You might also like
- FuturePipe Installation Manual 18-7-05 PDFDocument25 pagesFuturePipe Installation Manual 18-7-05 PDFPaul WoworNo ratings yet
- The Suitability of CRA Lined Pipes For Flowlines Susceptible To Lateral BucklingDocument13 pagesThe Suitability of CRA Lined Pipes For Flowlines Susceptible To Lateral Bucklingmaz234No ratings yet
- Welding Consumables For Pipeline Construction - ENDocument64 pagesWelding Consumables For Pipeline Construction - ENmaheshNo ratings yet
- HIC Testing As Per NACE MR 0275Document3 pagesHIC Testing As Per NACE MR 0275g_sancheti100% (1)
- Experience With Lined and Clad PipelinesDocument17 pagesExperience With Lined and Clad Pipelinesjoni Mart Sitio100% (1)
- 3 o Ring Guide Issue 7 PDFDocument32 pages3 o Ring Guide Issue 7 PDFthailanNo ratings yet
- Dissimilar Metal Welding CrackingDocument10 pagesDissimilar Metal Welding CrackingMohd SyafiqNo ratings yet
- An Overview of The Pipeline Defect Assessment Manual (Pdam)Document13 pagesAn Overview of The Pipeline Defect Assessment Manual (Pdam)Jorge Altamirano100% (1)
- Strain Ageing of SteelDocument4 pagesStrain Ageing of SteelMarius BodeaNo ratings yet
- Piping Terminology AbbreviationsDocument9 pagesPiping Terminology AbbreviationsKrishnamoorthyNo ratings yet
- As 2832.2-2003 Cathodic Protection of Metals Compact Buried StructuresDocument9 pagesAs 2832.2-2003 Cathodic Protection of Metals Compact Buried StructuresSAI Global - APAC100% (1)
- Iso 8501-1 - External Pictorial Presentation For Surface Cleanliness PDFDocument2 pagesIso 8501-1 - External Pictorial Presentation For Surface Cleanliness PDFnaganathanNo ratings yet
- RSC - in Service Welding On Gas Pipelines - Part 1 - Michael Painter Final Report 01 Jun 2000Document38 pagesRSC - in Service Welding On Gas Pipelines - Part 1 - Michael Painter Final Report 01 Jun 2000rodholfho100% (1)
- 3LPP Three Layer Polypropylene CoatingDocument3 pages3LPP Three Layer Polypropylene CoatingCarlos Maldonado SalazarNo ratings yet
- ASME Training-FRP Piping Fabrication and Installation ProcessesDocument1 pageASME Training-FRP Piping Fabrication and Installation Processesninju1No ratings yet
- A Methodology For Engineering Criticality Assessment (ECA) For Offshore PipelinesDocument18 pagesA Methodology For Engineering Criticality Assessment (ECA) For Offshore PipelinesAgus Budiono100% (1)
- Nesl Training ManualDocument91 pagesNesl Training ManualSOUMYA DEEP CHATTERJEENo ratings yet
- Cathodic Disbondment PDFDocument25 pagesCathodic Disbondment PDFsanjayaNo ratings yet
- OFFSHORE PIPELINE INTEGRITY MANAGEMENTDocument12 pagesOFFSHORE PIPELINE INTEGRITY MANAGEMENTAnkush VarshneyNo ratings yet
- ONGC Effluent Plant Pipe Installation GuideDocument14 pagesONGC Effluent Plant Pipe Installation GuideNithin Mathai100% (1)
- Pipe StandardDocument30 pagesPipe StandardOtto Wai Nursela100% (1)
- Field Joint Coating Selection TableDocument3 pagesField Joint Coating Selection Tableicemage1991100% (1)
- Guide to Assessing and Mitigating AC Corrosion Risks on PipelinesDocument52 pagesGuide to Assessing and Mitigating AC Corrosion Risks on Pipelinesbal3xNo ratings yet
- BP Pipeline Sleeving SpecificationDocument31 pagesBP Pipeline Sleeving SpecificationPabloCesarCamargoNo ratings yet
- Corrosion Test PiecesDocument23 pagesCorrosion Test PiecesGijoNo ratings yet
- SAESL350Document14 pagesSAESL350Lester Dechavez100% (1)
- Simon Frost 2011Document23 pagesSimon Frost 2011bluemasNo ratings yet
- Assessment of CorrosionDocument30 pagesAssessment of Corrosionamin110110No ratings yet
- Effect of Welding Parameters on PE Weld QualityDocument22 pagesEffect of Welding Parameters on PE Weld Qualityvipul anandNo ratings yet
- Leak Versus Rupture Considerations For Steel Low-Stress PipelinesDocument40 pagesLeak Versus Rupture Considerations For Steel Low-Stress Pipelinesmarkus_naslundNo ratings yet
- Comparison TableDocument6 pagesComparison TablePand AemonaEonNo ratings yet
- Brochure Roll Bonded Clad Plates EDocument36 pagesBrochure Roll Bonded Clad Plates EAries MarteNo ratings yet
- Mip Bohler PipelineDocument32 pagesMip Bohler PipelineDaniel StuparekNo ratings yet
- The Design of Products To Be Hot-Dip Galvanized After FabricationDocument25 pagesThe Design of Products To Be Hot-Dip Galvanized After FabricationHANEENNo ratings yet
- Visual Inspection of Large Electric GeneratorsDocument28 pagesVisual Inspection of Large Electric Generatorsemailsepamku gorgomNo ratings yet
- Trim Chart API 600Document16 pagesTrim Chart API 600Pradipta DwiNo ratings yet
- Welding Defects GuideDocument61 pagesWelding Defects GuideJayaneela PrawinNo ratings yet
- AGS Gaskets TrainingDocument31 pagesAGS Gaskets TrainingMee WinNo ratings yet
- Dissimilar Metal Weldability Concepts Alber SadekDocument45 pagesDissimilar Metal Weldability Concepts Alber SadekMohammad AliNo ratings yet
- Factory Applied External Pipeline Coatings For Corrosion ControlDocument32 pagesFactory Applied External Pipeline Coatings For Corrosion ControlMatt AgonyaNo ratings yet
- MSS SP 97Document26 pagesMSS SP 97Gopi KrishnanNo ratings yet
- Corrosion in PipelineDocument56 pagesCorrosion in PipelineMikiRoniWijayaNo ratings yet
- Guidelines For Subsea Pipeline Cathodic Protection SurveyDocument38 pagesGuidelines For Subsea Pipeline Cathodic Protection SurveyJoshua SalazarNo ratings yet
- Pvp2017-65027 Oxidation Inhibited Graphite - What Is ItDocument6 pagesPvp2017-65027 Oxidation Inhibited Graphite - What Is Itz2aliNo ratings yet
- Piping Repair ManualDocument62 pagesPiping Repair Manualkathir100% (1)
- Mitigation of Internal Corrosion in Carbon Steel Gas Pipeline SystemsDocument24 pagesMitigation of Internal Corrosion in Carbon Steel Gas Pipeline Systemsakshat agrawalNo ratings yet
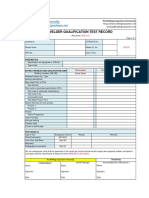
- Welder Qualification Test Record: Base MetalsDocument1 pageWelder Qualification Test Record: Base Metalsmurshid badshahNo ratings yet
- Failure Analysis and Creep Remaining Life of Hydrogen Reformer Outlet Pigtail TubesDocument12 pagesFailure Analysis and Creep Remaining Life of Hydrogen Reformer Outlet Pigtail TubesAndrea CalderaNo ratings yet
- API Specifications and StandardsDocument2 pagesAPI Specifications and StandardsAlvin Smith100% (1)
- Fiberglass Reinforced Thermoset PlasticDocument9 pagesFiberglass Reinforced Thermoset PlasticJesús Alberto Díaz CostaNo ratings yet
- Botl and Nut SpecificationDocument17 pagesBotl and Nut SpecificationganeshNo ratings yet
- Corroded Pipelines: Recommended Practice DNV-RP-F101Document42 pagesCorroded Pipelines: Recommended Practice DNV-RP-F101juanNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsFrom EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Walczak Tightness AMM 3 2016Document8 pagesWalczak Tightness AMM 3 2016Om Parkash SharmaNo ratings yet
- Laboratory Simulation of Corrosion Damage in Reinforced ConcreteDocument9 pagesLaboratory Simulation of Corrosion Damage in Reinforced Concretejorge mario martinez gameroNo ratings yet
- Materials and Design: H.S. Da Costa-Mattos, J.M.L. Reis, R.F. Sampaio, V.A. PerrutDocument11 pagesMaterials and Design: H.S. Da Costa-Mattos, J.M.L. Reis, R.F. Sampaio, V.A. PerrutMarco Aurelio AraujoNo ratings yet
- Cat Tdto PDFDocument2 pagesCat Tdto PDFsolrac4371No ratings yet
- BLASTING TECHNICAL GUIDEDocument16 pagesBLASTING TECHNICAL GUIDESivaratnam Navatharan100% (1)
- Astm D5731Document3 pagesAstm D5731solrac4371No ratings yet
- Udfn/Lnh) Odzv3Uhvvxuh9Hvvho) LWQHVV) Ru6Huylfh$Vvhvvphqwv Dqg6Riwzduh3Urjudpplqj%Dvhgrq$3,53Document12 pagesUdfn/Lnh) Odzv3Uhvvxuh9Hvvho) LWQHVV) Ru6Huylfh$Vvhvvphqwv Dqg6Riwzduh3Urjudpplqj%Dvhgrq$3,53Flávio LasmarNo ratings yet
- W-2119 & W-2120 Series: Parts Manual 823036ENDocument12 pagesW-2119 & W-2120 Series: Parts Manual 823036ENsolrac4371No ratings yet
- Feather-Filled and Down-Filled Products: Standard Terminology Relating ToDocument2 pagesFeather-Filled and Down-Filled Products: Standard Terminology Relating Tosolrac4371No ratings yet
- Astm C1193Document32 pagesAstm C1193solrac4371No ratings yet
- Remaining Life of A Pipeline PDFDocument38 pagesRemaining Life of A Pipeline PDFsolrac4371No ratings yet
- Astm C732Document3 pagesAstm C732solrac4371No ratings yet
- Astm CDocument16 pagesAstm Csolrac4371100% (2)
- Weld DesignDocument51 pagesWeld DesignJoseph Booker100% (1)
- Mil STD 2074Document12 pagesMil STD 2074solrac4371No ratings yet
- Vocabulary - CPE PDFDocument64 pagesVocabulary - CPE PDFBruna VeríssimoNo ratings yet
- API 510 Inspector ResponsibilitiesDocument2 pagesAPI 510 Inspector Responsibilitiessolrac4371100% (2)
- DS68 9-597 PDFDocument9 pagesDS68 9-597 PDFRamon FragaNo ratings yet
- QUSE PA Crack Sizing Test Procedure API UT 11 May 2017Document12 pagesQUSE PA Crack Sizing Test Procedure API UT 11 May 2017solrac4371100% (2)
- Udfn/Lnh) Odzv3Uhvvxuh9Hvvho) LWQHVV) Ru6Huylfh$Vvhvvphqwv Dqg6Riwzduh3Urjudpplqj%Dvhgrq$3,53Document12 pagesUdfn/Lnh) Odzv3Uhvvxuh9Hvvho) LWQHVV) Ru6Huylfh$Vvhvvphqwv Dqg6Riwzduh3Urjudpplqj%Dvhgrq$3,53Flávio LasmarNo ratings yet
- API 510 - Pressure Vessel (Exam Review and Preparation)Document4 pagesAPI 510 - Pressure Vessel (Exam Review and Preparation)solrac4371No ratings yet
- API-581 3rd Thinning Example 2Document42 pagesAPI-581 3rd Thinning Example 2Javier Iglesias75% (4)
- Ut Thickness Criteria API 570-2007 Hadley, HaroldDocument33 pagesUt Thickness Criteria API 570-2007 Hadley, Haroldsolrac4371No ratings yet
- Test Your Vocabulary 3 IntermediateDocument95 pagesTest Your Vocabulary 3 IntermediatePamela O'Malley100% (10)
- ASME SEC V Questions and Answers V2Document18 pagesASME SEC V Questions and Answers V2Ashwani Dogra100% (4)
- API 653 Final Exam Questions Closed Book With AnswersDocument8 pagesAPI 653 Final Exam Questions Closed Book With Answersgurdeepsarora8738100% (16)
- Magnavis WCP 2 Product Data Sheet JUNE 15Document2 pagesMagnavis WCP 2 Product Data Sheet JUNE 15solrac4371No ratings yet
- Ut Thickness Criteria API 570-2007 Hadley, HaroldDocument33 pagesUt Thickness Criteria API 570-2007 Hadley, Haroldsolrac4371No ratings yet
- Qualification of Phased ArraysDocument55 pagesQualification of Phased Arrayssolrac4371No ratings yet
- Sample Questions For API 570 Exam - Rev 1Document14 pagesSample Questions For API 570 Exam - Rev 1thiyaguvk123_6953432100% (6)
- SampleCalculationspipingB3132008 PDFDocument13 pagesSampleCalculationspipingB3132008 PDFsosatlantiqueNo ratings yet
- Geit-20219 Dmsgoseries enDocument4 pagesGeit-20219 Dmsgoseries ensolrac4371No ratings yet
- Keje Welding DaamDocument12 pagesKeje Welding Daamdzuko shamNo ratings yet
- Bill of Materials Northgate TownhouseDocument4 pagesBill of Materials Northgate TownhouseJohnNo ratings yet
- Lubrizol Corrosion Inhibitors Brochure - Single PG FINDocument4 pagesLubrizol Corrosion Inhibitors Brochure - Single PG FINamit100% (1)
- M E LAB 3 Experiment 4 Heat Losses From Pipes 3Document20 pagesM E LAB 3 Experiment 4 Heat Losses From Pipes 3Alister Mae ZafraNo ratings yet
- ME / M.Tech-Mechanical 2017-2018: Sno Projects List Design AnalysisDocument5 pagesME / M.Tech-Mechanical 2017-2018: Sno Projects List Design AnalysisSanjay ShelarNo ratings yet
- New BibliographyDocument4 pagesNew BibliographyShanmuga Sundaram RNo ratings yet
- Fused Silica Flours 9800231 Celum PDFDocument2 pagesFused Silica Flours 9800231 Celum PDFForeverNo ratings yet
- Environmental Studies May 2008 Question Paper JntuDocument6 pagesEnvironmental Studies May 2008 Question Paper Jntuelimelek100% (2)
- Lesson AGMA Standard - Example 1 & 2Document23 pagesLesson AGMA Standard - Example 1 & 2Sphumelele SibuthaNo ratings yet
- TM 9-2320-328-13P-1 Hewatt M1158 Part 1Document211 pagesTM 9-2320-328-13P-1 Hewatt M1158 Part 1Advocate0% (3)
- CIM NotesDocument17 pagesCIM NotesFrank NyarkoNo ratings yet
- Diesel Fuel Metering Device, Component DescriptionDocument1 pageDiesel Fuel Metering Device, Component DescriptionTamer Moustafa100% (2)
- Tedi Atmapradhana (M16UC511) 中間発表Document22 pagesTedi Atmapradhana (M16UC511) 中間発表L Arc En TediNo ratings yet
- Ford 3600 Quick Reference Parts GuideDocument7 pagesFord 3600 Quick Reference Parts GuideFrancisco SilvaNo ratings yet
- Article 10 Leak TestingDocument24 pagesArticle 10 Leak TestingAnonymous OsAs5Hg23No ratings yet
- Please Answer All The Questions Truthfully. Yes No: Name: Date: Contact NoDocument1 pagePlease Answer All The Questions Truthfully. Yes No: Name: Date: Contact NoAiden FloroNo ratings yet
- Motor Cat 3054C 1104D Perkins PDFDocument133 pagesMotor Cat 3054C 1104D Perkins PDFnacho75% (4)
- Formwok (WBLFF)Document15 pagesFormwok (WBLFF)Ryan BaoNo ratings yet
- Modern ArchitectureDocument14 pagesModern ArchitectureAnonymous Y9dgyXhANo ratings yet
- Calculating Chimney Draft and Chimney Ar PDFDocument4 pagesCalculating Chimney Draft and Chimney Ar PDFRoci DelatorreNo ratings yet
- Australian StandardDocument14 pagesAustralian StandardEsme P. W. LauNo ratings yet
- Soplador de Aire ZL 500Document24 pagesSoplador de Aire ZL 500miguel torbellinoNo ratings yet
- CAUSES AND MITIGATIONS OF SOOT IN THE OIL & GAS PROCESS PLANT. By: Evans Obasohan EgharevbaDocument78 pagesCAUSES AND MITIGATIONS OF SOOT IN THE OIL & GAS PROCESS PLANT. By: Evans Obasohan EgharevbaEvbaruNo ratings yet
- 3 Quality Assurance ManualDocument59 pages3 Quality Assurance ManualProsanta Kumar GainNo ratings yet
- Pneumatic SymbolsDocument2 pagesPneumatic SymbolsBharathprabhu100% (1)
- 6771 enDocument12 pages6771 enLuisSilvaNo ratings yet
- Shipbuilding enDocument7 pagesShipbuilding enM. AguiarNo ratings yet
- Building SkinsDocument200 pagesBuilding SkinsRaluca Popovici100% (3)
- Oaj Issue2 Kazan FinalDocument9 pagesOaj Issue2 Kazan FinalfcordNo ratings yet
- 3D Pushblock: GR-100 & GR-200 Instruction ManualDocument12 pages3D Pushblock: GR-100 & GR-200 Instruction ManualMad CowNo ratings yet