You might also like
- La Cepilladora de Codo XDDocument156 pagesLa Cepilladora de Codo XDWillian Castillo Obando100% (1)
- Ejemplo Pieza Torneado CNC Con WINUNISOFT PDFDocument5 pagesEjemplo Pieza Torneado CNC Con WINUNISOFT PDFarnaldodsNo ratings yet
- Actividad 2 EjerciciosDocument4 pagesActividad 2 EjerciciosJimmy de HernandezNo ratings yet
- 200 Labores de Ganchillo1Document26 pages200 Labores de Ganchillo1Gema García Pastor100% (1)
- MandrinadoraDocument7 pagesMandrinadoraMelisa Soledad Barco JaraNo ratings yet
- 2-Mallas de Perfora GaleriasDocument17 pages2-Mallas de Perfora Galeriasjhol_mineNo ratings yet
- Cap 22 Oper. de MecanizadoDocument37 pagesCap 22 Oper. de MecanizadoGilbert Peña100% (1)
- Afilado de BurilDocument9 pagesAfilado de BurilEmmanuelDavidDLNo ratings yet
- Capitulo 01 Cortes y SeccionesDocument28 pagesCapitulo 01 Cortes y SeccionesDynina100% (2)
- ChapaDocument41 pagesChapaLaura BejaranoNo ratings yet
- Cálculo de engranajes cilíndricos helicoidales y tornillos sin finDocument11 pagesCálculo de engranajes cilíndricos helicoidales y tornillos sin finAntonio Villa VillaNo ratings yet
- Cuestionario de TornoDocument24 pagesCuestionario de TornoManuel Cervantes100% (2)
- Cotizacion 2 Modulos DrywallDocument4 pagesCotizacion 2 Modulos DrywallCarlos E. Gutiérrez Calachua0% (1)
- Hoja de Procesos Chapa MetálicaDocument3 pagesHoja de Procesos Chapa MetálicaAlex AndrangoNo ratings yet
- Manual para El RectificadoDocument55 pagesManual para El RectificadoALEJANDRO BERNAL SALAMANCA0% (1)
- Practica de Taller Mecánico N°1Document8 pagesPractica de Taller Mecánico N°1Robinson AroNo ratings yet
- Fresadora CNCDocument9 pagesFresadora CNCvictordeathNo ratings yet
- Tecnicas de Corte y PunzonadoDocument79 pagesTecnicas de Corte y Punzonadogeegt0% (1)
- Manual de EngranajesDocument68 pagesManual de EngranajesNico Scheggia0% (1)
- Manual Despiece Torno Paralelo GAMMADocument16 pagesManual Despiece Torno Paralelo GAMMALucas Pablo100% (2)
- Desmontaje y montaje de compresor de aireDocument26 pagesDesmontaje y montaje de compresor de aireFelix Wilber Florez Velazco0% (2)
- Tabla de Velocidad de CorteDocument5 pagesTabla de Velocidad de CorteAntonio DelgadoNo ratings yet
- Cálculos de tiempo mecanizado tornoDocument6 pagesCálculos de tiempo mecanizado tornoLuis ChicaizaNo ratings yet
- Maquinas RectificadorasDocument17 pagesMaquinas RectificadorasDiego ChanaluisaNo ratings yet
- Cuestionario Torno PDFDocument4 pagesCuestionario Torno PDFBarrancomznNo ratings yet
- FRES1Document16 pagesFRES1Beimar Ricardo Arana QuentasiNo ratings yet
- Calculo Excentrica Torno 3 GarrasDocument2 pagesCalculo Excentrica Torno 3 GarrasCarlos cantalejos ligero67% (3)
- Tipos de RectificadoDocument4 pagesTipos de RectificadoDarien Martinez Borbon100% (5)
- 5 Cálculos Pples en TroquelesDocument33 pages5 Cálculos Pples en TroquelesfelipeNo ratings yet
- Cálculo Engranajes HelicoidalesDocument7 pagesCálculo Engranajes Helicoidaleshussein mitsuki100% (2)
- Aplicaciones de La Hidraulica y NeumaticaDocument8 pagesAplicaciones de La Hidraulica y NeumaticaHugoNo ratings yet
- Matriz de DobladoDocument21 pagesMatriz de DobladoBastián EscribanoNo ratings yet
- Preguntas de FresadoraDocument8 pagesPreguntas de Fresadoraivilema50% (4)
- Fuerza y Potencia de CorteDocument7 pagesFuerza y Potencia de CorteMaria JoseNo ratings yet
- Maquinas de Corte Por CizalladoDocument15 pagesMaquinas de Corte Por CizalladoLeonardoAlomiaNo ratings yet
- Geometría y Coordenadas de Una Fresadora y Un Torno CNCDocument7 pagesGeometría y Coordenadas de Una Fresadora y Un Torno CNCHUMBERTO NAVAS FELIXNo ratings yet
- PUNZONADODocument3 pagesPUNZONADOMiguel Sánchez MartínNo ratings yet
- Manual MadrinadoraDocument31 pagesManual MadrinadoraFrancisco VillaNo ratings yet
- Deduccion de Formulas de Fuerza y Potencia de TaladroDocument20 pagesDeduccion de Formulas de Fuerza y Potencia de TaladroCarlos Galarza100% (2)
- Operacion CMV Leadwell V30Document26 pagesOperacion CMV Leadwell V30Jhon ValdiviezoNo ratings yet
- Dimensionamiento de Chavetas (Elementos)Document3 pagesDimensionamiento de Chavetas (Elementos)Pedro RiveroNo ratings yet
- Informe Refrentado y CilindradoDocument9 pagesInforme Refrentado y CilindradoXavi ArmijosNo ratings yet
- Preguntas de FresadoraDocument8 pagesPreguntas de FresadoraLcNo ratings yet
- Practica de Torneado 3 LUNETA FIJADocument6 pagesPractica de Torneado 3 LUNETA FIJABrayan Blanco MontesNo ratings yet
- Mantenimiento Preventivo Maquinas HerramientasDocument27 pagesMantenimiento Preventivo Maquinas HerramientasJesus Azencio Arce0% (1)
- Hoja de Procesos Eje PiñonDocument9 pagesHoja de Procesos Eje PiñonWalter David QuiñonezNo ratings yet
- Guía de Aprendizaje No 11 Maquinas EspecialesDocument3 pagesGuía de Aprendizaje No 11 Maquinas EspecialesMarlon Geronimo100% (1)
- LimadoraDocument9 pagesLimadoragastonmz82No ratings yet
- Limadora ManualDocument52 pagesLimadora Manualsergio100% (1)
- Compresores de Hélice BicelularDocument8 pagesCompresores de Hélice BicelularJulio Medina0% (1)
- TaladradoDocument3 pagesTaladradocalcetono100% (2)
- Desbaste ConicoDocument9 pagesDesbaste ConicoCarlos PilatasigNo ratings yet
- Ejemplo Diseño Matriz CorteDocument0 pagesEjemplo Diseño Matriz CorteFrancs PerezNo ratings yet
- Tipos de Rotores en Ventiladores CentrifugosDocument6 pagesTipos de Rotores en Ventiladores CentrifugosEduard GiancarlommNo ratings yet
- Angulos Principales de Herramienta de CorteDocument1 pageAngulos Principales de Herramienta de CorteTaller Metal-Mecanica Leo100% (2)
- Cabezales Divisores..Document14 pagesCabezales Divisores..דזשהאָנני טאָנאַטאָ33% (3)
- Ángulos de CorteDocument11 pagesÁngulos de CorteEduardo CM100% (1)
- Sistemas de Lubricacion en Tornos, Fresadoras y Taladros de ColumnaDocument3 pagesSistemas de Lubricacion en Tornos, Fresadoras y Taladros de ColumnaCarles Albert Ivars0% (1)
- Eje Escalonado Con RanuraDocument1 pageEje Escalonado Con RanuraluisNo ratings yet
- Manual de Mantenimiento A Máquina Fresadora OIMSA FTX-8 1Document52 pagesManual de Mantenimiento A Máquina Fresadora OIMSA FTX-8 1Eddy Pérez50% (2)
- El RoscadoDocument11 pagesEl RoscadoUbaldo Sanchez100% (3)
- Esmerilado y RectificadoDocument8 pagesEsmerilado y RectificadoLeonardo GonzagaNo ratings yet
- Maquina FresadoraDocument13 pagesMaquina FresadoraKarina Giselle Castellon Fernandez LA Monita100% (1)
- FRESADORADocument51 pagesFRESADORACamilo Gutierrez DbzNo ratings yet
- La RectificadoraDocument9 pagesLa Rectificadorac1h2o3kNo ratings yet
- El Proceso de TaladradoDocument11 pagesEl Proceso de TaladradoIto GuevaraNo ratings yet
- Manual de Sistemas de Protecciones PDFDocument173 pagesManual de Sistemas de Protecciones PDFJose Cordero100% (1)
- Sistemas Eléctricos de Media Tensión y Baja TensiónDocument14 pagesSistemas Eléctricos de Media Tensión y Baja TensiónJesus EslavaNo ratings yet
- Matriz ProyectoDocument2 pagesMatriz ProyectoJesus EslavaNo ratings yet
- Informes 1Document8 pagesInformes 1Jesus EslavaNo ratings yet
- TAREA 2 OfimaticaDocument11 pagesTAREA 2 OfimaticaJesus EslavaNo ratings yet
- Informes 1Document8 pagesInformes 1Jesus EslavaNo ratings yet
- Ofimática Empresarial Básica Jesus CastilloDocument5 pagesOfimática Empresarial Básica Jesus CastilloJesus EslavaNo ratings yet
- Sistemas Eléctricos de Media Tensión y Baja TensiónDocument14 pagesSistemas Eléctricos de Media Tensión y Baja TensiónJesus EslavaNo ratings yet
- ProcedimientoDocument4 pagesProcedimientoJesus EslavaNo ratings yet
- Matriz ProyectoDocument2 pagesMatriz ProyectoJesus EslavaNo ratings yet
- Informe 4Document63 pagesInforme 4Jesus EslavaNo ratings yet
- Informes 2Document49 pagesInformes 2Jesus EslavaNo ratings yet
- Informes 1Document8 pagesInformes 1Jesus EslavaNo ratings yet
- Plan estratégico de la Escuela de Ingeniería AgroindustrialDocument13 pagesPlan estratégico de la Escuela de Ingeniería AgroindustrialJesus EslavaNo ratings yet
- Hablar con DiosDocument18 pagesHablar con DiosJesus EslavaNo ratings yet
- SIMA Analisis InstitucionalDocument27 pagesSIMA Analisis InstitucionalJesus EslavaNo ratings yet
- CuadriláterosDocument44 pagesCuadriláterosAnonymous pQmJyTp9YmNo ratings yet
- Sima AstillerosDocument11 pagesSima AstillerosJesus EslavaNo ratings yet
- La Empresa y La Necesidad de Administrarla DiapoDocument20 pagesLa Empresa y La Necesidad de Administrarla DiapoJesus EslavaNo ratings yet
- TesisDocument13 pagesTesisJesus EslavaNo ratings yet
- Optimzacon de Costos Electricos-UNIDocument82 pagesOptimzacon de Costos Electricos-UNIoscarmelovegaNo ratings yet
- Aguilar Torres Rodrigo Eduardo Ventura Gomez Harold YuriDocument133 pagesAguilar Torres Rodrigo Eduardo Ventura Gomez Harold YuriEdwin Capquequi AñamuroNo ratings yet
- El Mercado Eléctrico del Perú: Una síntesis de la experiencia adquiridaDocument15 pagesEl Mercado Eléctrico del Perú: Una síntesis de la experiencia adquiridaRaúl Labarthe SaricNo ratings yet
- Prensa Desplazable en CruzDocument14 pagesPrensa Desplazable en CruzJesus EslavaNo ratings yet
- Generador Fotovoltaico PDFDocument10 pagesGenerador Fotovoltaico PDFCarlitos Monasque LaraNo ratings yet
- Tarifa OptimaDocument13 pagesTarifa OptimaJesus EslavaNo ratings yet
- Diseño Mecanico PrensaDocument9 pagesDiseño Mecanico PrensaJesus EslavaNo ratings yet
- Seleccion de Tarifa Optima OsinergminDocument16 pagesSeleccion de Tarifa Optima OsinergminJesus EslavaNo ratings yet
- Seleccion de Tarifa Optima - OsinergminDocument3 pagesSeleccion de Tarifa Optima - Osinergminluislg2014No ratings yet
- Tarifa OptimaDocument13 pagesTarifa OptimaJesus EslavaNo ratings yet
- GRÁFICASDocument5 pagesGRÁFICASSolórzano H.E.No ratings yet
- Catalogo mp50 mp60Document5 pagesCatalogo mp50 mp60Percy Rojas VicenteNo ratings yet
- Tubos de Las Prensas de TuboDocument9 pagesTubos de Las Prensas de TuboHugo Alfredo Ordóñez ChocanoNo ratings yet
- Catalogo de Elementos de Fijacion PDFDocument245 pagesCatalogo de Elementos de Fijacion PDFOmar PérezNo ratings yet
- Ejercicio Resuelto Sarta de PerforaciónDocument23 pagesEjercicio Resuelto Sarta de PerforaciónErick MorrisNo ratings yet
- Tabelas Alum EN1090 3Document5 pagesTabelas Alum EN1090 3AMGConsultadoriaNo ratings yet
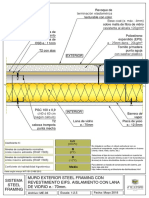
- Muro Exterior Steel Framing Con Distintos Tipos de Revestimiento InteriorDocument7 pagesMuro Exterior Steel Framing Con Distintos Tipos de Revestimiento InteriorNatalia Casadei Massimino100% (1)
- 2reclasif. Rec. Crit.Document111 pages2reclasif. Rec. Crit.Big GarciaNo ratings yet
- Hoja Tecnica 55 - 8620Document2 pagesHoja Tecnica 55 - 8620ca mirNo ratings yet
- 15-It-72ho - RPT - Catalogo de PresentacionDocument16 pages15-It-72ho - RPT - Catalogo de PresentacionBob SosNo ratings yet
- Proyecto EcheverriaDocument18 pagesProyecto EcheverriaMiguel CujiNo ratings yet
- Trabajo de Limadora, Fresadora y CepilladoraDocument16 pagesTrabajo de Limadora, Fresadora y CepilladoranazarethNo ratings yet
- Listado de Precios de Materiales de Construcción 2014Document142 pagesListado de Precios de Materiales de Construcción 2014Majo OrtegaNo ratings yet
- Módulo 6 FinalDocument34 pagesMódulo 6 FinalCarlitos SalgadoNo ratings yet
- Ferretería y TlapaleriaDocument90 pagesFerretería y TlapaleriaMony SánchezNo ratings yet
- Informe de Taller MecanicoDocument9 pagesInforme de Taller Mecanicoreyko2424No ratings yet
- S01 Instrumentos de Dibujo. Normalizacion de Lineas, Letras y MembretesDocument28 pagesS01 Instrumentos de Dibujo. Normalizacion de Lineas, Letras y MembretesCharo IngaNo ratings yet
- gastos-construccion-casaDocument22 pagesgastos-construccion-casaCriss StephanieNo ratings yet
- UD6 Maquinas HerramientasDocument98 pagesUD6 Maquinas HerramientasJuan S. RivasNo ratings yet
- Usos y Aplicaciones Del CemntoDocument15 pagesUsos y Aplicaciones Del CemntoCarlos Cruz CarreraNo ratings yet
- RoscadoDocument7 pagesRoscadoHoracio SerenelliNo ratings yet
- Carta de Presentacion Distribuidora 2004Document2 pagesCarta de Presentacion Distribuidora 2004Ivan Mejia OliveraNo ratings yet
- MANO DE OBRA Y MATERIALESDocument20 pagesMANO DE OBRA Y MATERIALESjeff sanchezNo ratings yet
- 08 Obras de Arte Sistema de Evacuacion de Aaguas PluvialesDocument1 page08 Obras de Arte Sistema de Evacuacion de Aaguas Pluvialestony1805No ratings yet