You might also like
- Electrodos para soldadura de aceros al carbono y aceros inoxidablesDocument2 pagesElectrodos para soldadura de aceros al carbono y aceros inoxidablesCordova Marcos100% (1)
- Poleas y ConosDocument12 pagesPoleas y ConosvictoryanezNo ratings yet
- Analogia Hombre MaquinaDocument12 pagesAnalogia Hombre MaquinaDaniel CervantesNo ratings yet
- Piezas MecánicasDocument13 pagesPiezas Mecánicasjose mamaniNo ratings yet
- Diseño de Moldes y DadosDocument18 pagesDiseño de Moldes y DadosJoanaHernandez100% (1)
- Cobre y AleacionesDocument26 pagesCobre y AleacionesDiegoNo ratings yet
- Mecánico de Mantenimiento: Contenidos Curriculares SENATI 2018Document23 pagesMecánico de Mantenimiento: Contenidos Curriculares SENATI 2018Niel Gandhi Huaman100% (1)
- Partes Del PLC SenaDocument6 pagesPartes Del PLC Senapedro andres vargas carreño100% (1)
- Técnica de Vacío - Festo EspañaDocument9 pagesTécnica de Vacío - Festo EspañahecalfaloNo ratings yet
- Diseño de Un Banco para Pruebas de Excentricidad en Ejes de Los Rotores Principales de Helicopteros MedianosDocument110 pagesDiseño de Un Banco para Pruebas de Excentricidad en Ejes de Los Rotores Principales de Helicopteros Medianosdeltaterra100% (1)
- Técnicas de unión mecánicaDocument74 pagesTécnicas de unión mecánicaIván Rguez. CortésNo ratings yet
- Manual 02Document196 pagesManual 02cesar Salvador DominguesNo ratings yet
- Mantenimiento ProgramadoDocument48 pagesMantenimiento Programadogtrin15100% (1)
- Avance Foro TIGDocument3 pagesAvance Foro TIGdelhuXD xNo ratings yet
- Conformado Plastico de Metales. FORJA.Document143 pagesConformado Plastico de Metales. FORJA.Daniel MesaNo ratings yet
- Operaciones de Maquinado CNCDocument6 pagesOperaciones de Maquinado CNCH Rivera Oki AntonioNo ratings yet
- WTC 140Document1 pageWTC 140Cv JjNo ratings yet
- Unidad 2-Tema 3 Conformado de MetalesDocument157 pagesUnidad 2-Tema 3 Conformado de MetalesNelva SilviaNo ratings yet
- Estructuras Metalicas PDFDocument73 pagesEstructuras Metalicas PDFAndres ChaconNo ratings yet
- Roscado en El Torno MercedesDocument29 pagesRoscado en El Torno MercedesFernando MercedesNo ratings yet
- SOLDABILIDADDocument5 pagesSOLDABILIDADYenny BeluNo ratings yet
- Torneado de conos: cálculo del ángulo de inclinación del carroDocument72 pagesTorneado de conos: cálculo del ángulo de inclinación del carroEdwin Castro100% (1)
- El TornoDocument18 pagesEl TornoBiankhita Parada100% (1)
- Montaje Ud 1 MontajeDocument47 pagesMontaje Ud 1 MontajeCristobal NamoNo ratings yet
- Taller N2 SoldaduraDocument12 pagesTaller N2 SoldaduraMayli MayumiNo ratings yet
- 02 Embutido en Placas Metalicas PDFDocument8 pages02 Embutido en Placas Metalicas PDFchristian_976_jean_hpNo ratings yet
- Catalogo PerfilesDocument42 pagesCatalogo Perfilesmarkosdistefano100% (2)
- Cepilladora de CodoDocument219 pagesCepilladora de CodoArnold quispe cNo ratings yet
- Resena Final Hardy Cross Ingenieros y Las Torres de MarfilDocument13 pagesResena Final Hardy Cross Ingenieros y Las Torres de MarfilMary Lolis MendozaNo ratings yet
- Guia Soldadura 1Document8 pagesGuia Soldadura 1Fabio PotesNo ratings yet
- TornoDocument8 pagesTornoRobert pinedaNo ratings yet
- F 1140Document2 pagesF 1140Borja Álvarez DíazNo ratings yet
- Crote Arco Aire RanuradoDocument5 pagesCrote Arco Aire RanuradoresiselecNo ratings yet
- Soldadura Mig MagDocument5 pagesSoldadura Mig MagWilzon ChambiNo ratings yet
- Taller2 DecryptedDocument113 pagesTaller2 DecryptedSamuel Lopez BenitesNo ratings yet
- Procesos de Fundicion PresentacionDocument42 pagesProcesos de Fundicion PresentacionRicardo Camacho RiveraNo ratings yet
- Amef Afiladora Ar5-EDocument4 pagesAmef Afiladora Ar5-EClaudia Patricia Roncancio Peña100% (1)
- Refrigerantes en El Mecanizado.Document1 pageRefrigerantes en El Mecanizado.Diego AvellanedaNo ratings yet
- Diagrama Fe-CDocument12 pagesDiagrama Fe-CHadri Yam LunacNo ratings yet
- Cuaderno de Prácticas - Sap 2023-24Document82 pagesCuaderno de Prácticas - Sap 2023-24hermestonto12No ratings yet
- Clasificacion de Los AcerosDocument17 pagesClasificacion de Los AcerosESTUARDO MAMANI TORRESNo ratings yet
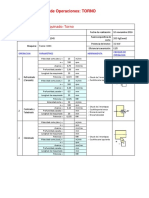
- Especificaciones Tecnicas TornoDocument8 pagesEspecificaciones Tecnicas TornoChristian CarranzaNo ratings yet
- 5to Soldadura Apuntes de SoldaduraDocument50 pages5to Soldadura Apuntes de SoldaduraCarlos VillegasNo ratings yet
- LIBROModeladoProcesosManufactura PDFDocument279 pagesLIBROModeladoProcesosManufactura PDFSaúl VázquezNo ratings yet
- Soldadura OxiacetilenaDocument10 pagesSoldadura OxiacetilenaEduardo MuñozNo ratings yet
- Rasqueteado 401 - 4Document25 pagesRasqueteado 401 - 4sergioNo ratings yet
- AMEFDocument4 pagesAMEFAdaly Cortes100% (1)
- Mantenimiento procesos manufacturaDocument29 pagesMantenimiento procesos manufacturaDorian PerezNo ratings yet
- Taladros, Brocas y LimasDocument18 pagesTaladros, Brocas y LimasJohan RodriguezNo ratings yet
- Consulta Historia de La SoldaduraDocument5 pagesConsulta Historia de La SoldaduraGustavo PomaqueroNo ratings yet
- Proceso MIG - MAG Taller de SueldaDocument7 pagesProceso MIG - MAG Taller de SueldaAntony David Guilcamaigua100% (1)
- Tema de TaladroDocument19 pagesTema de TaladroSami FloresNo ratings yet
- UnionesDocument12 pagesUnionesRené FierroNo ratings yet
- 5 Semana 15Document47 pages5 Semana 15Jarot HackingNo ratings yet
- Barras Supertrack PDFDocument2 pagesBarras Supertrack PDFJulian Alvarez100% (1)
- UD4.Tratamientos TermicosDocument36 pagesUD4.Tratamientos Termicosfagonzalez1958100% (2)
- Capitulo 2 Tratamientos TermicosDocument190 pagesCapitulo 2 Tratamientos TermicosALI JAWAHARLAL MAYORGA HUERTANo ratings yet
- Tratamiento Térmico de Los AcerosDocument46 pagesTratamiento Térmico de Los AcerosIvo Pretto100% (1)
- Mat Ing 7 Tratamientos Termicos - Apuntes Alumnos - 1roDocument89 pagesMat Ing 7 Tratamientos Termicos - Apuntes Alumnos - 1roAngelo Jesus Chacin RomeroNo ratings yet
- Tratamientos Termicos: Ing. Jaime González VivasDocument35 pagesTratamientos Termicos: Ing. Jaime González VivasLuis Rafael Villafuerte HuertaNo ratings yet
- C LipDocument25 pagesC LipLaura ChaconNo ratings yet
- Ficha de Seguridad Unigas (Gas Propano)Document1 pageFicha de Seguridad Unigas (Gas Propano)Reserva VNo ratings yet
- Semana 13-BioquímicaDocument4 pagesSemana 13-BioquímicaLINDSAY CIANKINER CAMPOS SALDAÑANo ratings yet
- Lixiviación de Súlfuros Minera El SoldadoDocument104 pagesLixiviación de Súlfuros Minera El SoldadoCesar Alvarez ValenciaNo ratings yet
- Harina de FrijolDocument3 pagesHarina de FrijolMelanie Rojas SánchezNo ratings yet
- Determinacion de La Estequiometria de Una Reaccion Quimic1 (Recuperado Automáticamente)Document4 pagesDeterminacion de La Estequiometria de Una Reaccion Quimic1 (Recuperado Automáticamente)Oscar Ivan Barranco BasantaNo ratings yet
- Nuevos Materiales en La Construccion de Edificios PDFDocument3 pagesNuevos Materiales en La Construccion de Edificios PDFEvelyn SirisNo ratings yet
- Caracterizacion 29 44Document16 pagesCaracterizacion 29 44Juan Chacon GNo ratings yet
- Tema 07 - Patologia en Estructuras MetalicasDocument23 pagesTema 07 - Patologia en Estructuras MetalicasManuel Reymundo Melendez100% (3)
- PHmetro YokogawaDocument49 pagesPHmetro YokogawaCarlos Alberto Zevallos ZapataNo ratings yet
- Contaminacion en La Sub Ceunca Del Rio Antequera OruroDocument10 pagesContaminacion en La Sub Ceunca Del Rio Antequera OruroMarcoAntonioTrujilloGarciaNo ratings yet
- Prac-Lab Mediciones BasicasDocument6 pagesPrac-Lab Mediciones BasicasDiana fernanda Becerra canposNo ratings yet
- ConvBrinellEcuaciónResistTracciónDocument3 pagesConvBrinellEcuaciónResistTracciónVivi JacomeNo ratings yet
- Manual de operación intercambiador de calor tubos concéntricosDocument12 pagesManual de operación intercambiador de calor tubos concéntricosAlejandro CamachoNo ratings yet
- Perfiles de AceroDocument5 pagesPerfiles de AceroGregory Epifania Pineda100% (1)
- Sol. de Problemas - Propiedades de Los Fluidos - 113232Document12 pagesSol. de Problemas - Propiedades de Los Fluidos - 113232YOEL QUISPE QUISPENo ratings yet
- Alcohol IsopropilicoDocument15 pagesAlcohol Isopropilicomiltoon94No ratings yet
- Informe de Laboratorio N°2 - QuímicaDocument11 pagesInforme de Laboratorio N°2 - QuímicaDemetrio Rodrigo CastilloNo ratings yet
- Mezclas y C0mbinaci0nesDocument5 pagesMezclas y C0mbinaci0neswellinton toribioNo ratings yet
- Fundamentos de LubricacionDocument40 pagesFundamentos de LubricacionJuan Portilla AmasifuenNo ratings yet
- CursometeorologiaoceanografiaDocument103 pagesCursometeorologiaoceanografiaIván orihuelaNo ratings yet
- Diseño de Pozo de Agua y Tratamietno de AguaDocument8 pagesDiseño de Pozo de Agua y Tratamietno de AguaLizNo ratings yet
- Primer Taller de Fisica II 1Document6 pagesPrimer Taller de Fisica II 1Elias WestNo ratings yet
- Formulacion Inorganica Iupac 2005Document8 pagesFormulacion Inorganica Iupac 2005Kevin Espinoza GuzmanNo ratings yet
- Perfilaje Clase 7Document43 pagesPerfilaje Clase 7lissiNo ratings yet
- Bioquimica de Los AlimentosDocument8 pagesBioquimica de Los AlimentosVictor Alejandro CastroNo ratings yet
- LipidosDocument10 pagesLipidosElizabeth Quispe FloresNo ratings yet
- Isobarico Bio. ExpoDocument8 pagesIsobarico Bio. ExpoCarlos Hugo Graverolle LópezNo ratings yet
- Que Es Un Sensor MagneticoDocument7 pagesQue Es Un Sensor MagneticoBrayanArguetaHernandezNo ratings yet
- 05 - Método Ión-ElectrónDocument19 pages05 - Método Ión-ElectrónHANNAH CAMILA MELECIO CALVONo ratings yet