You might also like
- Compactacion de Suelos 2018 I 2Document26 pagesCompactacion de Suelos 2018 I 2otazmaytaNo ratings yet
- Rotulo de LabortDocument1 pageRotulo de LabortotazmaytaNo ratings yet
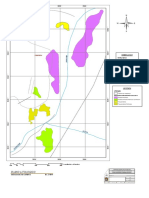
- Plano TopograficoDocument1 pagePlano TopograficootazmaytaNo ratings yet
- Guia Soldadura PDFDocument24 pagesGuia Soldadura PDFJulián LópezNo ratings yet
- Normas para Dibujo Tecnico PDFDocument38 pagesNormas para Dibujo Tecnico PDFSANDRA NAYIBE GUTIERREZ AVILANo ratings yet
- Higiene OcupacionalDocument19 pagesHigiene OcupacionalotazmaytaNo ratings yet
- Normalizacion DibujoDocument14 pagesNormalizacion DibujoRuben Ortiz CaramNo ratings yet
- Plantilla de Calzados.Document1 pagePlantilla de Calzados.otazmaytaNo ratings yet
- MecaDocument15 pagesMecaotazmaytaNo ratings yet
- Plano Litologicao PomperiaDocument1 pagePlano Litologicao PomperiaotazmaytaNo ratings yet
- EnsayosDocument10 pagesEnsayosotazmaytaNo ratings yet
- Higiene OcupacionalDocument19 pagesHigiene OcupacionalotazmaytaNo ratings yet
- Secuencia EstratigraficaDocument2 pagesSecuencia EstratigraficaotazmaytaNo ratings yet
- Principales Producores de PerolioDocument3 pagesPrincipales Producores de PeroliootazmaytaNo ratings yet
- Ensayo CBR PavimentosDocument21 pagesEnsayo CBR PavimentosFrescia Aely Aparicio Chapiama0% (1)
- Resume NDocument1 pageResume NotazmaytaNo ratings yet
- Ensayo de CBRDocument14 pagesEnsayo de CBRotazmaytaNo ratings yet
- UBICACIÓNDocument1 pageUBICACIÓNotazmaytaNo ratings yet
- Trabajo #01-H-A4 Lamina 1Document1 pageTrabajo #01-H-A4 Lamina 1otazmaytaNo ratings yet
- Joyeria de AgDocument12 pagesJoyeria de AgotazmaytaNo ratings yet
- CF Astudillo VMDocument154 pagesCF Astudillo VMotazmaytaNo ratings yet
- UBICACIÓNDocument1 pageUBICACIÓNotazmaytaNo ratings yet
- ConstanciaDocument1 pageConstanciaotazmaytaNo ratings yet
- EnsayosDocument10 pagesEnsayosotazmaytaNo ratings yet
- SIDERPERÚDocument55 pagesSIDERPERÚAlexandraFiorellaSaavedraGaticaNo ratings yet
- Hoja de ContratoDocument1 pageHoja de ContratootazmaytaNo ratings yet
- Pag 5Document1 pagePag 5otazmaytaNo ratings yet
- SIDERPERÚDocument55 pagesSIDERPERÚAlexandraFiorellaSaavedraGaticaNo ratings yet
- Writing PastDocument1 pageWriting PastotazmaytaNo ratings yet
- Hoja de ContratoDocument1 pageHoja de ContratootazmaytaNo ratings yet
- Falla Tipo 3Document1 pageFalla Tipo 3Jhovany Quispe BustincioNo ratings yet
- Manipulación Segura de CilindrosDocument12 pagesManipulación Segura de CilindrosleydainzitNo ratings yet
- S05.s2 - Material Adicional - Estado Gaseoso II - MezclaDocument32 pagesS05.s2 - Material Adicional - Estado Gaseoso II - MezclaPercy Daniel Arteaga ZunigaNo ratings yet
- Estrategias BioclimáticasDocument1 pageEstrategias BioclimáticasAlmendra ChávezNo ratings yet
- Fundamentos de Flotacion de Minerales - PMDocument63 pagesFundamentos de Flotacion de Minerales - PMJOAN RODOLFO PURIS CONDORNo ratings yet
- Examen química soluciones concentración titulaciónDocument3 pagesExamen química soluciones concentración titulaciónLiliana Esquivel BritoNo ratings yet
- Catalogo Avifauna 032014Document29 pagesCatalogo Avifauna 032014crigrachaNo ratings yet
- Et-At-305-Herrajes para Líneas Aéreas Alta Tension PDFDocument64 pagesEt-At-305-Herrajes para Líneas Aéreas Alta Tension PDFNELSON ROSAS BAYONANo ratings yet
- Materia PrimaDocument2 pagesMateria PrimaMartinNo ratings yet
- Acta de Entrega Materiales A CoordinadoresDocument16 pagesActa de Entrega Materiales A CoordinadoreshildeNo ratings yet
- Primer Informe de Organica IDocument14 pagesPrimer Informe de Organica IAngie Arteaga Barua0% (1)
- Toxement - Brochure Vandex PDFDocument16 pagesToxement - Brochure Vandex PDFIngeoconsultores SasNo ratings yet
- Tipos y ángulos de burilesDocument3 pagesTipos y ángulos de burilesjohnNo ratings yet
- Pasos Diseño de MezclaDocument10 pagesPasos Diseño de MezclaCq AntoniNo ratings yet
- Metrado Baño EcologicoDocument3 pagesMetrado Baño EcologicoWalther ToledoNo ratings yet
- Soldadura MAG: Proceso, características y aplicacionesDocument15 pagesSoldadura MAG: Proceso, características y aplicacionesJOSHUA SEBASTIAN BENITEZ LANCHIMBANo ratings yet
- LX SX EwDocument100 pagesLX SX EwFelipe SantiagoNo ratings yet
- Salinidad PDFDocument67 pagesSalinidad PDFSantos ManayayNo ratings yet
- Apu Muro de Contencion de Concreto CiclopeoDocument8 pagesApu Muro de Contencion de Concreto Ciclopeoluz dary anguloNo ratings yet
- Concetos Estructurales para El Ingeniero ResidenteDocument130 pagesConcetos Estructurales para El Ingeniero Residenteyahir santa cruz nuñezNo ratings yet
- Actividad N°13 TecnologiaDocument14 pagesActividad N°13 TecnologiaOscar GonzalesNo ratings yet
- Guía 2 Balance de Materia Sin ReacciónDocument3 pagesGuía 2 Balance de Materia Sin ReacciónJeimmy Escobar ChávezNo ratings yet
- Especificaciones Tecnicas MamposteriaDocument12 pagesEspecificaciones Tecnicas MamposteriaSebastian VelascoNo ratings yet
- Visita Industrial RepoDocument12 pagesVisita Industrial RepoLuz María PeñafielNo ratings yet
- Presupuesto Cuna y Albergue InfantilDocument8 pagesPresupuesto Cuna y Albergue InfantilRichard Barrios GallegosNo ratings yet
- Modo de Preparación de Dilución de Lejía (Cloro) para Desinfectar SuperficiesDocument3 pagesModo de Preparación de Dilución de Lejía (Cloro) para Desinfectar SuperficiesDiario Libre0% (1)
- TR 1 Procesos IDocument11 pagesTR 1 Procesos Iguzman ventocilla jimenezNo ratings yet
- Equipo de ProtecciónDocument8 pagesEquipo de ProtecciónKevin PatalNo ratings yet
- Precios de Partidas de VialidadDocument79 pagesPrecios de Partidas de Vialidadvicky696969No ratings yet
- Metales Fundidos y MoldeadosDocument6 pagesMetales Fundidos y MoldeadosMoises Guia100% (1)