpramodassNo ratings yet
- 1 s2.0 S0043164820309777 MainDocument6 pages1 s2.0 S0043164820309777 MainrifqNo ratings yet
- Effect of Faying Surfaces and Characterization ofDocument39 pagesEffect of Faying Surfaces and Characterization ofsenthil muruganNo ratings yet
- Metals: A Case Study For The Welding of Dissimilar EN AW 6082 and EN AW 5083 Aluminum Alloys by Friction Stir WeldingDocument9 pagesMetals: A Case Study For The Welding of Dissimilar EN AW 6082 and EN AW 5083 Aluminum Alloys by Friction Stir WeldingArvind ShuklaNo ratings yet
- Dissimilar Welding of AISI 309 Stainless Steel To AISI 1020 Carbon Steel Using Arc Stud WeldingDocument6 pagesDissimilar Welding of AISI 309 Stainless Steel To AISI 1020 Carbon Steel Using Arc Stud WeldingFiras RocktNo ratings yet
- Jagesvar Verma - A Comparative Study On The Effect of Electrode On Microstructure and Mechanical Properties of Dissimilar Welds of 2205 Austeno-Ferritic and 316L Austenitic Stainless SteelDocument7 pagesJagesvar Verma - A Comparative Study On The Effect of Electrode On Microstructure and Mechanical Properties of Dissimilar Welds of 2205 Austeno-Ferritic and 316L Austenitic Stainless SteelWaris Nawaz KhanNo ratings yet
- Materials Today CommunicationsDocument11 pagesMaterials Today CommunicationsC_rovereNo ratings yet
- Mseij 02 00071Document5 pagesMseij 02 00071Dr. Rachid djoudjouNo ratings yet
- Taper Friction WeldingDocument19 pagesTaper Friction Weldingsenthil muruganNo ratings yet
- Resistance Upset Butt Welding of AusteniDocument7 pagesResistance Upset Butt Welding of AusteniRamzi BEN AHMEDNo ratings yet
- ArunDocument14 pagesArunAyanokoji kunNo ratings yet
- Resistance Spot Welding of Martensitic Stainless Steel (Ss420) - Part IDocument12 pagesResistance Spot Welding of Martensitic Stainless Steel (Ss420) - Part IJoel BrasilBorgesNo ratings yet
- To Appear in MeasurementDocument28 pagesTo Appear in Measurementالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- Effect of tool tilt on AA2014 lap joint strengthDocument13 pagesEffect of tool tilt on AA2014 lap joint strengthomerNo ratings yet
- Effect of Sic/Si N Micro Reinforcement On Mechanical and Wear Properties of Friction Stir Welded Aa6061 T6 Aluminum AlloyDocument11 pagesEffect of Sic/Si N Micro Reinforcement On Mechanical and Wear Properties of Friction Stir Welded Aa6061 T6 Aluminum AlloyKashif AlimNo ratings yet
- Materials Science & Engineering A: M. Sabzi, S.H. Mousavi Anijdan, A.R. Eivani, N. Park, H.R. JafarianDocument13 pagesMaterials Science & Engineering A: M. Sabzi, S.H. Mousavi Anijdan, A.R. Eivani, N. Park, H.R. JafarianRami GhorbelNo ratings yet
- Mig/Tig Arc Welding For Stainless Steels & Carbon SteelsDocument10 pagesMig/Tig Arc Welding For Stainless Steels & Carbon SteelsTrương Ngọc SơnNo ratings yet
- Dissimilar Welding of Aa7075 and Aa6063Document7 pagesDissimilar Welding of Aa7075 and Aa6063192016006.sseNo ratings yet
- Tensile Properties of Friction Stir Welded Joints of 2024 Aluminum Alloys in Different Heat-Treated-StateDocument11 pagesTensile Properties of Friction Stir Welded Joints of 2024 Aluminum Alloys in Different Heat-Treated-StateRikko Putra YouliaNo ratings yet
- Tensile and Micro Structural Characteristics AA2219 Aluminum AlloysDocument7 pagesTensile and Micro Structural Characteristics AA2219 Aluminum AlloysMahadevanNo ratings yet
- Fatigue Props of 6061T6 Al AlloysDocument13 pagesFatigue Props of 6061T6 Al Alloystruva_kissNo ratings yet
- 22008-Article Text-71889-1-10-20190503Document7 pages22008-Article Text-71889-1-10-20190503sourabh loharNo ratings yet
- Geometrical Degradation of Electrode and Liquid Metal Embrittlement Cracking in Resistance Spot WeldingDocument15 pagesGeometrical Degradation of Electrode and Liquid Metal Embrittlement Cracking in Resistance Spot WeldingMathews LimaNo ratings yet
- Effect of Tool Pin Profile On Microstructure and Tensile Properties of Friction Stir Welded Dissimilar AA 6061 eAA 5086 Aluminium Alloy JointsDocument11 pagesEffect of Tool Pin Profile On Microstructure and Tensile Properties of Friction Stir Welded Dissimilar AA 6061 eAA 5086 Aluminium Alloy JointsRaul VelascoNo ratings yet
- Microstructure and Residual Stress Distributions in Friction Stir Welding ofDocument9 pagesMicrostructure and Residual Stress Distributions in Friction Stir Welding ofRaul VelascoNo ratings yet
- Optimized Process Parameters GTAW - Literature Survey PDFDocument4 pagesOptimized Process Parameters GTAW - Literature Survey PDFswapnil pandeNo ratings yet
- E3sconf Form2021 02029Document10 pagesE3sconf Form2021 02029axisd47No ratings yet
- Sridhar2014 Article CharacterizationOfMicrostructuDocument13 pagesSridhar2014 Article CharacterizationOfMicrostructuChandan PandeyNo ratings yet
- Study On Microstructure and Mechanical Characteristics of Low-Carbon Steel and Ferritic Stainless Steel JointsDocument11 pagesStudy On Microstructure and Mechanical Characteristics of Low-Carbon Steel and Ferritic Stainless Steel JointsChanthar SoeNo ratings yet
- SSC DWDocument4 pagesSSC DWsanketpavi21No ratings yet
- Stephen Leon 2020 IOP Conf. Ser. - Mater. Sci. Eng. 954 012007Document15 pagesStephen Leon 2020 IOP Conf. Ser. - Mater. Sci. Eng. 954 012007Muhammad Awais Naveed AwanNo ratings yet
- Journal of Manufacturing Processes: Jastej Singh, A.S. ShahiDocument10 pagesJournal of Manufacturing Processes: Jastej Singh, A.S. ShahiSorabh SinghalNo ratings yet
- Corrosion Analysis of Friction Stir-Welded AA 7075 Aluminium AlloyDocument7 pagesCorrosion Analysis of Friction Stir-Welded AA 7075 Aluminium AlloyDilipNo ratings yet
- Characterization of Astm A516 Grade 70 Fusion Welded Joints: Aidy Ali, A. B. SanuddinDocument11 pagesCharacterization of Astm A516 Grade 70 Fusion Welded Joints: Aidy Ali, A. B. SanuddinIgor GrujićNo ratings yet
- Hot Cracking Duplex Stainless Steel2Document18 pagesHot Cracking Duplex Stainless Steel2Sergio Antonio Muñoz PinzónNo ratings yet
- Effects of Heat Input on Structure and Properties of Aluminum WeldsDocument8 pagesEffects of Heat Input on Structure and Properties of Aluminum WeldsPambayun IndriaNo ratings yet
- 8 Studyofsome PDFDocument3 pages8 Studyofsome PDFIjaems JournalNo ratings yet
- Effect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenDocument10 pagesEffect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenHani Aziz AmeenNo ratings yet
- 1 s2.0 S1005030215002108 MainDocument9 pages1 s2.0 S1005030215002108 MainDr. Rachid djoudjouNo ratings yet
- Austempered Materials For Powertrain App PDFDocument9 pagesAustempered Materials For Powertrain App PDFangel expositoNo ratings yet
- Effectof Welding Processeson Microstructure MechanicalDocument12 pagesEffectof Welding Processeson Microstructure MechanicalDr. Rachid djoudjouNo ratings yet
- Heat Input & Joint Efficiency of Three Welding Processes Tig, Mig and FSW Using Aa6061Document6 pagesHeat Input & Joint Efficiency of Three Welding Processes Tig, Mig and FSW Using Aa6061V.v. TaguisNo ratings yet
- The Effect of Welding Heat Input and Wel PDFDocument8 pagesThe Effect of Welding Heat Input and Wel PDFaadmaadmNo ratings yet
- Post Processing of Mild Steel Undergoing MIG WeldingDocument43 pagesPost Processing of Mild Steel Undergoing MIG Weldingnina felixNo ratings yet
- Microstructure and mechanical properties of dissimilar AISI 347 and A335 welded jointDocument8 pagesMicrostructure and mechanical properties of dissimilar AISI 347 and A335 welded jointBurhanuddin As-SirajNo ratings yet
- Mechanical properties and microstructure of 316L stainless steel welded to galvanized steelDocument8 pagesMechanical properties and microstructure of 316L stainless steel welded to galvanized steelIlmal YaqinNo ratings yet
- Mechanical and Metallurgical Properties of Friction Stir Welded Dissimilar Joints of AZ91 Magnesium Alloy and AA 6082-T6 Aluminium AlloyDocument8 pagesMechanical and Metallurgical Properties of Friction Stir Welded Dissimilar Joints of AZ91 Magnesium Alloy and AA 6082-T6 Aluminium AlloyDavid SanchezNo ratings yet
- A Review of Friction Stirs WeldingDocument6 pagesA Review of Friction Stirs WeldingEditor IJTSRDNo ratings yet
- Dissimilar Metal WeldingDocument37 pagesDissimilar Metal WeldingAlbar33% (3)
- Solid State Welding and Application in Aeronautical IndustryDocument8 pagesSolid State Welding and Application in Aeronautical Industrymaster002 XDNo ratings yet
- 1 s2.0 S100363261362590X MainDocument9 pages1 s2.0 S100363261362590X MainggNo ratings yet
- 1 s2.0 S204908011600025X Main PDFDocument3 pages1 s2.0 S204908011600025X Main PDFEmal Khan HandNo ratings yet
- Adhesive BondingDocument8 pagesAdhesive BondingVijay GadakhNo ratings yet
- Spray CoatingsDocument31 pagesSpray CoatingsVijay GadakhNo ratings yet
- 1 s2.0 S204908011600025X Main PDFDocument3 pages1 s2.0 S204908011600025X Main PDFEmal Khan HandNo ratings yet
- Metals 08 00101Document24 pagesMetals 08 00101Vijay GadakhNo ratings yet
- Developments in Cutting Tool Technology in Improving Machinability of Ti6Al4V Alloy - A ReviewDocument13 pagesDevelopments in Cutting Tool Technology in Improving Machinability of Ti6Al4V Alloy - A ReviewVijay GadakhNo ratings yet
- Taguchi Optimization of Process Parameters in Friction Stir Welding of 6061 Aluminum Alloy: A Review and Case StudyDocument12 pagesTaguchi Optimization of Process Parameters in Friction Stir Welding of 6061 Aluminum Alloy: A Review and Case StudyVijay GadakhNo ratings yet
- Fatigue Strength of UFG SteelsDocument6 pagesFatigue Strength of UFG SteelsVijay GadakhNo ratings yet
- Artificial Neural Networks in Finance and ManufacturingDocument299 pagesArtificial Neural Networks in Finance and ManufacturingVijay GadakhNo ratings yet
- Ultra Fined Grained Al-Al2 Cu Composite Produced in Situ by FSPDocument5 pagesUltra Fined Grained Al-Al2 Cu Composite Produced in Situ by FSPVijay GadakhNo ratings yet
- OMMI (Vol.4, Issue 1) April 2007 - In-Service Type IV Cracking in a Modified 9Cr (Grade 91) HeaderDocument11 pagesOMMI (Vol.4, Issue 1) April 2007 - In-Service Type IV Cracking in a Modified 9Cr (Grade 91) Headerabo1510No ratings yet
- 6.02 - Aircraft Materials - Non FerrousDocument16 pages6.02 - Aircraft Materials - Non FerroushmaterialscienceNo ratings yet
- Asrama 1malaysia Team: De' TaladroDocument21 pagesAsrama 1malaysia Team: De' TaladroMuhammad Shukri KamarudinNo ratings yet
- K2 Materials ReqDocument71 pagesK2 Materials ReqPoetra PangestuNo ratings yet
- PR BAV1215 ASTM ReferenceImagesDocument62 pagesPR BAV1215 ASTM ReferenceImagesSüleymanŞentürkNo ratings yet
- PIRAMID Design GuidelinesDocument166 pagesPIRAMID Design GuidelinesAdrian ValderramaNo ratings yet
- Al/Hg Reductive amination under pressureDocument4 pagesAl/Hg Reductive amination under pressuregetjenNo ratings yet
- Renewable Energy: Enzhu Hu, Yufu Xu, Xianguo Hu, Lijun Pan, Shaotong JiangDocument8 pagesRenewable Energy: Enzhu Hu, Yufu Xu, Xianguo Hu, Lijun Pan, Shaotong JiangAnass AkrimNo ratings yet
- Astm B479 19Document3 pagesAstm B479 19mohamedsamireldeep70No ratings yet
- Aluminum salt used in paper industry and water purificationDocument13 pagesAluminum salt used in paper industry and water purificationImie CamachoNo ratings yet
- 12 P Block Revision Notes QuizrrDocument70 pages12 P Block Revision Notes QuizrrÃrjït ShûklãNo ratings yet
- Density Galvalume N ZincalumeDocument2 pagesDensity Galvalume N ZincalumeAuranisa SyaikniNo ratings yet
- Removal of Natural Organic Matter and Arsenic From Water by Electrocoagulation/ Otation Continuous Ow ReactorDocument8 pagesRemoval of Natural Organic Matter and Arsenic From Water by Electrocoagulation/ Otation Continuous Ow ReactorazerfazNo ratings yet
- Kalzip Systems Brochure MEDocument72 pagesKalzip Systems Brochure MEjmcc2No ratings yet
- Thermobaric and Enhanced Blast Explosives - Properties and Testing MethodsDocument14 pagesThermobaric and Enhanced Blast Explosives - Properties and Testing MethodsAnonymous QFUEsUAn100% (1)
- IS 998 - 3 - 1983 - Reff2019Document18 pagesIS 998 - 3 - 1983 - Reff2019AnuradhaPatraNo ratings yet
- Versa MaticDocument40 pagesVersa MaticRelu123No ratings yet
- Anoden Booklet WEBSHOPDocument17 pagesAnoden Booklet WEBSHOPA. El MahdiNo ratings yet
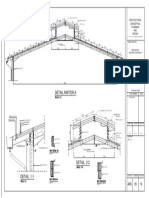
- Architectural design concept for warehouse building expansionDocument1 pageArchitectural design concept for warehouse building expansionDea NitaNo ratings yet
- Properties - and Applications of Quasicrystals and Complex Metallic AlloysDocument18 pagesProperties - and Applications of Quasicrystals and Complex Metallic AlloyswafaNo ratings yet
- PREPARATION AND YIELD OF POTASSIUM ALUMINUM SULFATEDocument5 pagesPREPARATION AND YIELD OF POTASSIUM ALUMINUM SULFATEvinsmoke1No ratings yet
- Cambridge International General Certificate of Secondary EducationDocument16 pagesCambridge International General Certificate of Secondary EducationKiss 002No ratings yet
- Nalco Fume Treatment PlantDocument14 pagesNalco Fume Treatment Plantmanojberma100% (1)
- Waste Management Log BookDocument15 pagesWaste Management Log BookVictor AniekanNo ratings yet
- 01 - En1999 - IntroductionDocument51 pages01 - En1999 - Introductionnebojsadj6411No ratings yet
- Vasco Retail Region Rate ScheduleDocument44 pagesVasco Retail Region Rate ScheduleSara Ad100% (1)
- Cambridge International AS & A Level: Chemistry 9701/13Document20 pagesCambridge International AS & A Level: Chemistry 9701/13chris chongNo ratings yet
- Surface Finishing OperationsDocument88 pagesSurface Finishing OperationsKodeboyina Chandramohan100% (1)
- Emissivity of MaterialsDocument11 pagesEmissivity of MaterialsGeeleegoatNo ratings yet
- Chapter 2 Rev Sha 812013Document36 pagesChapter 2 Rev Sha 812013Azimah HamidonNo ratings yet