You might also like
- Solid Gas Separation1Document48 pagesSolid Gas Separation1krizel100% (1)
- Sulphur ProcessingDocument6 pagesSulphur ProcessingSimon BolivarNo ratings yet
- Hapman - Bulk Bag UnloaderDocument2 pagesHapman - Bulk Bag UnloaderangelsiddhartaNo ratings yet
- Bag DumpDocument2 pagesBag DumpalirizalNo ratings yet
- Vacuum Conveyor For Industrial ApplicationDocument4 pagesVacuum Conveyor For Industrial Applicationkrishna100% (1)
- RBDCD enDocument4 pagesRBDCD enEis NovidhaNo ratings yet
- Goulds Pump Curves 3175Document3 pagesGoulds Pump Curves 3175RichNo ratings yet
- Dorner 3200 Vacuum ConveyorDocument8 pagesDorner 3200 Vacuum ConveyorBobKatNo ratings yet
- Catrdige Filter Cost Chang OutDocument4 pagesCatrdige Filter Cost Chang OutmigelNo ratings yet
- Random PackingDocument4 pagesRandom PackingAadam AryanNo ratings yet
- D RP Heat Transfer Fluid: OwthermDocument24 pagesD RP Heat Transfer Fluid: Owthermhmudassir_1No ratings yet
- Understanding and Eliminating Pressure Fluctuations in 2010 Process SafetyDocument6 pagesUnderstanding and Eliminating Pressure Fluctuations in 2010 Process SafetyandriNo ratings yet
- Op. Consoles, Cabinets, Panels, Arrangement Drawings - LCP: Vendor Document ReviewDocument13 pagesOp. Consoles, Cabinets, Panels, Arrangement Drawings - LCP: Vendor Document ReviewMohamed SamirNo ratings yet
- FSP PresentationDocument35 pagesFSP PresentationAshwani KumarNo ratings yet
- Excess FLow ValveDocument9 pagesExcess FLow ValvechloeNo ratings yet
- PFC-P102 Engl.1Document12 pagesPFC-P102 Engl.1keyur1109No ratings yet
- Decanter ANDRITZDocument3 pagesDecanter ANDRITZCesar LapaNo ratings yet
- Stress Corrosion Cracking - A Caustic ExperienceDocument3 pagesStress Corrosion Cracking - A Caustic Experienceramadoss_alwar7307No ratings yet
- TAPPI Guidelines Overlay DigesterDocument10 pagesTAPPI Guidelines Overlay Digestera_parratNo ratings yet
- Vdocuments - MX Tallow Rotary Drum Vacuum FilterDocument34 pagesVdocuments - MX Tallow Rotary Drum Vacuum Filterksharma294100% (1)
- Spray DryerDocument10 pagesSpray DryerRana MubasherNo ratings yet
- Brosjyre ChemineerDocument14 pagesBrosjyre ChemineerRaul DiazNo ratings yet
- Rotary Vacuum-Drum FilterDocument8 pagesRotary Vacuum-Drum FilterVijay ByahutNo ratings yet
- The Rotary Drum Filter: DescriptionDocument6 pagesThe Rotary Drum Filter: Descriptionagrocel_bhv5591No ratings yet
- Service Manual VD (E1) 12-05 - enDocument45 pagesService Manual VD (E1) 12-05 - enPhong LeNo ratings yet
- Prilling & GranulationDocument50 pagesPrilling & GranulationselviraNo ratings yet
- Durco Pressure Leaf Sulfur FiltrationDocument3 pagesDurco Pressure Leaf Sulfur FiltrationBhusarapu SrinivasNo ratings yet
- PID Rotary Dryer PDFDocument6 pagesPID Rotary Dryer PDFLêNhậtMinhNo ratings yet
- CCC Shaftless Conveyors R2Document15 pagesCCC Shaftless Conveyors R2gocherkeNo ratings yet
- Sugar HandlingDocument4 pagesSugar Handlingrbrbs7100% (1)
- VenturiDocument2 pagesVenturiJIANo ratings yet
- AgitatingDocument24 pagesAgitatingBánh Cuốn Tôm ThịtNo ratings yet
- Witte Poly PumpsDocument5 pagesWitte Poly Pumpsy.s.6saputroNo ratings yet
- Jose Sentmanat Filter NewsDocument8 pagesJose Sentmanat Filter NewsLeandro ChSanzNo ratings yet
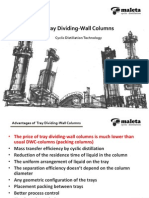
- Tray Dividing Wall ColumnsDocument7 pagesTray Dividing Wall ColumnsDr. VolodymyrNo ratings yet
- Andritz Decanter CentrifugeDocument3 pagesAndritz Decanter Centrifugetarek55550% (2)
- Spin Flash Drying 303 01 05 2012 USDocument8 pagesSpin Flash Drying 303 01 05 2012 USchien_yu_leeNo ratings yet
- Aeromatic Ltd. Fluid Bed DryerDocument13 pagesAeromatic Ltd. Fluid Bed DryerDitha ParamitaNo ratings yet
- Hydro CycloneDocument3 pagesHydro Cycloneakn_nairNo ratings yet
- Filter Drum RotaryDocument5 pagesFilter Drum RotaryMannuela Anugrahing MarwindiNo ratings yet
- UM10705 01 00 Screw ConveyorDocument1 pageUM10705 01 00 Screw ConveyorDADAIRESENDENo ratings yet
- Types of Plate and Their ApplicationDocument5 pagesTypes of Plate and Their ApplicationHuda ShahNo ratings yet
- Gea Niro M: MOBILE MINOR™ Spray DryerDocument6 pagesGea Niro M: MOBILE MINOR™ Spray DryerCh Foo0% (1)
- Feralco Liquid Aluminium Sulphate BrochureDocument5 pagesFeralco Liquid Aluminium Sulphate BrochurenoelhalloranNo ratings yet
- DCD 6 - Plate Design PDFDocument53 pagesDCD 6 - Plate Design PDFChristopher RileyNo ratings yet
- 2004 - Flowsheet Options For The Production ofDocument9 pages2004 - Flowsheet Options For The Production ofKhánh Đỗ100% (1)
- JHF-Model Precision Filter Operational ManualDocument5 pagesJHF-Model Precision Filter Operational Manualkt34ttNo ratings yet
- Efficient Vacuum DistillationDocument9 pagesEfficient Vacuum DistillationmishraenggNo ratings yet
- O M Manual For Fabric FilterDocument28 pagesO M Manual For Fabric FilterSubranoNo ratings yet
- Destoner MachineDocument6 pagesDestoner MachineFauzi GunawanNo ratings yet
- Schoepentoeter SEPARADORDocument4 pagesSchoepentoeter SEPARADOREsau EstebanNo ratings yet
- Membrane MBR - Depliant 1Document8 pagesMembrane MBR - Depliant 1gsaviNo ratings yet
- ACS Montz BrochureDocument11 pagesACS Montz BrochureMarcoAlbaNo ratings yet
- 9 4 Sludge DryingDocument17 pages9 4 Sludge Dryingkosmc123No ratings yet
- Operation Manual For Perfluorinated Ion-Exchange Membrane Which Used in Chlor-Alkali IndustryDocument10 pagesOperation Manual For Perfluorinated Ion-Exchange Membrane Which Used in Chlor-Alkali IndustryBoris GNo ratings yet
- Mantenimiento SruDocument22 pagesMantenimiento SruDaineris HernandezNo ratings yet
- Mixing V3: Theory and PracticeFrom EverandMixing V3: Theory and PracticeVincent W. UhlNo ratings yet
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsFrom EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNo ratings yet
- Industrial Complexes Part 2 Planning and DesignDocument15 pagesIndustrial Complexes Part 2 Planning and DesignNenadNo ratings yet
- Standaardmethode Opslagtanks - Generic Approach Liquid Storage TanksDocument28 pagesStandaardmethode Opslagtanks - Generic Approach Liquid Storage TanksNenadNo ratings yet
- Working Document Wms 04.06.2019 - Clean Corr. 05.06.2019Document294 pagesWorking Document Wms 04.06.2019 - Clean Corr. 05.06.2019NenadNo ratings yet
- SANDVIK CapabilitiesDocument16 pagesSANDVIK CapabilitiesNenadNo ratings yet
- Managing Corrosion in Sulfur Storage Tanks - ProcitanoDocument6 pagesManaging Corrosion in Sulfur Storage Tanks - ProcitanoNenadNo ratings yet
- Design of Underground Rectangular Concre PDFDocument63 pagesDesign of Underground Rectangular Concre PDFNenadNo ratings yet
- The Sulphur CompanyDocument20 pagesThe Sulphur CompanyNenadNo ratings yet
- Huck Bobtail Fastening System - NewDocument6 pagesHuck Bobtail Fastening System - NewNenadNo ratings yet
- Fire Protection TATA STEELDocument40 pagesFire Protection TATA STEELNenadNo ratings yet
- Particle Pal Doc2 PDFDocument12 pagesParticle Pal Doc2 PDFShantanu DuttaNo ratings yet
- Hazop Study-Etp - AcidDocument2 pagesHazop Study-Etp - Acidkirandevi1981100% (1)
- 20 - Sample Machinery Vibration Analysis ReportDocument12 pages20 - Sample Machinery Vibration Analysis ReportHatem Abdelrahman100% (1)
- CH-02 30WI 1400V Water To Water Chiller Selection PDFDocument5 pagesCH-02 30WI 1400V Water To Water Chiller Selection PDFBilguun BurenjargalNo ratings yet
- Transformer Oil Regeneration Plant CMM 12r I 2022 Rev1Document14 pagesTransformer Oil Regeneration Plant CMM 12r I 2022 Rev1Ausama GalowNo ratings yet
- Atlas Copco Lit On FlexRoc D65Document5 pagesAtlas Copco Lit On FlexRoc D65Jimmy Gonzalo Veliz Quispe0% (1)
- Caterpillar EMCPDocument40 pagesCaterpillar EMCPrealwild93% (59)
- Techincal Data Sheet EPB-Shield For BC-18 Description Specification RemarksDocument4 pagesTechincal Data Sheet EPB-Shield For BC-18 Description Specification Remarkskalpesh86patel9246No ratings yet
- 2008 Sacksafoam II Model 5598 ManualDocument27 pages2008 Sacksafoam II Model 5598 ManualRicardo GalindoNo ratings yet
- Aldrum G3Document4 pagesAldrum G3Dito KristaNo ratings yet
- 004P Non Return Leak Off ValveDocument3 pages004P Non Return Leak Off ValveFitriani Khasanah100% (1)
- Material Compatibility For Steam Turbine 31 KT Utilities 1 and Utilities 2Document6 pagesMaterial Compatibility For Steam Turbine 31 KT Utilities 1 and Utilities 2Garnis NurfadilaNo ratings yet
- Commander Manual TitanDocument40 pagesCommander Manual TitanjohnfcortesNo ratings yet
- FM 3 0 Mk3 - EN - 1R - Tech DataDocument6 pagesFM 3 0 Mk3 - EN - 1R - Tech DataOrhan HasanogluNo ratings yet
- DewateringDocument4 pagesDewateringManasArora100% (1)
- Radial Turbine Performance Prediction and Design Optimization Whit Matlab ToolDocument7 pagesRadial Turbine Performance Prediction and Design Optimization Whit Matlab Tooljr110livecomNo ratings yet
- Data Sheet - Item FW 001: Issued On: 27.02.2006 Issued By: 1100/freDocument3 pagesData Sheet - Item FW 001: Issued On: 27.02.2006 Issued By: 1100/freChiriacMariusNo ratings yet
- Zoomlion QUY100Document10 pagesZoomlion QUY100Fajar SodiqNo ratings yet
- Spraymec 6050 WP 100004455 PDFDocument0 pagesSpraymec 6050 WP 100004455 PDFvkannan07666No ratings yet
- 6923 PDFDocument5 pages6923 PDFMEHDINo ratings yet
- Merkur High Pressure Sprayer: Instructions-PartsDocument30 pagesMerkur High Pressure Sprayer: Instructions-PartsdosenmarioNo ratings yet
- NOMAD 65 VibratorsDocument10 pagesNOMAD 65 Vibratorshami hazarNo ratings yet
- Satco LTD: Satco 318 Setup & Testing ManualDocument31 pagesSatco LTD: Satco 318 Setup & Testing ManualmarceloNo ratings yet
- RDCV - : Technical Instruction ManualDocument12 pagesRDCV - : Technical Instruction ManualGregory StewartNo ratings yet
- NEX CG Instruction Manual Rev 2Document112 pagesNEX CG Instruction Manual Rev 2Jumarni M Saiye100% (1)
- Parts ListDocument26 pagesParts ListArman MalikNo ratings yet
- UntitledDocument255 pagesUntitled5jdesignNo ratings yet
- DPC 8443b184bDocument2 pagesDPC 8443b184bBaytolgaNo ratings yet
- Duct Leakage TestingDocument26 pagesDuct Leakage TestingVijay100% (1)
- 6-1. Troubleshooting ELEC 140-9SDocument99 pages6-1. Troubleshooting ELEC 140-9SJoseph Emmanuel ParedesNo ratings yet