You might also like
- Mental Health Counselors at Work: Assessment of Non-Traditionally Trained Mental Health Workers and Implications for Manpower UtilizationFrom EverandMental Health Counselors at Work: Assessment of Non-Traditionally Trained Mental Health Workers and Implications for Manpower UtilizationNo ratings yet
- Welding Automation - Innovative& Customized SolutionsDocument35 pagesWelding Automation - Innovative& Customized SolutionsS MNo ratings yet
- Low Cost Country Sourcing Guide Offers Insights and Best PracticesDocument1 pageLow Cost Country Sourcing Guide Offers Insights and Best PracticesdikshaNo ratings yet
- Auto Electronics Projects: An Introduction to Your Car Electrics with Useful and Proven Self-Buld ProjectsFrom EverandAuto Electronics Projects: An Introduction to Your Car Electrics with Useful and Proven Self-Buld ProjectsRating: 5 out of 5 stars5/5 (1)
- Magazine3 EN 211220 1820Document42 pagesMagazine3 EN 211220 1820Joel BautistaNo ratings yet
- Computer Integrated ConstructionFrom EverandComputer Integrated ConstructionH. WagterNo ratings yet
- cs5165Document36 pagescs5165angelivan_spartanNo ratings yet
- Multinational Banks and Underdevelopment: Pergamon Policy Studies on International DevelopmentFrom EverandMultinational Banks and Underdevelopment: Pergamon Policy Studies on International DevelopmentNo ratings yet
- 8290 PartsDocument137 pages8290 PartsnickcapellaNo ratings yet
- Inflation Targeting: Lessons from the International ExperienceFrom EverandInflation Targeting: Lessons from the International ExperienceNo ratings yet
- Operating Instructions: FfiltttreDocument8 pagesOperating Instructions: FfiltttreAnthony RhodesNo ratings yet
- Advances in Control Systems: Theory and ApplicationsFrom EverandAdvances in Control Systems: Theory and ApplicationsNo ratings yet
- Future of Extended Reality: 10 Predictions, 15 ExpertsDocument42 pagesFuture of Extended Reality: 10 Predictions, 15 ExpertsVictor ValenteNo ratings yet
- Assessment Test 2 (Partial) : Financial AnalysisDocument5 pagesAssessment Test 2 (Partial) : Financial AnalysisNicolas ErnestoNo ratings yet
- Missing Women Report - VPDDocument408 pagesMissing Women Report - VPDchchiangNo ratings yet
- American Woodworker - 82 (October 2000)Document78 pagesAmerican Woodworker - 82 (October 2000)Emilian Baluta100% (2)
- Holton SBDocument3 pagesHolton SBSaud NishatNo ratings yet
- Fire Rated Duct Providing Up To 4 Hours Fire Resistance: When Tested T0 BS 476 Port 24 AND lS0 6944Document4 pagesFire Rated Duct Providing Up To 4 Hours Fire Resistance: When Tested T0 BS 476 Port 24 AND lS0 6944motasemredaNo ratings yet
- City of South Euclid OhioDocument8 pagesCity of South Euclid OhioemdifrancoNo ratings yet
- Iveco Cursor 13 Brochure FinalDocument2 pagesIveco Cursor 13 Brochure FinalkarijosephNo ratings yet
- Iveco Cursor 13 Brochure FinalDocument2 pagesIveco Cursor 13 Brochure FinalkarijosephNo ratings yet
- Im 4 1071 Viii 2022 Iec Ho Buying LaptopDocument9 pagesIm 4 1071 Viii 2022 Iec Ho Buying LaptopFirdiana NuzullainiNo ratings yet
- OTIS (Diagramas de Maniobra ELEVONIC 401)Document56 pagesOTIS (Diagramas de Maniobra ELEVONIC 401)Javier Piña LopezNo ratings yet
- Popa Fall 2014Document56 pagesPopa Fall 2014Fabián AcevedoNo ratings yet
- Tigor Brochure Web PDFDocument8 pagesTigor Brochure Web PDFHimanshu BhungNo ratings yet
- Jordan Cabel Architectural Portfolio SummaryDocument16 pagesJordan Cabel Architectural Portfolio SummaryJhordan Cabel AguileraNo ratings yet
- Iom Series 6000 PVRVDocument4 pagesIom Series 6000 PVRVAlex SandroNo ratings yet
- Omron PLC ManualDocument33 pagesOmron PLC Manualbharth vemulaNo ratings yet
- IFR 1500 Maintenance Manual PDFDocument670 pagesIFR 1500 Maintenance Manual PDFMitchell DanielsNo ratings yet
- ProductGuide PDFDocument177 pagesProductGuide PDFKhoonShihHsienNo ratings yet
- Maruti Suzuki Driving Pocket BookDocument61 pagesMaruti Suzuki Driving Pocket Bookma.8840936885No ratings yet
- Beginner's Guide Pneumatic HauntingDocument57 pagesBeginner's Guide Pneumatic Hauntingamadan64No ratings yet
- 015 CodesGuides and Standards PDFDocument23 pages015 CodesGuides and Standards PDFRommel TolentinoNo ratings yet
- ModernPlumbingIllustrated 10252621Document441 pagesModernPlumbingIllustrated 10252621The Immortal “IGx47” GamersNo ratings yet
- 1/2 HP Ac Chain Drive Wi-Fi Garage Door Opener: ReliableDocument2 pages1/2 HP Ac Chain Drive Wi-Fi Garage Door Opener: ReliableGiovani SanchezNo ratings yet
- Visual Method Sheet ExampleDocument5 pagesVisual Method Sheet ExampleKlaudiaNo ratings yet
- Minolta Spotmeter f-1 PDFDocument50 pagesMinolta Spotmeter f-1 PDFmacpator100% (1)
- Nota Penjualan Track A004Document1 pageNota Penjualan Track A004Andam Masdika Septya WardhanaNo ratings yet
- Binaproduk: Yakin Berubah Demi Jenama AndaDocument14 pagesBinaproduk: Yakin Berubah Demi Jenama AndaWafi ZakiNo ratings yet
- Transparency Report Lowres 2018 PDFDocument55 pagesTransparency Report Lowres 2018 PDFJuan Pablo FonsecaNo ratings yet
- XXX PDFDocument1 pageXXX PDFMuhamad BastianNo ratings yet
- Iso 7884-2-1987Document12 pagesIso 7884-2-1987Mahmoud MoussaNo ratings yet
- Degree Certificate SIBADocument1 pageDegree Certificate SIBAvccabinbbsrNo ratings yet
- Problem SolvingDocument27 pagesProblem SolvingGirish Harsha83% (12)
- A. Vision3.1 DC Inverter - Air Conditioning Unit - PowrmaticDocument20 pagesA. Vision3.1 DC Inverter - Air Conditioning Unit - PowrmaticAlbert HelfensteijnNo ratings yet
- Design For Fire 1Document36 pagesDesign For Fire 1Minh HoNo ratings yet
- Listado de Precios - CORNY - 2012-12-31Document16 pagesListado de Precios - CORNY - 2012-12-31Omaida AscanioNo ratings yet
- Analisis de Precios UnitariosDocument69 pagesAnalisis de Precios Unitariosjose antonio lorenzo castroNo ratings yet
- The Cisco Networking Academy Program Isyour Path Toan IT-related CareerDocument24 pagesThe Cisco Networking Academy Program Isyour Path Toan IT-related CareerTiwari AnuragNo ratings yet
- INTERNATIONAL STANDARDIZATION FOR PNEUMATIC HANDLING PIPINGDocument3 pagesINTERNATIONAL STANDARDIZATION FOR PNEUMATIC HANDLING PIPINGmarcos crisostoNo ratings yet
- Pioneer SX-3900Document47 pagesPioneer SX-3900Reciclando ChatarraNo ratings yet
- Iso 2109-1975Document4 pagesIso 2109-1975ssnair123No ratings yet
- Low Btu GasDocument15 pagesLow Btu Gaszubair1950No ratings yet
- 2010 TC CatalogDocument96 pages2010 TC Catalogb46550214949No ratings yet
- Iso 1049-1975Document4 pagesIso 1049-1975franklin sandoval insignaresNo ratings yet
- Purchase Order for Alcoholic BeveragesDocument1 pagePurchase Order for Alcoholic BeveragesLawal Idris AdesholaNo ratings yet
- Iso 5031-1977Document3 pagesIso 5031-1977marcos crisostoNo ratings yet
- Raider Volume 15 Issue8 November 2022Document84 pagesRaider Volume 15 Issue8 November 2022王骏恺No ratings yet
- Panatta General CatalogueDocument167 pagesPanatta General CatalogueDim SumNo ratings yet
- Training Calendar 2018 - XCMG Training Calendar High Res - 2018Document4 pagesTraining Calendar 2018 - XCMG Training Calendar High Res - 2018BalajiNo ratings yet
- 01 Flyash Brick1Document142 pages01 Flyash Brick1Jigar M. Upadhyay100% (2)
- 5095576574SP 1807 SP 1800 SP 2000Document20 pages5095576574SP 1807 SP 1800 SP 2000BalajiNo ratings yet
- Schwing Concrete PumpDocument4 pagesSchwing Concrete PumpPari M100% (2)
- Preliminary ListDocument22 pagesPreliminary ListBalajiNo ratings yet
- ASICCcode NIC2004Document148 pagesASICCcode NIC2004Nits GuptaNo ratings yet
- 2016 FBCDocument10 pages2016 FBCBalajiNo ratings yet
- 023 - KURZ Image Brochure 2010 - GBDocument11 pages023 - KURZ Image Brochure 2010 - GBBalajiNo ratings yet
- 2016 G7000Document2 pages2016 G7000BalajiNo ratings yet
- Boscaro C-N Series Concrete BucketsDocument2 pagesBoscaro C-N Series Concrete BucketsBalaji100% (1)
- Astec Double Barrel enDocument32 pagesAstec Double Barrel enBalaji100% (1)
- Hisaka Works Plate Type Heat ExchangerDocument6 pagesHisaka Works Plate Type Heat ExchangerBalajiNo ratings yet
- SAG Series: Motor GradersDocument2 pagesSAG Series: Motor GradersBalajiNo ratings yet
- Carmixusa CarsilosDocument1 pageCarmixusa CarsilosBalajiNo ratings yet
- COP DefaultersDocument4 pagesCOP DefaultersBalajiNo ratings yet
- Conical Bucket With Central UnloadingDocument1 pageConical Bucket With Central UnloadingBalajiNo ratings yet
- MSWM Cover Page PDFDocument2 pagesMSWM Cover Page PDFBalajiNo ratings yet
- Engineering Expo IESSSDocument4 pagesEngineering Expo IESSSBalajiNo ratings yet
- Partnership Summit 2018Document6 pagesPartnership Summit 2018BalajiNo ratings yet
- Transit Mixer BrochureDocument1 pageTransit Mixer BrochureBalajiNo ratings yet
- Fuller Kin Yon Pump 2010Document6 pagesFuller Kin Yon Pump 2010BalajiNo ratings yet
- Indian Shipbuilding Industry CompetitivenessDocument8 pagesIndian Shipbuilding Industry CompetitivenessBalajiNo ratings yet
- AMRUT Guidelines PDFDocument76 pagesAMRUT Guidelines PDFRanjith ParvathapuramNo ratings yet
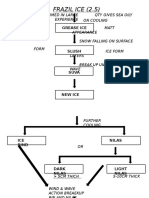
- Frazil IceDocument4 pagesFrazil IceBalajiNo ratings yet
- Business Letterhead HexagonDocument1 pageBusiness Letterhead HexagonKriz GonzálezNo ratings yet
- Business Letterhead BrownDocument1 pageBusiness Letterhead BrownpurilembangNo ratings yet
- Aeropark in Tamil NaduDocument1 pageAeropark in Tamil NaduBalajiNo ratings yet
- Harmonized System of Ship Survey and CertificationDocument8 pagesHarmonized System of Ship Survey and CertificationBalajiNo ratings yet
- Ship Construction Syllabus MatesDocument3 pagesShip Construction Syllabus MatesnattiemobsterNo ratings yet
- Pro 3189Document8 pagesPro 3189EIRI Board of Consultants and PublishersNo ratings yet
- Mama Mo Snacks CorporationDocument21 pagesMama Mo Snacks CorporationShanel Gonzales DaquizNo ratings yet
- 1964-1965 Mercury Comet - HowStuffWorksDocument2 pages1964-1965 Mercury Comet - HowStuffWorkshuicholeNo ratings yet
- Rich ProductsDocument12 pagesRich ProductstakerukidNo ratings yet
- Accenture Digital Density Index Guiding Digital TransformationDocument16 pagesAccenture Digital Density Index Guiding Digital TransformationGigih PringgondaniNo ratings yet
- E-Business Models for TransactionsDocument15 pagesE-Business Models for Transactionsसाई दीपNo ratings yet
- The Impact of Social Media On Consumer BDocument13 pagesThe Impact of Social Media On Consumer Bjayendira sankar0% (1)
- REC@nnect Startup Boot Camp BrochureDocument72 pagesREC@nnect Startup Boot Camp BrochureyuritziacostaNo ratings yet
- Understanding Consumer Behavior Through Decision Rules and ModelsDocument83 pagesUnderstanding Consumer Behavior Through Decision Rules and ModelsJyoti RawatNo ratings yet
- BM College of ManagementDocument39 pagesBM College of ManagementTushar SahaNo ratings yet
- Consumer Behavior Diary Entry on Product InvolvementDocument4 pagesConsumer Behavior Diary Entry on Product InvolvementJahanzaib ShahzadNo ratings yet
- McDonalDocument104 pagesMcDonalnemchandNo ratings yet
- Ansoff MatrixDocument12 pagesAnsoff MatrixMona Rai SinhaNo ratings yet
- (EFM) Ecomonics For Manager-SEM-I-GTUDocument109 pages(EFM) Ecomonics For Manager-SEM-I-GTUkeyurNo ratings yet
- Economics Project of Honda Activa.Document35 pagesEconomics Project of Honda Activa.Utsav Soni75% (4)
- LeatherDocument11 pagesLeatherSumit SonkarNo ratings yet
- Microeconomics Notes (Advanced)Document98 pagesMicroeconomics Notes (Advanced)rafay010100% (1)
- Project LeadershipDocument5 pagesProject LeadershipandinahaniefNo ratings yet
- SayedDocument25 pagesSayedAbdur RahimNo ratings yet
- Credit CardsDocument24 pagesCredit Cardsramking509No ratings yet
- Q1. Does C-55 Appeal To Loyals or Price Switchers?: Assignment Case Questions. Attempt All QuestionsDocument1 pageQ1. Does C-55 Appeal To Loyals or Price Switchers?: Assignment Case Questions. Attempt All Questionsishaq9daurNo ratings yet
- 2016 May TZ1Document3 pages2016 May TZ1SeoHyun KIMNo ratings yet
- New Product Development ProcessDocument2 pagesNew Product Development ProcessAfiaSiddiqui0% (1)
- CottonDocument17 pagesCottonSakhamuri Ram's100% (1)
- Executive Summary:: MKT 337 ProjectDocument10 pagesExecutive Summary:: MKT 337 ProjectRezaul Karim RonyNo ratings yet
- Solomon 07Document34 pagesSolomon 07Nael Nasir ChiraghNo ratings yet
- Vivel SoapsDocument13 pagesVivel SoapsRenu Nehra0% (1)
- Maximizing Growth Through Port Operations and TechnologyDocument81 pagesMaximizing Growth Through Port Operations and TechnologyNha LuongNo ratings yet
- Marketing The Performing Arts: Strategies To Address A Difficult BrandDocument18 pagesMarketing The Performing Arts: Strategies To Address A Difficult BrandAlison Cox100% (1)
- Senior Sourcing Manager in NYC Resume Michael LucarielloDocument2 pagesSenior Sourcing Manager in NYC Resume Michael LucarielloMichaelLucarielloNo ratings yet