You might also like
- EDIBLE PLANTSDocument10 pagesEDIBLE PLANTSBotany DepartmentNo ratings yet
- Empower Your PenisDocument32 pagesEmpower Your Penisdakkid64% (22)
- ICTM Standard ToolingDocument12 pagesICTM Standard ToolingAmshgautamNo ratings yet
- Synopsis of ISO Standards For AnodizingDocument6 pagesSynopsis of ISO Standards For AnodizingHoang TanNo ratings yet
- Surface Roughness Parameters - EN - 2009 PDFDocument2 pagesSurface Roughness Parameters - EN - 2009 PDFRakesh CNo ratings yet
- Tolerance Charting PDFDocument7 pagesTolerance Charting PDFSudeep Kumar SinghNo ratings yet
- Leo The Mathematician, His Literary Presence in Byzantium During The 9th CenturyDocument16 pagesLeo The Mathematician, His Literary Presence in Byzantium During The 9th CenturyforrestusNo ratings yet
- Asme Y1441Document45 pagesAsme Y1441Lucas SalasNo ratings yet
- Toolholder BT DV CAT HSK Shank StandardDocument5 pagesToolholder BT DV CAT HSK Shank StandardSimon100% (4)
- Spo2ida ToolDocument105 pagesSpo2ida Toolbillybob801No ratings yet
- Christian Brecher, Denis Özdemir (Eds.) - Integrative Production Technology - Theory and Applications-Springer International Publishing (2017)Document1,128 pagesChristian Brecher, Denis Özdemir (Eds.) - Integrative Production Technology - Theory and Applications-Springer International Publishing (2017)chinnarasu132No ratings yet
- Geometric TolerancesDocument6 pagesGeometric Tolerancesvaibhavgitevaibhav_9No ratings yet
- Design and Development of An Octagonal Strain Ring Based Load Cell - 2Document16 pagesDesign and Development of An Octagonal Strain Ring Based Load Cell - 2Arunava ChoudhuryNo ratings yet
- HSK DIN 69893 enDocument29 pagesHSK DIN 69893 enalphatoolsNo ratings yet
- Victor Manuel Bodero Palacios ResumeDocument4 pagesVictor Manuel Bodero Palacios ResumeLeonid SolisNo ratings yet
- Chapter Eight Tolerance ChartsDocument37 pagesChapter Eight Tolerance ChartsslitantNo ratings yet
- Dimensioning and tolerancing product specificationDocument64 pagesDimensioning and tolerancing product specificationilroscioNo ratings yet
- Tolerance AnalysisDocument0 pagesTolerance AnalysisKishore BhatNo ratings yet
- It Is Impossible To Make A Perfect Component So When We Design A Part We Specify The Acceptable Range of Features That Make-Up The PartDocument64 pagesIt Is Impossible To Make A Perfect Component So When We Design A Part We Specify The Acceptable Range of Features That Make-Up The PartAnonymous 7ZYHilDNo ratings yet
- Preparation of Process Drawings GuideDocument22 pagesPreparation of Process Drawings Guide20M130 - MUKUNTH A GNo ratings yet
- Lab 2 ReportDocument7 pagesLab 2 ReportiwaleedwasimNo ratings yet
- زنجيره تلرانسيDocument65 pagesزنجيره تلرانسيAmir HouNo ratings yet
- CourseMTM QE-Chap1Document8 pagesCourseMTM QE-Chap1Iheb MarsaouiNo ratings yet
- Import and analyze CAD model for injection moldingDocument23 pagesImport and analyze CAD model for injection moldingMifzal IzzaniNo ratings yet
- Basic CNC ProgrammingDocument68 pagesBasic CNC ProgrammingAkash Kumar SinghNo ratings yet
- Tolerance AnalysisDocument20 pagesTolerance Analysissaravananpg8697No ratings yet
- Basic CNC Programming V2Document76 pagesBasic CNC Programming V2nuzul hamdaniNo ratings yet
- Sample CNCDocument5 pagesSample CNCMuhammed A. MahdiNo ratings yet
- WI-007 Machining Standard Practices ManualDocument10 pagesWI-007 Machining Standard Practices ManualmanimeczNo ratings yet
- 1.0title: M6 Roughness MeasurementDocument11 pages1.0title: M6 Roughness MeasurementQhae LlangNo ratings yet
- 3d Surface Roughness Prediction Technique in End MillingDocument5 pages3d Surface Roughness Prediction Technique in End Millingangga novlianta100% (4)
- Bin, Hopper and Conveyor DesignDocument14 pagesBin, Hopper and Conveyor DesignBrendan JonesNo ratings yet
- CH 05Document3 pagesCH 05onlydlonly100% (1)
- Part Design Specification: Fall 2008Document52 pagesPart Design Specification: Fall 2008Vishnu VardhanNo ratings yet
- Geometric Tolerancing - DefinitionsDocument23 pagesGeometric Tolerancing - DefinitionsSergio BoillosNo ratings yet
- Tolerance Analysis of 2-D and 3-D AssembliesDocument31 pagesTolerance Analysis of 2-D and 3-D AssembliesSehzadNo ratings yet
- BBWIDocument11 pagesBBWIW ZuoNo ratings yet
- ME 637 Computer-Aided Engineering: Fall 2020 Homework 3: AnswerDocument10 pagesME 637 Computer-Aided Engineering: Fall 2020 Homework 3: AnswerSahil RazaNo ratings yet
- Kerosene Pump: Impeller Inlet (Assume End - Suction Pump)Document13 pagesKerosene Pump: Impeller Inlet (Assume End - Suction Pump)jafaristsNo ratings yet
- Chapter 2 - Measurement ErrorsDocument8 pagesChapter 2 - Measurement ErrorsYeevön Lee100% (1)
- Answers Q3Document4 pagesAnswers Q3Iheb MarsaouiNo ratings yet
- 840d ShopmillDocument15 pages840d ShopmilljodakiNo ratings yet
- MFG Tooling - 13 Inspection FixtureDocument92 pagesMFG Tooling - 13 Inspection FixtureRamji RaoNo ratings yet
- NC Part ProgrammingDocument36 pagesNC Part Programmingabyzen0% (1)
- GD&T Shaft Clamp BracketDocument4 pagesGD&T Shaft Clamp Bracketmadhusudhan.bhumireddi0% (1)
- Individual Project IENGDocument8 pagesIndividual Project IENGepsilonnaughtNo ratings yet
- Geometric Tolerancing - DefinitionsDocument23 pagesGeometric Tolerancing - DefinitionsKakoDaNo ratings yet
- CNC MachiningDocument6 pagesCNC MachiningZaid HassanNo ratings yet
- CNC turning and facing lab reportDocument10 pagesCNC turning and facing lab reportHashir JAVEDNo ratings yet
- Manual Freze WirtgenDocument52 pagesManual Freze WirtgenOvidiu Ciobanu83% (6)
- Tolerance Analysis of 2-D and 3-D AssembliesDocument30 pagesTolerance Analysis of 2-D and 3-D AssembliesKvs PhaniNo ratings yet
- TS27R - BlumDocument14 pagesTS27R - BlumtranhoachbnNo ratings yet
- GD&TDocument5 pagesGD&Travindra_2011No ratings yet
- Johannes Final Laboratory #2 - Earthworks (Cut and Fill)Document4 pagesJohannes Final Laboratory #2 - Earthworks (Cut and Fill)BLESSA TORRESNo ratings yet
- CAM Lab Manual Expereiment - 10-13 - CAMDocument9 pagesCAM Lab Manual Expereiment - 10-13 - CAMmilanmottaNo ratings yet
- GD&T - Toronto Mechanical Design, Part and Assembly Drawings, Toronto CAD DrawingsDocument12 pagesGD&T - Toronto Mechanical Design, Part and Assembly Drawings, Toronto CAD DrawingsPuneet Bahri100% (1)
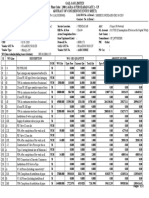
- GAIL GAS Project Cost ReportDocument2 pagesGAIL GAS Project Cost Reportshanivi vrindavanNo ratings yet
- Topic 4 Processes of Preparing BOQDocument10 pagesTopic 4 Processes of Preparing BOQnelsonenersto99No ratings yet
- MEng5265 Ch-1Document54 pagesMEng5265 Ch-1tselimkNo ratings yet
- Amada VIPROS Programming ManualDocument94 pagesAmada VIPROS Programming Manualเกมส์ จารุกิตติ์No ratings yet
- Belgrave SherwinFINAL EXAM FALL 2020doneDocument4 pagesBelgrave SherwinFINAL EXAM FALL 2020doneÅkëëm MøøløøNo ratings yet
- Practice - Questions - Doc Practice - QuestionsDocument2 pagesPractice - Questions - Doc Practice - Questionsmanish_chaturvedi_6No ratings yet
- NIH Strategic Plan For Data ScienceDocument26 pagesNIH Strategic Plan For Data ScienceAristide AhonzoNo ratings yet
- Gauge Invariance in Classical ElectrodynamicsDocument22 pagesGauge Invariance in Classical ElectrodynamicsArindam RoyNo ratings yet
- Radio Journalism GuideDocument13 pagesRadio Journalism GuideMark June B. GonzagaNo ratings yet
- About Nysc Ict CD in Imo StateDocument9 pagesAbout Nysc Ict CD in Imo StateIsoft PexNo ratings yet
- Foreclosing Modifications - How Servicer Incentives Discourage Loan ModificationsDocument86 pagesForeclosing Modifications - How Servicer Incentives Discourage Loan ModificationsRicharnellia-RichieRichBattiest-CollinsNo ratings yet
- أبعاد التنمية الإجتماعية العربية في ضوء التجربة الأردنيةDocument36 pagesأبعاد التنمية الإجتماعية العربية في ضوء التجربة الأردنيةkadhim4981No ratings yet
- HamletDocument11 pagesHamletBianca IonitaNo ratings yet
- Impact On Modern TechnologyDocument2 pagesImpact On Modern TechnologyNasrullah Khan AbidNo ratings yet
- KNAW Proceedings from 1919-1920Document481 pagesKNAW Proceedings from 1919-1920Eduardo Salgado EnríquezNo ratings yet
- O'laco Vs Cocho ChitDocument16 pagesO'laco Vs Cocho ChitAngel Pagaran AmarNo ratings yet
- AthletesDocument494 pagesAthletesLuis CarlosNo ratings yet
- Ethics Lecture Notes For Academic Year - Situation 1 Your Family Is An Exclusive Vacation On A - StuDocuDocument1 pageEthics Lecture Notes For Academic Year - Situation 1 Your Family Is An Exclusive Vacation On A - StuDocuRaveine JabatNo ratings yet
- (13-14) - Modeling of Thermal SystemsDocument33 pages(13-14) - Modeling of Thermal SystemsmawooaNo ratings yet
- Rock and Roll and The American Dream: Essential QuestionDocument7 pagesRock and Roll and The American Dream: Essential QuestionChad HorsleyNo ratings yet
- Business English Syllabus GuideDocument48 pagesBusiness English Syllabus Guidenicoler1110% (1)
- Magnolia Residences Tower D Promo - 20% Downpayment OptionDocument1 pageMagnolia Residences Tower D Promo - 20% Downpayment OptionLiv ValdezNo ratings yet
- Dane Rudhyar - Occult Preparations For A New AgeDocument180 pagesDane Rudhyar - Occult Preparations For A New Agepm plassanalNo ratings yet
- Schools of PsychologyDocument30 pagesSchools of PsychologyMdl C DayritNo ratings yet
- Lynn Hunt - Writing History in The Global Era-W.W. Norton & Company (2014)Document83 pagesLynn Hunt - Writing History in The Global Era-W.W. Norton & Company (2014)Ricardo Valenzuela100% (2)
- Eastern Broadcasting vs. Dans 137 Scra 628.Document15 pagesEastern Broadcasting vs. Dans 137 Scra 628.Lyka Lim PascuaNo ratings yet
- Who May Apply Under Article 32: Article 32 and Article 226 Comparative StudyDocument2 pagesWho May Apply Under Article 32: Article 32 and Article 226 Comparative StudySai Malavika TuluguNo ratings yet
- The Church of The Nazarene in The U.S. - Race Gender and Class in The Struggle With Pentecostalism and Aspirations Toward Respectability 1895 1985Document238 pagesThe Church of The Nazarene in The U.S. - Race Gender and Class in The Struggle With Pentecostalism and Aspirations Toward Respectability 1895 1985Luís Felipe Nunes BorduamNo ratings yet
- A Summer's Reading - Sample Questions With AnswersDocument11 pagesA Summer's Reading - Sample Questions With AnswersRoy SchwartzNo ratings yet
- Management Review, 32: 794-816.: Daftar PustakaDocument8 pagesManagement Review, 32: 794-816.: Daftar PustakaNurulsalamah28No ratings yet
- Accenture 2014 Celent Claims ABCD Acn Duck Creek Dec14Document28 pagesAccenture 2014 Celent Claims ABCD Acn Duck Creek Dec14Ainia Putri Ayu KusumaNo ratings yet
- MARGA-Quick Guide enDocument11 pagesMARGA-Quick Guide enKaran TibdewalNo ratings yet
- Aprils Detox GuideDocument20 pagesAprils Detox GuideKwasi BempongNo ratings yet
- Mars - Andrew D. Basiago - Letter To The Ngs - 12 12 08Document4 pagesMars - Andrew D. Basiago - Letter To The Ngs - 12 12 08Gavin SimmonsNo ratings yet