You might also like
- Voltage Drop CalculationsDocument8 pagesVoltage Drop CalculationsYousif_AbdalhalimNo ratings yet
- Mosque BOQDocument17 pagesMosque BOQHossam Al-Dein Mostafa HelmyNo ratings yet
- Voltage Drop CalculationsDocument8 pagesVoltage Drop CalculationsYousif_AbdalhalimNo ratings yet
- Solution Manual Kinematics and DynamicsDocument49 pagesSolution Manual Kinematics and Dynamicszqg84972100% (1)
- C++ FundamentalsDocument207 pagesC++ Fundamentalsbrm1shubhaNo ratings yet
- MagazineDocument34 pagesMagazineAhmed Khalil100% (1)
- Bip 0072-2014 PDFDocument94 pagesBip 0072-2014 PDFgrNo ratings yet
- PLATE BEARING TEST (Acc. DIN 18134) - Part - 1 (Field Data)Document2 pagesPLATE BEARING TEST (Acc. DIN 18134) - Part - 1 (Field Data)EMANUELINo ratings yet
- Appendix 5. Standard Screen Scales PDFDocument3 pagesAppendix 5. Standard Screen Scales PDFJorell PaguioNo ratings yet
- Airbending Force ChartDocument2 pagesAirbending Force ChartdelaneylukeNo ratings yet
- Resistance Calculations1Document2 pagesResistance Calculations1qSebastianNo ratings yet
- SMD Power Coil: FerrocoreDocument2 pagesSMD Power Coil: FerrocorePuiu BercioiuNo ratings yet
- Screw Bolt and NutDocument7 pagesScrew Bolt and NutsutarnoNo ratings yet
- Spec sheet for shaft and ring parts with dimensions and tolerancesDocument1 pageSpec sheet for shaft and ring parts with dimensions and tolerancesPaulo CardosoNo ratings yet
- Miracle Uninyvin CablesDocument4 pagesMiracle Uninyvin CablesDharmesh ChanawalaNo ratings yet
- Metric Air Bending Force Chart PDFDocument1 pageMetric Air Bending Force Chart PDFأبومحمدالزياتNo ratings yet
- Uninyvin: Certified CompanyDocument4 pagesUninyvin: Certified CompanyDEEPAKNo ratings yet
- Major Civil Engineering: A3 Hindhead Determination of Particle Size Distribution: BS EN 933-1: 1997Document2 pagesMajor Civil Engineering: A3 Hindhead Determination of Particle Size Distribution: BS EN 933-1: 1997Andrew TorranceNo ratings yet
- NIC Components NPXDocument2 pagesNIC Components NPXNICCompNo ratings yet
- De1207 220Document2 pagesDe1207 220Stoica VictorNo ratings yet
- Air Bending Force Chart PDFDocument1 pageAir Bending Force Chart PDFAbraham Aguado0% (1)
- Voltage DropDocument5 pagesVoltage Dropahmed alhassanNo ratings yet
- Curva Fe FabianDocument11 pagesCurva Fe FabianFabian RodriguezNo ratings yet
- NIC Components NAM SeriesDocument1 pageNIC Components NAM SeriesNICCompNo ratings yet
- Appendex 2Document3 pagesAppendex 2nofal AdreesNo ratings yet
- Equipment Wire Data SheetDocument3 pagesEquipment Wire Data Sheetamro emadNo ratings yet
- Nama: Ibnu Muntaha NIM: 19108010113: RissiDocument6 pagesNama: Ibnu Muntaha NIM: 19108010113: RissiIbnu MuntahaNo ratings yet
- American Wire Gauge TableDocument3 pagesAmerican Wire Gauge TableMihhail KoltsovNo ratings yet
- 12 Point Flange Bolt Dimensions & SpecsDocument1 page12 Point Flange Bolt Dimensions & SpecskannivelNo ratings yet
- UPM PHY3401 Mini Project Assignment Info and QuestionsDocument9 pagesUPM PHY3401 Mini Project Assignment Info and QuestionsMohd Amiruddin Abd RahmanNo ratings yet
- SockoletDocument1 pageSockoletjuan ormacheaNo ratings yet
- Examen Titulo BRMDocument3 pagesExamen Titulo BRMMario JosafatNo ratings yet
- ANSI-ASME B16.5 Blind Flange 300lb PDFDocument1 pageANSI-ASME B16.5 Blind Flange 300lb PDFVishal MistryNo ratings yet
- THDFRM 3Document1 pageTHDFRM 3AS BaizidiNo ratings yet
- Utilities - Size Distribution - FitDocument2 pagesUtilities - Size Distribution - Fitevaldo hoffmannNo ratings yet
- Assignment Intro 2Document3 pagesAssignment Intro 2AFIQ IKHWAN MOHD YAZIDNo ratings yet
- Injection Table (CITY)Document1 pageInjection Table (CITY)Hasilwan ChanNo ratings yet
- Tubing Compression Chart FactorsDocument1 pageTubing Compression Chart FactorsAnonymous rey6aU3ZNo ratings yet
- 16-JD-006 DataDocument2 pages16-JD-006 DatarezaNo ratings yet
- 2 The Decibel ScaleDocument10 pages2 The Decibel ScaleOscar RomeuNo ratings yet
- 109P0424J3013_SanyoDocument4 pages109P0424J3013_SanyoFrancisco edward Guerrero ticonaNo ratings yet
- Blind Flanges ANSI B16.5 600lbsDocument1 pageBlind Flanges ANSI B16.5 600lbsvinonaguNo ratings yet
- Power Cable - Fajar Insulated PVC Sheathed Ordinary CordDocument3 pagesPower Cable - Fajar Insulated PVC Sheathed Ordinary CordAlan TanNo ratings yet
- Strong load springs for high tensionDocument1 pageStrong load springs for high tensionosbianiNo ratings yet
- Taller II Weibull ParámetrosDocument20 pagesTaller II Weibull ParámetrosMayckNo ratings yet
- Fan Strip Dryer #1: Sampling Data Tgl. 3 Nopember 2009Document6 pagesFan Strip Dryer #1: Sampling Data Tgl. 3 Nopember 2009eman71No ratings yet
- Solar Cable 2023Document5 pagesSolar Cable 2023H. NurzeinNo ratings yet
- ANSI-ASME B16.5 Blind Flange 600lbDocument1 pageANSI-ASME B16.5 Blind Flange 600lbVishal MistryNo ratings yet
- CV10 CV15 Brochure 09.01.2021Document4 pagesCV10 CV15 Brochure 09.01.2021hamadaNo ratings yet
- Schedule 80 Pipe Dimensions & Pressure RatingsDocument1 pageSchedule 80 Pipe Dimensions & Pressure RatingsDGWNo ratings yet
- Ajuste A Ecuaciones Lineales en ExcelDocument6 pagesAjuste A Ecuaciones Lineales en ExcelJesús HernándezNo ratings yet
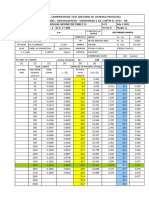
- TRIAXIAL COMPRESSION TEST RECORD LOADING PROCESSDocument8 pagesTRIAXIAL COMPRESSION TEST RECORD LOADING PROCESSrismanNo ratings yet
- Aliran DayaDocument11 pagesAliran DayaSiti NamiraNo ratings yet
- Spears - PIPE SCH80Document1 pageSpears - PIPE SCH80F. AhmadNo ratings yet
- M. S. Round & Squares M. S. Round & Squares: Size MM Kg. / M. Kg. / M. Size MM Kg. / M. Kg. / MDocument6 pagesM. S. Round & Squares M. S. Round & Squares: Size MM Kg. / M. Kg. / M. Size MM Kg. / M. Kg. / Mvignesh kumarNo ratings yet
- Deformacion Vs Log. Tiempo: 1 10 100 1000 10000 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 Column C Column DDocument8 pagesDeformacion Vs Log. Tiempo: 1 10 100 1000 10000 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 Column C Column DMarco Bayona SolanoNo ratings yet
- HTTP WWW - Showmegold.org News MeshDocument2 pagesHTTP WWW - Showmegold.org News MeshIdehen KelvinNo ratings yet
- Utilities Size DistributionDocument4 pagesUtilities Size DistributionMetalurgia ProcesosNo ratings yet
- Calibration Report: Your Company Name And/or LogoDocument2 pagesCalibration Report: Your Company Name And/or LogoKyrie AbayaNo ratings yet
- Peso Inicial Seco: Analisis Granulometrico Por Tamisado AstmDocument16 pagesPeso Inicial Seco: Analisis Granulometrico Por Tamisado AstmJerry Florentino Cusi AranaNo ratings yet
- End Caps ANSI B16.9Document1 pageEnd Caps ANSI B16.9Thappatla IndurNo ratings yet
- DaDocument12 pagesDasaitaMNo ratings yet
- Government Publications: Key PapersFrom EverandGovernment Publications: Key PapersBernard M. FryNo ratings yet
- British Commercial Computer Digest: Pergamon Computer Data SeriesFrom EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNo ratings yet
- 485 PDFDocument11 pages485 PDFOscar UscateguiNo ratings yet
- Rutina FamiliarDocument8 pagesRutina FamiliarOscar UscateguiNo ratings yet
- Air Bend Force ChartDocument2 pagesAir Bend Force ChartOscar UscateguiNo ratings yet
- ZoologiaDocument16 pagesZoologiaOscar UscateguiNo ratings yet
- Actividad Ingles 1.1Document3 pagesActividad Ingles 1.1Oscar UscateguiNo ratings yet
- Analisis de Cruz de MaltaDocument1 pageAnalisis de Cruz de MaltaOscar UscateguiNo ratings yet
- Flow Through a Convergent-Divergent Duct ExperimentDocument4 pagesFlow Through a Convergent-Divergent Duct ExperimentfongNo ratings yet
- PTE18L Datasheet USDocument2 pagesPTE18L Datasheet USJaime MurilloNo ratings yet
- Computer Architecture - Wikipedia, The Free EncyclopediaDocument8 pagesComputer Architecture - Wikipedia, The Free EncyclopediaelcorinoNo ratings yet
- Automatic Temperature Controlled FanDocument27 pagesAutomatic Temperature Controlled Fankannan100% (2)
- Assignment 3 OSDocument5 pagesAssignment 3 OSValerie ThompsonNo ratings yet
- IEC 61850 and ION Technology: Protocol DocumentDocument52 pagesIEC 61850 and ION Technology: Protocol DocumentCristhian DíazNo ratings yet
- Machine Design ME 314 Shaft DesignDocument14 pagesMachine Design ME 314 Shaft DesignMohammed AlryaniNo ratings yet
- Arjun Trivedi: Core Competencies Profile SummaryDocument3 pagesArjun Trivedi: Core Competencies Profile SummaryArjun TrivediNo ratings yet
- Srinivas ReportDocument20 pagesSrinivas ReportSrinivas B VNo ratings yet
- Problems - SPCDocument11 pagesProblems - SPCAshish viswanath prakashNo ratings yet
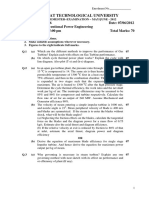
- GTU BE- Vth SEMESTER Power Engineering ExamDocument2 pagesGTU BE- Vth SEMESTER Power Engineering ExamBHARAT parmarNo ratings yet
- Caracterización Y Zonificación Edáfica Y Climática de La Región de Coquimbo, ChileDocument23 pagesCaracterización Y Zonificación Edáfica Y Climática de La Región de Coquimbo, ChileSantos DamasNo ratings yet
- Memory Performance Guidelines For Dell PowerEdge 12thDocument47 pagesMemory Performance Guidelines For Dell PowerEdge 12thHuỳnh Hữu ToànNo ratings yet
- Material Tech Questions Solved BitsDocument22 pagesMaterial Tech Questions Solved BitsBalakumarNo ratings yet
- ATAL FDP On The Role of Materials in Electric Vehicles Workshop - ReportDocument12 pagesATAL FDP On The Role of Materials in Electric Vehicles Workshop - ReportPuneet Mohan SharmaNo ratings yet
- ExcelDocument258 pagesExcelsusi herawatiNo ratings yet
- Ias Public Administration Mains Test 1 Vision IasDocument2 pagesIas Public Administration Mains Test 1 Vision IasM Darshan UrsNo ratings yet
- Tm3 Transm Receiver GuideDocument66 pagesTm3 Transm Receiver GuideAl ZanoagaNo ratings yet
- Piston SkirtDocument2 pagesPiston SkirtAmmar OmranNo ratings yet
- Olympus Industrial Endoscopes Offer Reliable InspectionsDocument16 pagesOlympus Industrial Endoscopes Offer Reliable InspectionsYeremia HamonanganNo ratings yet
- List of Portmanteau Words: GeneralDocument7 pagesList of Portmanteau Words: GeneraltarzanNo ratings yet
- Chapters 1 and 3: ARM Processor ArchitectureDocument44 pagesChapters 1 and 3: ARM Processor ArchitectureTwinkle RatnaNo ratings yet
- Assignment 5 - AirportDocument2 pagesAssignment 5 - AirportSaroj AcharyaNo ratings yet
- ResumeDocument3 pagesResumeAadil AhmadNo ratings yet
- Object Oriented - AnalysisDocument43 pagesObject Oriented - AnalysisAbdela Aman MtechNo ratings yet