You might also like
- External Corrosion of Pipelines PDFDocument9 pagesExternal Corrosion of Pipelines PDFRangga AfyanNo ratings yet
- Corrosion Science: M. Hairil Mohd, Jeom Kee PaikDocument12 pagesCorrosion Science: M. Hairil Mohd, Jeom Kee PaikAna LuizaNo ratings yet
- Corrosion and Material Selection in Desalination PlantsDocument32 pagesCorrosion and Material Selection in Desalination PlantsCharlie Chong100% (6)
- Hydraulic Fracturing Explained: Evaluation, Implementation, and ChallengesFrom EverandHydraulic Fracturing Explained: Evaluation, Implementation, and ChallengesNo ratings yet
- Corrosion Problems During Oil and Gas Production and Its MitigationDocument15 pagesCorrosion Problems During Oil and Gas Production and Its MitigationjesiNo ratings yet
- CWP Cert PDFDocument4 pagesCWP Cert PDFmurtazagulzar3No ratings yet
- Corrosion in The Oil and Gas Industry-An Increasing Challenge For MaterialsDocument10 pagesCorrosion in The Oil and Gas Industry-An Increasing Challenge For Materialswidjai10No ratings yet
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- The Use of Corrosion Inhibitors in Oil and GasDocument7 pagesThe Use of Corrosion Inhibitors in Oil and Gasdodofan2000No ratings yet
- Asian Sciences Olympiad 2015 CONTEST: Rules and RegulationsDocument8 pagesAsian Sciences Olympiad 2015 CONTEST: Rules and RegulationsNguyễn Thị HảiNo ratings yet
- Corrosion in the Petroleum IndustryDocument12 pagesCorrosion in the Petroleum IndustryAnurag Borah0% (1)
- Integrated Sand Management For Effective Hydrocarbon Flow AssuranceFrom EverandIntegrated Sand Management For Effective Hydrocarbon Flow AssuranceNo ratings yet
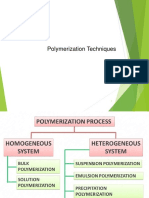
- Polymerisation Practice TEPEDocument39 pagesPolymerisation Practice TEPEDr. Dure Najaf Iqbal100% (3)
- Marine and Offshore Corrosion: Marine Engineering SeriesFrom EverandMarine and Offshore Corrosion: Marine Engineering SeriesNo ratings yet
- Corrosion InhibitorsDocument70 pagesCorrosion InhibitorsSundar Sk100% (2)
- Astm A500Document2 pagesAstm A500Liquor Liam0% (1)
- The Prevention of Corrosion On Structural SteelworkDocument28 pagesThe Prevention of Corrosion On Structural Steelworkint8No ratings yet
- Corrosion Problems in Petroleum Industry and Their SolutionDocument8 pagesCorrosion Problems in Petroleum Industry and Their SolutionAsma SedNo ratings yet
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Corrosion Report PDFDocument22 pagesCorrosion Report PDFFong Wei Jun0% (1)
- Corriosion 1Document9 pagesCorriosion 1Dima Al KibbiNo ratings yet
- Pe8075-Petroleum Corrosion TechnologyDocument86 pagesPe8075-Petroleum Corrosion TechnologyPE9001 AarthiNo ratings yet
- Corrosion Inhibitors for Steel in Acidic Oil & Gas EnvironmentsDocument25 pagesCorrosion Inhibitors for Steel in Acidic Oil & Gas Environmentsjangri1098No ratings yet
- Weeter1982 PDFDocument8 pagesWeeter1982 PDFMoujahed FarésNo ratings yet
- Corrosion Management of Duplex Stainless Steel Gas Production OwlinesDocument16 pagesCorrosion Management of Duplex Stainless Steel Gas Production OwlinesZara Suriza100% (1)
- Potential For Real-Time Monitoring and Control of Dissolved Oxygen in The Injection Water Treatment ProcessDocument8 pagesPotential For Real-Time Monitoring and Control of Dissolved Oxygen in The Injection Water Treatment ProcessMinhquang NgoNo ratings yet
- Inhibition of X80 Steel Corrosion in Oilfield Acidizing Environment PDFDocument9 pagesInhibition of X80 Steel Corrosion in Oilfield Acidizing Environment PDFLê CôngNo ratings yet
- Corrosion Characteristics of ASTM A106 Grade B Carbon Steel Pipelines Exposed To Sodium Sulfate SolutionsDocument16 pagesCorrosion Characteristics of ASTM A106 Grade B Carbon Steel Pipelines Exposed To Sodium Sulfate SolutionsAndres rodriguezNo ratings yet
- (18041213 - Koroze A Ochrana Materialu) Corrosion Problems and Solutions in Oil, Gas, Refining and Petrochemical IndustryDocument18 pages(18041213 - Koroze A Ochrana Materialu) Corrosion Problems and Solutions in Oil, Gas, Refining and Petrochemical IndustryMuStafaAbbasNo ratings yet
- Corrosion of Multiphase Flow Pipelines The Impact of Crude OilDocument26 pagesCorrosion of Multiphase Flow Pipelines The Impact of Crude OilMahfoud AMMOURNo ratings yet
- The Efffect of Remperature, CO2, H2S Gases and The Resultant Iron Carbonate and Iron SulfideDocument10 pagesThe Efffect of Remperature, CO2, H2S Gases and The Resultant Iron Carbonate and Iron SulfideYogaNo ratings yet
- Foata Lukic Et Al Workspot XDocument13 pagesFoata Lukic Et Al Workspot XfoatamarcNo ratings yet
- Deterioration and Restoration of Concret PDFDocument10 pagesDeterioration and Restoration of Concret PDF폴로 쥰 차No ratings yet
- Bala Brahmam-Bala B Panuganti-PresentationDocument22 pagesBala Brahmam-Bala B Panuganti-Presentationraj1508No ratings yet
- Corus CorrosionPrevention StructuralSteelworkDocument28 pagesCorus CorrosionPrevention StructuralSteelworkRabea Ala'gashNo ratings yet
- MECCOCT18-12335: Risk Management of High Temperature Hydrogen Attack in RefineriesDocument9 pagesMECCOCT18-12335: Risk Management of High Temperature Hydrogen Attack in RefineriesOwais MalikNo ratings yet
- PriyankaDocument10 pagesPriyankaDevashish JoshiNo ratings yet
- Corrosion Science: Xiangli Wen, Pengpeng Bai, Bingwei Luo, Shuqi Zheng, Changfeng ChenDocument17 pagesCorrosion Science: Xiangli Wen, Pengpeng Bai, Bingwei Luo, Shuqi Zheng, Changfeng ChenArturo CervantesNo ratings yet
- Research On The Steel For Oil and Gas Pipelines in Sour EnvironmentDocument5 pagesResearch On The Steel For Oil and Gas Pipelines in Sour EnvironmentHomam MohammadNo ratings yet
- Contemporary Developments in Corrosion Inhibitors Review of PatentsDocument10 pagesContemporary Developments in Corrosion Inhibitors Review of PatentsMehmet AydinNo ratings yet
- Bossard White Paper Hydrogen Embrittlement ENDocument10 pagesBossard White Paper Hydrogen Embrittlement ENshiva kumarNo ratings yet
- Corrosion at Oil IndustryDocument66 pagesCorrosion at Oil Industrymah_abdelaalNo ratings yet
- Corrosion Prevention Critical for Oil IndustryDocument51 pagesCorrosion Prevention Critical for Oil IndustryRozil AnwarNo ratings yet
- Efficiency of Corrosion Inhibitors in Mitigating Corrosion of Steel Under Elevated Temperature and Chloride ConcentrationDocument16 pagesEfficiency of Corrosion Inhibitors in Mitigating Corrosion of Steel Under Elevated Temperature and Chloride ConcentrationRoberta VasquesNo ratings yet
- Internal Corrosions in Oil and Gas Transport PipelinesDocument8 pagesInternal Corrosions in Oil and Gas Transport PipelinesfhtgerthrgergNo ratings yet
- Corrosion of Carbon Steel by Concentrated Sulfuric AcidDocument12 pagesCorrosion of Carbon Steel by Concentrated Sulfuric AcidGrant HosieNo ratings yet
- Corrosion-Guide 7 Atmospheric CorrosionDocument11 pagesCorrosion-Guide 7 Atmospheric Corrosionmarco_cesarottoNo ratings yet
- Wellhead CorrosionDocument9 pagesWellhead CorrosionsiemprerrrsiempreNo ratings yet
- Erosion Forms - Cavitation ErosionDocument5 pagesErosion Forms - Cavitation ErosionPPMNo ratings yet
- Oak & FrostDocument4 pagesOak & Frostsamuel sanchezNo ratings yet
- Corrosion Mechanisms and MitigationDocument11 pagesCorrosion Mechanisms and MitigationDavide CongiuNo ratings yet
- Korosi CFLS-dikonversiDocument36 pagesKorosi CFLS-dikonversiMoch SultanNo ratings yet
- Materials Selection For Corrosive EnvironmentDocument8 pagesMaterials Selection For Corrosive EnvironmentShakeela AhmadNo ratings yet
- Underground Pipeline ProtectionsDocument6 pagesUnderground Pipeline ProtectionsOmer IkhlasNo ratings yet
- Jurnal DR PK SubDocument23 pagesJurnal DR PK SubIra ElitaNo ratings yet
- Paper Critical Review of Pipeline Scale PDFDocument19 pagesPaper Critical Review of Pipeline Scale PDFShahidNo ratings yet
- Seam 1 ReadDocument4 pagesSeam 1 ReadChester JamisonNo ratings yet
- NRL Painting ManualDocument86 pagesNRL Painting ManualopalakalakaNo ratings yet
- Real 3 Corrision PipeDocument8 pagesReal 3 Corrision PipeNazriNo ratings yet
- Manan Vidya: TtrrrttorrrtrrreDocument16 pagesManan Vidya: TtrrrttorrrtrrreANUJ KURMI GAMING POINTNo ratings yet
- Corrosion InhibitorDocument3 pagesCorrosion InhibitorsiswoutNo ratings yet
- 02-000-R2 Transformer Rectifiers SummaryDocument10 pages02-000-R2 Transformer Rectifiers SummarySoltani AliNo ratings yet
- Engineering StandardDocument11 pagesEngineering StandardHichem RGNo ratings yet
- Oil Discharge Prevention and Pollution Control Rules For Marine Oil Terminals, Transportation Pipelines and VesselsDocument46 pagesOil Discharge Prevention and Pollution Control Rules For Marine Oil Terminals, Transportation Pipelines and VesselsHichem RGNo ratings yet
- CP Cables & Accessories PDFDocument4 pagesCP Cables & Accessories PDFHichem RGNo ratings yet
- Magnesium Ribbon Specifications for Cathodic ProtectionDocument1 pageMagnesium Ribbon Specifications for Cathodic ProtectionHichem RGNo ratings yet
- 51Document6 pages51Hichem RGNo ratings yet
- SP LogDocument28 pagesSP LogVito YogyakartaNo ratings yet
- Aqa Bya1 Sms Jun09Document7 pagesAqa Bya1 Sms Jun09atbtbtbNo ratings yet
- Biostimulation Treatments of Hydrocarbon-Contaminated SoilDocument6 pagesBiostimulation Treatments of Hydrocarbon-Contaminated SoilGeorgian-Răzvan CheșcaNo ratings yet
- Jackman 1996Document66 pagesJackman 199612545343No ratings yet
- Weco African Energy FlyerDocument7 pagesWeco African Energy FlyerNasiru BelloNo ratings yet
- Soil Pollution: Causes, Effects and Simple SolutionsDocument7 pagesSoil Pollution: Causes, Effects and Simple SolutionsVon MorenNo ratings yet
- Henkel Industrial Solutions Surface Treatment Selector GuideDocument2 pagesHenkel Industrial Solutions Surface Treatment Selector GuideMax JunghannsNo ratings yet
- A 826 - A826m - 95 Qtgyni05nqDocument5 pagesA 826 - A826m - 95 Qtgyni05nqsachinguptachdNo ratings yet
- 1974 - The Occurrence of Organohaiides in Chlorinated Drinking Waters Journal AWWA - 1974 - BellarDocument5 pages1974 - The Occurrence of Organohaiides in Chlorinated Drinking Waters Journal AWWA - 1974 - Bellaryuwang.waterNo ratings yet
- Эластомер 9045 MSDSDocument17 pagesЭластомер 9045 MSDSElena KhotulevaNo ratings yet
- Chem 16 LE-1 AnswerKeyDocument4 pagesChem 16 LE-1 AnswerKeyAntonette OngNo ratings yet
- Build Up MaterialsDocument5 pagesBuild Up MaterialsMishell CarolinaNo ratings yet
- B42 - Midterm10w CH 15-16-17-1Document7 pagesB42 - Midterm10w CH 15-16-17-1Siao Ryan YangNo ratings yet
- Cracking and Repair of Closing Welds in 2.25 Cr1 Mo Steel Vessels Operating in High Temperature Synthesis GasDocument9 pagesCracking and Repair of Closing Welds in 2.25 Cr1 Mo Steel Vessels Operating in High Temperature Synthesis Gasvaratharajan g rNo ratings yet
- Astm D244-09 (R 2017)Document9 pagesAstm D244-09 (R 2017)Alexandru LetNo ratings yet
- Am95 PDFDocument43 pagesAm95 PDFgarridolopezNo ratings yet
- NRAC Publication No. 170 An Introduction To Water Chemistry in Freshwater AquacultureDocument4 pagesNRAC Publication No. 170 An Introduction To Water Chemistry in Freshwater AquacultureSk RajNo ratings yet
- 03 Trib OlogyDocument24 pages03 Trib Ologyluis martinezNo ratings yet
- Grivory HT3: The Durable High-Performance PolyamideDocument6 pagesGrivory HT3: The Durable High-Performance PolyamideSpu XisterNo ratings yet
- Timber: Civil Engineering MaterialDocument47 pagesTimber: Civil Engineering MaterialSamirsinh ParmarNo ratings yet
- Welding: Dr. Sunil JhaDocument21 pagesWelding: Dr. Sunil JharassdriverNo ratings yet
- Comparison of Phytoremediation Process On Tempe Waste Water Using Three Types of Aquatic PlantsDocument9 pagesComparison of Phytoremediation Process On Tempe Waste Water Using Three Types of Aquatic PlantsYhanaNo ratings yet
- Trifluoroacetic Acid - MSDS - 299537 PDFDocument8 pagesTrifluoroacetic Acid - MSDS - 299537 PDFBigbearBigbearNo ratings yet
- Engineering Failure Analysis: Lucjan Witek, Micha Ł Sikora, Feliks Stachowicz, Tomasz TrzepiecinskiDocument10 pagesEngineering Failure Analysis: Lucjan Witek, Micha Ł Sikora, Feliks Stachowicz, Tomasz TrzepiecinskisobhanNo ratings yet
- SurgeryDocument79 pagesSurgeryIshratNo ratings yet