You might also like
- Cursograma Analitico Chapa de MaderaDocument2 pagesCursograma Analitico Chapa de MaderamarcosNo ratings yet
- Ejercicio 19 ImDocument3 pagesEjercicio 19 ImFrank Acosta Zamora100% (1)
- Fabricacion de Ladrillo PromodelDocument6 pagesFabricacion de Ladrillo PromodelAlejandra HurtadoNo ratings yet
- Ejercicio 1Document3 pagesEjercicio 1Carmen CruzNo ratings yet
- Preguntas de Clase Inv 5 Ingenieria de PlantaDocument2 pagesPreguntas de Clase Inv 5 Ingenieria de PlantaSantiago Vazquez VazquezNo ratings yet
- JIDOKADocument3 pagesJIDOKANelly BlackNo ratings yet
- Diagrama Metodo ActualDocument4 pagesDiagrama Metodo ActualCarlo Mor HuaNo ratings yet
- Análisis de Trabajo FORMATO ECRSDocument1 pageAnálisis de Trabajo FORMATO ECRSMiltonZambranoSorianoNo ratings yet
- Proceso de Producción Caretas de Protección FacialDocument3 pagesProceso de Producción Caretas de Protección FacialdavidNo ratings yet
- Comandos de PromodelDocument1 pageComandos de Promodelmiguel cruzate alzamoraNo ratings yet
- Auditoría de sistemas de información de SEDEMI S.A.: procesos TIDocument23 pagesAuditoría de sistemas de información de SEDEMI S.A.: procesos TIKatty Ale Kaulitz CiprianoNo ratings yet
- Fuentes de VibraciónDocument1 pageFuentes de VibraciónomarNo ratings yet
- Formato Diagrama BimanualDocument6 pagesFormato Diagrama BimanualJezip KaulitzNo ratings yet
- Javier Peña 2170047 Act 5 Ing. de Metodos 2Document8 pagesJavier Peña 2170047 Act 5 Ing. de Metodos 2Luis HenriquezNo ratings yet
- 2.x Simulación - Taller de Numeros AleatoriosDocument1 page2.x Simulación - Taller de Numeros AleatoriosLady Marcela Vasquez DiazNo ratings yet
- Trabajo de Procesos IIDocument6 pagesTrabajo de Procesos IIHumberto J. TuiranNo ratings yet
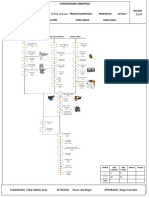
- 1.1 Cursograma AnaliticoDocument1 page1.1 Cursograma AnaliticoDiego1018No ratings yet
- Diagrama BimanualDocument1 pageDiagrama BimanualDavid S. Gutierrez100% (1)
- COMO SE HACEN LAS CAMPANAS DE BRONCE La Elaboración de Una Campana de Bronce Se La Realiza A Través de Un Molde de Arena Muy Fina Con Un Compuesto EpoxiDocument5 pagesCOMO SE HACEN LAS CAMPANAS DE BRONCE La Elaboración de Una Campana de Bronce Se La Realiza A Través de Un Molde de Arena Muy Fina Con Un Compuesto EpoxiWilliam ManotoaNo ratings yet
- 2.3 Diagrama de RecorridoDocument1 page2.3 Diagrama de RecorridoMary Cantarinez Gutierrez100% (1)
- Mapa de Procesos Camal YantzazaDocument1 pageMapa de Procesos Camal YantzazaBoris Eduardo Pucha MedinaNo ratings yet
- AMFE PatínDocument1 pageAMFE PatínAng mec100% (1)
- Manufactura CimDocument10 pagesManufactura CimgersonNo ratings yet
- Física - General - (PG - 577 578) PDFDocument2 pagesFísica - General - (PG - 577 578) PDFraquelopez123No ratings yet
- Licencia FlexSim - X Concurso FlexSimDocument2 pagesLicencia FlexSim - X Concurso FlexSimJosseph Gustavo Palomino PomaNo ratings yet
- Descripción Del Proceso de Confección de Una CamisaDocument7 pagesDescripción Del Proceso de Confección de Una CamisaAlexandra Pulido BarreraNo ratings yet
- Taller #10 Gráficos de Control de AtributosDocument4 pagesTaller #10 Gráficos de Control de AtributosJhon Jairo Torres RiosNo ratings yet
- Dap Detallado PiscinaDocument19 pagesDap Detallado PiscinaSussan Gallegos100% (1)
- Primer Parcial Ind 3404ADocument38 pagesPrimer Parcial Ind 3404AJherssyNo ratings yet
- Chitefol Telmo AlvarezDocument101 pagesChitefol Telmo AlvarezoldxavyNo ratings yet
- 2 Metodo de GuerchettDocument17 pages2 Metodo de GuerchettAnggy de RinconNo ratings yet
- Ejercicios de LaboratorioDocument8 pagesEjercicios de LaboratorioMiguel Angel LopezNo ratings yet
- Capítulo Herramientas para Planeamiento SistemáticoDocument10 pagesCapítulo Herramientas para Planeamiento SistemáticoCarlos Sanchez ChalaNo ratings yet
- Paper SimulacionDocument10 pagesPaper SimulacionYsela Gonzales BecerraNo ratings yet
- Copesur Tercera Unidad FinalDocument27 pagesCopesur Tercera Unidad FinalJoseNo ratings yet
- Amef 150508011415 Lva1 App6891 PDFDocument19 pagesAmef 150508011415 Lva1 App6891 PDFVicente Alejandro Perez RodasNo ratings yet
- Mejoras en Tequilera AgaverosDocument26 pagesMejoras en Tequilera AgaverosMiguel Jose Lopez FloresNo ratings yet
- Ejercicios PCP de PC 1Document9 pagesEjercicios PCP de PC 1Luis Romero VargasNo ratings yet
- Calificación del desempeño (FnDocument39 pagesCalificación del desempeño (FnErick MartinezNo ratings yet
- Ejercicio 1 ED 2Document5 pagesEjercicio 1 ED 2Ruben CamachoNo ratings yet
- Sistemas de Simulación TareaDocument4 pagesSistemas de Simulación TareaKevin Honorio RivasNo ratings yet
- Laboratorio de Procesos de ManufacturaDocument18 pagesLaboratorio de Procesos de ManufacturaAlvaroNo ratings yet
- Csi DotDocument10 pagesCsi DotDaniel ArtiagaNo ratings yet
- Casos Especiales Del Método GráficoDocument6 pagesCasos Especiales Del Método GráficoDILSON JAVIER SALCEDO BENITEZNo ratings yet
- Practica de Clase 3 LocalizacionDocument2 pagesPractica de Clase 3 LocalizacionJavier Romero0% (1)
- Ejercicio 234Document6 pagesEjercicio 234Kath VanegasNo ratings yet
- Ejecicios Estudio de TiemposDocument2 pagesEjecicios Estudio de TiemposAnonymous Ac0dn8bNo ratings yet
- AUTO-LAVADO (Autoguardado)Document19 pagesAUTO-LAVADO (Autoguardado)Javier Lara FloresNo ratings yet
- Mapa de RiesgosDocument1 pageMapa de RiesgosTiti Rox GueMuNo ratings yet
- Comparativo Entre ARENA y FLEXSIMDocument2 pagesComparativo Entre ARENA y FLEXSIMCarlos GonzalezNo ratings yet
- Resumen Ejecutivo Del Estudio de Impacto Ambiental Del Proyecto "Bloquera Palteñito"Document19 pagesResumen Ejecutivo Del Estudio de Impacto Ambiental Del Proyecto "Bloquera Palteñito"Gobierno Provincial de Loja100% (1)
- Maquina Medidoras de CablesDocument6 pagesMaquina Medidoras de CablesWalterNo ratings yet
- Laboratorio 01 Tecnologia IndustrialDocument14 pagesLaboratorio 01 Tecnologia IndustrialMedina EliNo ratings yet
- Ejercicios Diagrama Hombre MaquinaDocument3 pagesEjercicios Diagrama Hombre MaquinaLina Marcela Acevedo Villada0% (1)
- Universidad Técnica de Ambato: Facultad de Ingeniería en Sistemas, Electrónica E IndustrialDocument384 pagesUniversidad Técnica de Ambato: Facultad de Ingeniería en Sistemas, Electrónica E IndustrialfernadaNo ratings yet
- Estudio del trabajo periférica máquinas porcentaje actividadDocument1 pageEstudio del trabajo periférica máquinas porcentaje actividadEstefany CarreñoNo ratings yet
- Deber 1 - Ejercicios Cap 1.6Document27 pagesDeber 1 - Ejercicios Cap 1.6Christian AnaluisaNo ratings yet
- Ejercicio de 2 y 3 Maquinas AritmeticoDocument16 pagesEjercicio de 2 y 3 Maquinas AritmeticoNeiry AceitunoNo ratings yet
- Ejercicio 1 Diagrama de Analisis Del Producto y de RecorridoDocument5 pagesEjercicio 1 Diagrama de Analisis Del Producto y de RecorridoDENNIS ALEJANDRO PAVÓN AMADORNo ratings yet
- ZONIFICACION DE LAS AREAS DE PLANTA (Matilde)Document8 pagesZONIFICACION DE LAS AREAS DE PLANTA (Matilde)Kricia de los angeles Flores ascamaNo ratings yet
- Lab 1 InformeDocument5 pagesLab 1 InformePaula ArroyaveNo ratings yet
- Metalurgia Santa Rita SDocument1 pageMetalurgia Santa Rita SPaula ArroyaveNo ratings yet
- Conclusion EsDocument1 pageConclusion EsPaula ArroyaveNo ratings yet
- La Crisis y La Emergencia de Las Teorías CientíficasDocument1 pageLa Crisis y La Emergencia de Las Teorías CientíficasPaula ArroyaveNo ratings yet
- Alinear Los Recursos Humanos Con Los Objetivos de La EmpresaDocument1 pageAlinear Los Recursos Humanos Con Los Objetivos de La EmpresaPaula ArroyaveNo ratings yet
- Trabajo ElectivaDocument24 pagesTrabajo ElectivaPaula ArroyaveNo ratings yet
- Informe Particulas Magneticas 23-02-2018Document6 pagesInforme Particulas Magneticas 23-02-2018Paula ArroyaveNo ratings yet
- Taller de Desarrollo Sostenible y EconomíaDocument11 pagesTaller de Desarrollo Sostenible y EconomíaPaula Arroyave50% (2)
- Metalurgia Santa Rita SDocument1 pageMetalurgia Santa Rita SPaula ArroyaveNo ratings yet
- Evaluacion 3Document6 pagesEvaluacion 3Paula ArroyaveNo ratings yet
- Informe Tintas 22-02-18Document8 pagesInforme Tintas 22-02-18Paula ArroyaveNo ratings yet
- Sistema de RetribucionesDocument9 pagesSistema de RetribucionesPaula ArroyaveNo ratings yet
- Montaje ElectroDocument10 pagesMontaje ElectroPaula ArroyaveNo ratings yet
- Descripcion de CargosDocument6 pagesDescripcion de CargosPaula ArroyaveNo ratings yet
- Evaluación de DesempeñoDocument2 pagesEvaluación de DesempeñoPaula ArroyaveNo ratings yet
- Guia de Orientacion Modulo Competencias Ciudadanas Saber Pro 2016 2 PDFDocument18 pagesGuia de Orientacion Modulo Competencias Ciudadanas Saber Pro 2016 2 PDFLiliana LópezNo ratings yet
- Ensayo de Tracción de AcerosDocument6 pagesEnsayo de Tracción de AcerosPaula ArroyaveNo ratings yet
- Abstract oDocument4 pagesAbstract oPaula ArroyaveNo ratings yet
- Lab Corrocion IIDocument18 pagesLab Corrocion IIPaula ArroyaveNo ratings yet
- Ensayo de CorrosionDocument1 pageEnsayo de CorrosionPaula ArroyaveNo ratings yet
- Evaluame 3 - Gestion de Procesos IndustrialesDocument16 pagesEvaluame 3 - Gestion de Procesos Industrialescamiloramo2014No ratings yet
- Abstract oDocument4 pagesAbstract oPaula ArroyaveNo ratings yet
- Informe Tintas 22-02-18Document8 pagesInforme Tintas 22-02-18Paula ArroyaveNo ratings yet
- Informe Termografia 22-02-2018Document7 pagesInforme Termografia 22-02-2018Paula ArroyaveNo ratings yet
- Taller 1. P.L Programacion Entera.Document1 pageTaller 1. P.L Programacion Entera.Paula ArroyaveNo ratings yet
- Libro Verde CEEDocument35 pagesLibro Verde CEEapi-3835269100% (1)
- Trabajo de Refrentado Entre PuntosDocument12 pagesTrabajo de Refrentado Entre Puntosomar0sandoval0timana100% (1)
- Informe PreliminarDocument10 pagesInforme PreliminarCristian UribeNo ratings yet
- Construccion de Cancha de Uso MultipleDocument6 pagesConstruccion de Cancha de Uso MultipleMilton CollaguazoNo ratings yet
- 05 QuimicaDocument33 pages05 QuimicaCristiam MercadoNo ratings yet
- Metalurgia de PolvosDocument30 pagesMetalurgia de PolvosFernando FigueroaNo ratings yet
- Guía 2 Grado 10Document9 pagesGuía 2 Grado 10jenny jineth romero romeroNo ratings yet
- Quimica InorganicaDocument24 pagesQuimica Inorganicamario caleroNo ratings yet
- Malla ElectrosoldaDocument8 pagesMalla ElectrosoldavalerioNo ratings yet
- Valvula de Bola Bridada de Paso IntegralDocument18 pagesValvula de Bola Bridada de Paso IntegralGeovertis Fernandez100% (1)
- Tipos de NomenclaturaDocument11 pagesTipos de NomenclaturaMichelle CattNo ratings yet
- Control de Calidad de Los Tratamientos TermicosDocument16 pagesControl de Calidad de Los Tratamientos TermicosEDe VillarrealNo ratings yet
- Caldereria y Montaje Mecanico-Clase 6 - Procesos de TaladradoDocument38 pagesCaldereria y Montaje Mecanico-Clase 6 - Procesos de TaladradojoseNo ratings yet
- MF9030 GilioDocument35 pagesMF9030 GilioAminRasconRamos0% (1)
- Restauracion Ivcr Falcon Pedrero Cullera WDocument2 pagesRestauracion Ivcr Falcon Pedrero Cullera WJaime Mujica SallesNo ratings yet
- Taller de MaterialesDocument5 pagesTaller de MaterialesDiana OstosNo ratings yet
- AnimegoVol2 (08 10)Document109 pagesAnimegoVol2 (08 10)Konif Vargas RuizNo ratings yet
- El Coeficiente de PoissonDocument5 pagesEl Coeficiente de PoissonRoxana LiuNo ratings yet
- Moldeo y ColadaDocument14 pagesMoldeo y ColadaPaul CarcasiNo ratings yet
- Manual para FabricacionesDocument35 pagesManual para Fabricacionesvicvarg3235No ratings yet
- Materiales refractarios, resistencia a altas temperaturasDocument6 pagesMateriales refractarios, resistencia a altas temperaturasAleks Meraz GtnNo ratings yet
- Soldadbilidad de AcerosDocument50 pagesSoldadbilidad de AcerosFernandoi100% (1)
- NOMENCLATURADocument31 pagesNOMENCLATURAGustavo SanhuezaNo ratings yet
- Memoria para ToldosDocument3 pagesMemoria para ToldosHelio CrucesNo ratings yet
- Cotizacion San Martin PDFDocument5 pagesCotizacion San Martin PDFLex Giovanni Pitol CamachoNo ratings yet
- Catalogo Herrajes Interiorismo 2018Document106 pagesCatalogo Herrajes Interiorismo 2018Valentina JaramilloNo ratings yet
- AISI 304 - 304L Acero InoxidableDocument5 pagesAISI 304 - 304L Acero InoxidableMiguel Eduardo RivadeneiraNo ratings yet
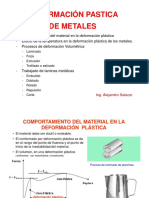
- Unidad-2b-Deformacion Plastica MetalesDocument30 pagesUnidad-2b-Deformacion Plastica MetalesKarlos QuiquiaNo ratings yet
- Monografia Del AluminioDocument8 pagesMonografia Del AluminioJean MarcoNo ratings yet
- Fresado de rueda dentada en laboratorioDocument24 pagesFresado de rueda dentada en laboratorioFernando Macedo Mendoza100% (1)
- Historia de Los Procesos de FabricaciónDocument7 pagesHistoria de Los Procesos de FabricaciónGerber Marin0% (1)