You might also like
- TRABAJO DE INVESTIGACIÓN -Document13 pagesTRABAJO DE INVESTIGACIÓN -santi.chigo01garciaNo ratings yet
- Procesos de Formado y Recubrimiento de MetalesDocument28 pagesProcesos de Formado y Recubrimiento de MetalesIvan Daniel Miranda Reyes50% (4)
- Trabajo Deformación en Frío y en CalienteDocument26 pagesTrabajo Deformación en Frío y en Calienteeli saul alvarez pradaNo ratings yet
- Trabajos en frío y caliente: recristalización y conformaciónDocument8 pagesTrabajos en frío y caliente: recristalización y conformaciónFrank SorianoNo ratings yet
- Guia Tecnologia de Materiales Ii EvaluacionDocument10 pagesGuia Tecnologia de Materiales Ii EvaluacionJOSENo ratings yet
- Trabajo en Frio y Caliente PDFDocument17 pagesTrabajo en Frio y Caliente PDFVanesa Rojas100% (2)
- RUBENDocument11 pagesRUBENGiovanni Alexandro Bailon GodoyNo ratings yet
- Proc 3 8Document9 pagesProc 3 8l22720172No ratings yet
- Proceso de recristalización de acero laminado en fríoDocument15 pagesProceso de recristalización de acero laminado en fríoMARCO ANTONIO CAMPOS MERMANo ratings yet
- Pérez Jhonatan - Conformados MecánicosDocument10 pagesPérez Jhonatan - Conformados MecánicosAntony FrancoNo ratings yet
- Procesos de Formado y Recubrimiento de MetalesDocument22 pagesProcesos de Formado y Recubrimiento de MetalesArturo ZacariasNo ratings yet
- Endurecimiento Por Deformación y RecocidoDocument9 pagesEndurecimiento Por Deformación y RecocidoAlvareni Carolina Laverde PastranoNo ratings yet
- Laminado ExposiciónDocument27 pagesLaminado ExposiciónFredi Andres Aguilar GranadosNo ratings yet
- Endurecimiento y deformaciónDocument15 pagesEndurecimiento y deformaciónTheAlkedNo ratings yet
- Deformacion PlásticaDocument11 pagesDeformacion PlásticaJOSENo ratings yet
- Procesos de conformado por deformación plásticaDocument16 pagesProcesos de conformado por deformación plásticaJose Enrique SisoNo ratings yet
- Trabajo en frío y caliente metalesDocument27 pagesTrabajo en frío y caliente metalesDarkSilentor OnpixelsNo ratings yet
- p7 Deformacion y Cristalizacion de Los MetalesDocument5 pagesp7 Deformacion y Cristalizacion de Los MetalesRaul AlcantarNo ratings yet
- Metodo de Fundicion Por Colada.Document7 pagesMetodo de Fundicion Por Colada.Cesar SantosNo ratings yet
- Informe Frio CalienteDocument19 pagesInforme Frio CalienteJefferson PinanjotaNo ratings yet
- Practica 3.3Document5 pagesPractica 3.3NEXUS OMGNo ratings yet
- Tratamiento Térmico de Relevado de EsfuerzosDocument7 pagesTratamiento Térmico de Relevado de EsfuerzosKyle Bennett50% (2)
- Clasificacion de Los Procesos de ManofacturaDocument5 pagesClasificacion de Los Procesos de ManofacturaArturo AlquisiraNo ratings yet
- Tarea5. ManufacturaDocument4 pagesTarea5. ManufacturaJes delangelNo ratings yet
- T5 - G9 Armendariz Saavedra Fernando AlexisDocument4 pagesT5 - G9 Armendariz Saavedra Fernando AlexisPig AlexisNo ratings yet
- Act. 03-Felix Osuna - Factores Que Afectan El Comportamiento Del AceroDocument11 pagesAct. 03-Felix Osuna - Factores Que Afectan El Comportamiento Del AceroFelix Osuna OchoaNo ratings yet
- Procesos de Conformado y Recubrimientos Metálicos. HECTORDocument9 pagesProcesos de Conformado y Recubrimientos Metálicos. HECTORHector Leon TorresNo ratings yet
- Laboratorio ForjaDocument10 pagesLaboratorio ForjaHomar Atoc PerezNo ratings yet
- Forjado Tipos y ClasesDocument15 pagesForjado Tipos y ClasesNuestro Amor Sera LeyendaNo ratings yet
- Tratamientos TermicosDocument7 pagesTratamientos TermicosANGEL EDUARDO LUNA SOTONo ratings yet
- Procesos de Formado en CalienteDocument94 pagesProcesos de Formado en CalienteGUILLERMONo ratings yet
- Lab. 07 Forjado de MetalesDocument28 pagesLab. 07 Forjado de MetalescesarNo ratings yet
- Procesos de Conformado Plástico de MetalesDocument6 pagesProcesos de Conformado Plástico de MetalesAzteca QueenNo ratings yet
- Deformación plástica en caliente: procesos, características y riesgosDocument10 pagesDeformación plástica en caliente: procesos, características y riesgosdeyanig gonzalezNo ratings yet
- Informe, ElementoDocument8 pagesInforme, ElementoJuan MontañoNo ratings yet
- Investigacion de Tratamiento TermicoDocument10 pagesInvestigacion de Tratamiento TermicoCarolina FloresNo ratings yet
- Debido A Que Los Metales Deben Ser Conformados en La Zona de Comportamiento PlásticoDocument14 pagesDebido A Que Los Metales Deben Ser Conformados en La Zona de Comportamiento PlásticoJesus Alvarez LongobardiNo ratings yet
- Trabajo de Recopilación de Información de Laminado, Doblado, TroqueladoDocument20 pagesTrabajo de Recopilación de Información de Laminado, Doblado, Troqueladoflorencio hipolitoNo ratings yet
- Andonoliver OjedaMendozaDocument3 pagesAndonoliver OjedaMendozaBrandon Oliver OjedaNo ratings yet
- Formado de MaterialesDocument5 pagesFormado de MaterialesJuan Andres Yanguma GutierrezNo ratings yet
- Control de MicroestructuraDocument11 pagesControl de MicroestructuraJhonnyRSNo ratings yet
- Tarea 1 - ConformacionDocument7 pagesTarea 1 - ConformacionandromedashunNo ratings yet
- Procesos deformación metalesDocument25 pagesProcesos deformación metalesCristian Gaetano AgostiniNo ratings yet
- Trabajo Mecánico en FrioDocument5 pagesTrabajo Mecánico en FrioMauricio ArguelloNo ratings yet
- Pia de Procesos de ManufacturaDocument13 pagesPia de Procesos de ManufacturaEdith SaldañaNo ratings yet
- Trabajo en Frio y en CalienteDocument8 pagesTrabajo en Frio y en Calientealan ferroNo ratings yet
- Unidad 3.2 RESUMEN FORMADO MECANICODocument10 pagesUnidad 3.2 RESUMEN FORMADO MECANICOLalo ZeppeliNo ratings yet
- Tarea2 Mlce 7SV1Document4 pagesTarea2 Mlce 7SV1Eduardo MendiolaNo ratings yet
- Taller de FundiciónDocument6 pagesTaller de FundiciónAchcp ChainNo ratings yet
- Elaboración PlasticaDocument59 pagesElaboración PlasticaTractor HumientoNo ratings yet
- Tratamientos metalúrgicos 40cDocument11 pagesTratamientos metalúrgicos 40cDavid Blancos0% (1)
- Trabajo en FrioDocument13 pagesTrabajo en FrioGustavo Adolfo Quispe Chino97% (30)
- Deformacion en CalienteDocument14 pagesDeformacion en CalienteDanner CruzNo ratings yet
- Resistencia de Los MaterialesDocument5 pagesResistencia de Los MaterialesJohn Jordan Alcayaga GarridoNo ratings yet
- Trabajo en Frio y en CalienteDocument18 pagesTrabajo en Frio y en CalienteOscar Javier Sierra PrietoNo ratings yet
- Bianca - Saavedra - Tarea 7 - Resistencia de Los MaterialesDocument6 pagesBianca - Saavedra - Tarea 7 - Resistencia de Los Materialesjosefa saavedra olivares100% (2)
- Unidad IIIDocument5 pagesUnidad IIIluisNo ratings yet
- Marcelo Matamoros - Tarea Semana 7 - Resistencia de Los Materiales.Document7 pagesMarcelo Matamoros - Tarea Semana 7 - Resistencia de Los Materiales.marceloNo ratings yet
- Proc Manu TrefiladoDocument11 pagesProc Manu TrefiladocristhianNo ratings yet
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoFrom EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoRating: 5 out of 5 stars5/5 (1)
- CV Luis TorresDocument24 pagesCV Luis TorresAdolfolui TRNo ratings yet
- Poleas y FajasDocument10 pagesPoleas y FajasCarlos Olave CernaNo ratings yet
- Edificio de La OnuDocument8 pagesEdificio de La OnuYoshi LujanNo ratings yet
- Dosificacion Metodo ACI 211Document9 pagesDosificacion Metodo ACI 211marcoNo ratings yet
- Evaluación de acuerdos de arriendo/intercambio de aeronavesDocument6 pagesEvaluación de acuerdos de arriendo/intercambio de aeronavesGeorge Steven Álvarez JaramilloNo ratings yet
- Diseño de Sistema de Ventilacion Hvac PDFDocument87 pagesDiseño de Sistema de Ventilacion Hvac PDFJimmy Allccaco BardalezNo ratings yet
- Señalización FerroviariaDocument15 pagesSeñalización FerroviariayelysNo ratings yet
- Manual de Operacion de Pala Hidraulica PDFDocument141 pagesManual de Operacion de Pala Hidraulica PDFeloy roberto vasquez manzanoNo ratings yet
- Calidad ContenidoDocument12 pagesCalidad ContenidoJesus QuintanaNo ratings yet
- Barchip 54Document2 pagesBarchip 54Alvaro Martin Cañapataña Ccora100% (1)
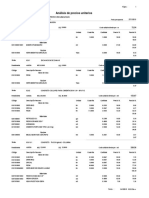
- Analisissubpresupuestovarios PDFDocument2 pagesAnalisissubpresupuestovarios PDFEvelin CéspedesNo ratings yet
- Biotecnologia de Los AlimentosDocument8 pagesBiotecnologia de Los Alimentosroberto cuelaNo ratings yet
- GPFI-F-018 - Planeacion - Pedagógica de Formación Complementaria Manipulación Alimentos EVENTOSDocument13 pagesGPFI-F-018 - Planeacion - Pedagógica de Formación Complementaria Manipulación Alimentos EVENTOSDixie Julieth Ibarra RiveraNo ratings yet
- Triptico Como Se Sintetiza Un Material ElasticoDocument2 pagesTriptico Como Se Sintetiza Un Material ElasticoPortal Arroyo Hondo Ver0% (1)
- NEGC 201-00 Excavaciones (V2014-08-06)Document10 pagesNEGC 201-00 Excavaciones (V2014-08-06)LeninHIDNo ratings yet
- Plataformas en TierraDocument32 pagesPlataformas en Tierragocca07No ratings yet
- ACUEDUCTOSDocument103 pagesACUEDUCTOShectorNo ratings yet
- Practica Leds FinalDocument5 pagesPractica Leds FinalMary Adell VillNo ratings yet
- 1 Manual - CoDeSys V3Document84 pages1 Manual - CoDeSys V3OSCAR MARINO SUAREZ GUTIERREZ100% (6)
- Soluciones A Cuello de BotellaDocument4 pagesSoluciones A Cuello de BotellaJossi AcostaNo ratings yet
- Extrator de água-de-coco mecânicoDocument5 pagesExtrator de água-de-coco mecânicocalexabreu80No ratings yet
- FunCosa ProovedorDocument6 pagesFunCosa ProovedorIvan VazquezNo ratings yet
- Propiedades y tipos de materiales cerámicosDocument17 pagesPropiedades y tipos de materiales cerámicoskromal987No ratings yet
- Citrex h5 Manual ES ImtmedicalDocument52 pagesCitrex h5 Manual ES ImtmedicalMarco QuirozNo ratings yet
- DPCC ReciclajeDocument10 pagesDPCC ReciclajeAmador Lopez SanchezNo ratings yet
- Reporte O&m - Febrero 2023Document23 pagesReporte O&m - Febrero 2023edin03No ratings yet
- Instalaciones de protección contra incendio y análisis legalDocument13 pagesInstalaciones de protección contra incendio y análisis legalNicole YambayNo ratings yet
- Matriz Pasaporte GeomecánicaDocument1 pageMatriz Pasaporte GeomecánicaHanry Abraham Guillen VilcaNo ratings yet
- 3º Informe - Determinación de Tiempo Óptimo de MoliendaDocument12 pages3º Informe - Determinación de Tiempo Óptimo de MoliendaRoger CubasNo ratings yet
- Instalacion AltavocesDocument2 pagesInstalacion AltavocessilviacifuentesNo ratings yet