You might also like
- Plan Haccp de Yogurt LíquidoDocument34 pagesPlan Haccp de Yogurt Líquidocarmen100% (1)
- Michelada de SaboresDocument2 pagesMichelada de SaboresArq Ramírez Sanromán50% (4)
- Yogurt chirimoya HACCPDocument19 pagesYogurt chirimoya HACCPRoy Fisher Corman HijarNo ratings yet
- Yogurt HaccpDocument6 pagesYogurt HaccpMilan Tarrillo Bustamante100% (2)
- Aperitivos en Vasitos en PDFDocument32 pagesAperitivos en Vasitos en PDFConcha Bernad80% (5)
- Cocina Diez - Octubre 2014 PDFDocument68 pagesCocina Diez - Octubre 2014 PDFSilvioNushu100% (1)
- Diapositivas PanDocument29 pagesDiapositivas PanErika Julissa0% (1)
- Yogurt de soya HACCPDocument24 pagesYogurt de soya HACCPjuancarlos2390100% (1)
- Marco Teorico Produccion de LecheDocument52 pagesMarco Teorico Produccion de LecheSamuel Medina33% (3)
- Defectos en Los Helados PDFDocument10 pagesDefectos en Los Helados PDFricardoNo ratings yet
- Poes en LacteosDocument31 pagesPoes en LacteosTrabajos Grupo100% (1)
- Casos Practicos Sistema HaccpDocument10 pagesCasos Practicos Sistema HaccpJose ZuluagaNo ratings yet
- Plan Haccp para Un Queso FrescoDocument18 pagesPlan Haccp para Un Queso FrescoMaría Esther GonzálezNo ratings yet
- HACCP - Manjar Blanco-1Document18 pagesHACCP - Manjar Blanco-1Miguel V Espinoza100% (3)
- Las Deliciosas Recetas Ideales para Los NiñosDocument11 pagesLas Deliciosas Recetas Ideales para Los NiñosJorge RoaNo ratings yet
- Queso RicotaDocument7 pagesQueso RicotaOmar Francisco AguilarNo ratings yet
- Cocina Al Vacio PresentacionDocument9 pagesCocina Al Vacio Presentacionluchioi100% (1)
- Guia Fracciones 6 BásicoDocument18 pagesGuia Fracciones 6 BásicoRegina TroncosoNo ratings yet
- HACCP Leche ChocolatadaDocument21 pagesHACCP Leche Chocolatadaroberto cuela50% (2)
- Norma Inen LacteosDocument9 pagesNorma Inen LacteosSaimon Quiroz100% (1)
- Árbol de DecisionesDocument7 pagesÁrbol de DecisionesAna BelenNo ratings yet
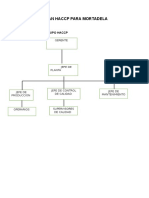
- Plan Haccp para MortadelaDocument11 pagesPlan Haccp para MortadelaThony Arqueño Yllatopa80% (5)
- Implementación del sistema HACCP en la elaboración de pan fortificadoDocument77 pagesImplementación del sistema HACCP en la elaboración de pan fortificadoRafael Melendez ArimuyaNo ratings yet
- Poe Proceso Leche Uat (Uht) Larga Vida Entera 2019Document11 pagesPoe Proceso Leche Uat (Uht) Larga Vida Entera 2019Johanna ZabalaNo ratings yet
- PLAN HACCP de Productos LacteosDocument14 pagesPLAN HACCP de Productos LacteosDario Soto BeltranNo ratings yet
- HolaDocument253 pagesHolaNinel Fernandez Marañón100% (1)
- Analisis de Peligros en La Elaboracion de YogurtDocument5 pagesAnalisis de Peligros en La Elaboracion de Yogurtnilson100% (1)
- Haccp en La Produccion Del YogurtDocument21 pagesHaccp en La Produccion Del YogurtIrving Temoche Encalada100% (1)
- Haccp Yogurt BebibleDocument21 pagesHaccp Yogurt BebibleJennifer Villabona100% (1)
- NuggetsDocument135 pagesNuggetsMarco Antonio PC40% (5)
- FINAL PLAN HACCP Pan MasDocument33 pagesFINAL PLAN HACCP Pan MasKathia Yessenia100% (2)
- Q03 C655 T PDFDocument165 pagesQ03 C655 T PDFNidia Garcia NautoNo ratings yet
- Informe KumisDocument12 pagesInforme KumisCarlos Cobo100% (1)
- PLAN HACCP de Productos LácteosDocument18 pagesPLAN HACCP de Productos Lácteosduvan aguilarNo ratings yet
- Planta de Elaboracion de Yogurt BBDocument84 pagesPlanta de Elaboracion de Yogurt BBGisseRiquelmeNo ratings yet
- Haccp Morcilla de LeónDocument18 pagesHaccp Morcilla de LeónEnrique Alfonso Cabeza Herrera83% (6)
- Análisis de Peligros en La Elaboración de YogurtDocument4 pagesAnálisis de Peligros en La Elaboración de YogurtGinna Andrea Zenteno Cesario100% (1)
- Queso PeraDocument5 pagesQueso Perajcsocarras6729100% (1)
- Plan Haccp Hecho OriginalDocument30 pagesPlan Haccp Hecho OriginalJenbishker Contreras De Los Heros57% (7)
- Informe Del KumisDocument15 pagesInforme Del Kumisluis poloNo ratings yet
- Manjar HACCP RIGOKDocument10 pagesManjar HACCP RIGOKThomasNo ratings yet
- Haccp de Bebida Hecho A Base de Suero de LecheDocument31 pagesHaccp de Bebida Hecho A Base de Suero de LecheBrayan Chavez Ore100% (1)
- Maquinaria para Lácteos CostosDocument30 pagesMaquinaria para Lácteos CostosluisNo ratings yet
- Arbol de Determinacion de PCC de La SalchichaDocument5 pagesArbol de Determinacion de PCC de La SalchichaGabriel GutierrezNo ratings yet
- Plan Maestro Haccp Del Yogurt GriegoDocument12 pagesPlan Maestro Haccp Del Yogurt GriegoMarianela GarcíaNo ratings yet
- Peligros en El YogurtDocument4 pagesPeligros en El YogurtMaryanod DuqueNo ratings yet
- Elaboración Del YogurtDocument140 pagesElaboración Del YogurtLuis Inoñan MarceliNo ratings yet
- Plan HACCP Yogurt FresaDocument20 pagesPlan HACCP Yogurt FresaLizbeth ArmasNo ratings yet
- Plan HACCP queso campesino industria lácteaDocument9 pagesPlan HACCP queso campesino industria lácteaflos2727No ratings yet
- Extracto Seco Total y Contenido de Materia Grasa en QuesosDocument32 pagesExtracto Seco Total y Contenido de Materia Grasa en QuesosRichard MelgarejoNo ratings yet
- Preparación de Un ArequipeDocument16 pagesPreparación de Un Arequipemoney in the bankNo ratings yet
- Formulación Yogurt LíquidoDocument4 pagesFormulación Yogurt LíquidoJennifer Bautista0% (1)
- Haccp para Pulpas PDFDocument69 pagesHaccp para Pulpas PDFWilsonClementeCerronNo ratings yet
- Ensayo Sobre El Sistema de Gestión de La Calidad en La Industria AlimentariaDocument4 pagesEnsayo Sobre El Sistema de Gestión de La Calidad en La Industria AlimentariaMiguel VillamizarNo ratings yet
- Manual de calidad para la fabricación de nuggets de cuyDocument30 pagesManual de calidad para la fabricación de nuggets de cuyLuis Gustavo VelascoNo ratings yet
- Determinacion de Vida Util de La Manzana y DerivadosDocument38 pagesDeterminacion de Vida Util de La Manzana y DerivadosPrado More DeniisonNo ratings yet
- Análisis HACCP salsa tomateDocument10 pagesAnálisis HACCP salsa tomatevinicioNo ratings yet
- Queso Caciotta InformeDocument17 pagesQueso Caciotta InformeMariana Estrella100% (1)
- Elaboración de Yogurt y KumisDocument3 pagesElaboración de Yogurt y KumisVanesa DelgadoNo ratings yet
- Yogurt de BorojóDocument28 pagesYogurt de BorojóRincon EdisonNo ratings yet
- Avena POLACA LastDocument28 pagesAvena POLACA LastPaul Haro100% (1)
- Cómo producir queso ricotta a partir del suero lácteoDocument11 pagesCómo producir queso ricotta a partir del suero lácteowillam david huaccha jara100% (1)
- Haccp Linea de Galletas 2005 (SOAL SAC)Document62 pagesHaccp Linea de Galletas 2005 (SOAL SAC)Narda Gavilan GuillenNo ratings yet
- ACTIVIDAD 4 FinalDocument15 pagesACTIVIDAD 4 FinalJeisson ValbuenaNo ratings yet
- GUIA. YOGURT. Producir Derivados Lácteos Fermentados Según Procedimiento Establecido y Legislación Vigente.Document9 pagesGUIA. YOGURT. Producir Derivados Lácteos Fermentados Según Procedimiento Establecido y Legislación Vigente.aurelioescolaresNo ratings yet
- Actividad 14 Yogurt Materia:: Universidad Juárez Del Estado de Durango Facultad de Ciencias QuímicasDocument9 pagesActividad 14 Yogurt Materia:: Universidad Juárez Del Estado de Durango Facultad de Ciencias QuímicasAlisson SegoviaNo ratings yet
- Práctica de Leche Pasteurizada, SaborizadaDocument18 pagesPráctica de Leche Pasteurizada, SaborizadaLeslyHuamanNo ratings yet
- Rol de ExamenesDocument2 pagesRol de ExamenesEzequielNo ratings yet
- Mantequilla: características y proceso de elaboraciónDocument21 pagesMantequilla: características y proceso de elaboraciónEzequielNo ratings yet
- MaquinariasDocument11 pagesMaquinariasEzequielNo ratings yet
- Elaboración de MargarinaDocument17 pagesElaboración de MargarinaEzequielNo ratings yet
- MaquinariasDocument11 pagesMaquinariasEzequielNo ratings yet
- Rol de ExamenesDocument2 pagesRol de ExamenesEzequielNo ratings yet
- Acondicionamiento y ClimatizacionDocument4 pagesAcondicionamiento y ClimatizacionEzequielNo ratings yet
- Rol de ExamenesDocument2 pagesRol de ExamenesEzequielNo ratings yet
- Acondicionamiento y ClimatizacionDocument4 pagesAcondicionamiento y ClimatizacionEzequielNo ratings yet
- Estructura de PerfilDocument6 pagesEstructura de PerfilEzequielNo ratings yet
- Wa0000Document27 pagesWa0000EzequielNo ratings yet
- Instrucciones 19-TECN CUEROS Y TEXTILES (Resp Cuestionario)Document12 pagesInstrucciones 19-TECN CUEROS Y TEXTILES (Resp Cuestionario)EzequielNo ratings yet
- Calculo de CalefaccionDocument20 pagesCalculo de CalefaccionEzequielNo ratings yet
- Wa0009Document22 pagesWa0009EzequielNo ratings yet
- Wa0017Document17 pagesWa0017EzequielNo ratings yet
- Ejemplo Programa de ProduccionDocument12 pagesEjemplo Programa de ProduccionEzequielNo ratings yet
- Sin TítuloDocument15 pagesSin TítuloEzequielNo ratings yet
- Sistema para proyectar una escalera paso a pasoDocument13 pagesSistema para proyectar una escalera paso a pasoEzequielNo ratings yet
- Guia de LaboratorioDocument3 pagesGuia de LaboratorioEzequielNo ratings yet
- FTJTZDocument90 pagesFTJTZEzequielNo ratings yet
- Ejercicios 1Document4 pagesEjercicios 1EzequielNo ratings yet
- OkDocument5 pagesOkEzequielNo ratings yet
- Problema LocalizacionDocument3 pagesProblema LocalizacionEzequielNo ratings yet
- FTJTZDocument90 pagesFTJTZEzequielNo ratings yet
- Clasificación del reino vegetal: talófitas, briófitas, pteridófitas, espermatófitasDocument9 pagesClasificación del reino vegetal: talófitas, briófitas, pteridófitas, espermatófitasEzequielNo ratings yet
- Diseño de escaleras de concreto armadoDocument2 pagesDiseño de escaleras de concreto armadoEzequielNo ratings yet
- Problema LocalizacionDocument3 pagesProblema LocalizacionEzequielNo ratings yet
- Diseño de escaleras de concreto armadoDocument2 pagesDiseño de escaleras de concreto armadoEzequielNo ratings yet
- LanaDocument1 pageLanaEzequielNo ratings yet
- Clase 14 Moldajes y EscalerasDocument48 pagesClase 14 Moldajes y EscalerasEzequielNo ratings yet
- Crema limpiadora piel secaDocument1 pageCrema limpiadora piel secavictorhugommNo ratings yet
- POESIAS Y TRABALENGUASDocument13 pagesPOESIAS Y TRABALENGUASEduardo Mendoza PitaNo ratings yet
- Jugo ClarificadoDocument4 pagesJugo ClarificadoRoberto PajueloNo ratings yet
- Bloque IIDocument83 pagesBloque IIVelez MartinezNo ratings yet
- Encuesta consumo alcohol UNJDocument3 pagesEncuesta consumo alcohol UNJAlex kelvin Melo CutipaNo ratings yet
- Resumen Capítulo 21-OrganicaDocument15 pagesResumen Capítulo 21-OrganicaGerson GamboaNo ratings yet
- Intervenir (Dolores Dorantes y Rodrigo Flores Sánchez)Document102 pagesIntervenir (Dolores Dorantes y Rodrigo Flores Sánchez)Alí Hassán FrancoNo ratings yet
- Cocina FrancesaDocument16 pagesCocina FrancesaArnold BritoNo ratings yet
- Plan de Continuidad Pedagogica Ciencias Naturales 1er y 2do CicloDocument58 pagesPlan de Continuidad Pedagogica Ciencias Naturales 1er y 2do Ciclounlam150% (2)
- Guía de Refuerzo #4 PotenciasDocument3 pagesGuía de Refuerzo #4 PotenciasAlex Mauricio ReyesNo ratings yet
- Tabla Calorica en PDFDocument7 pagesTabla Calorica en PDFMar CumaNo ratings yet
- Anis EstrelladoDocument2 pagesAnis Estrelladowiroi13No ratings yet
- CDocument1 pageCapi-213357417100% (1)
- Archivo Popular 1837Document335 pagesArchivo Popular 1837Izenete NobreNo ratings yet
- Perfil de Analisis NuggetsDocument4 pagesPerfil de Analisis NuggetsSandyAniluNo ratings yet
- Gelatiamo Canuda Menu DigitalDocument24 pagesGelatiamo Canuda Menu DigitalneusNo ratings yet
- Menú MacchiataDocument4 pagesMenú MacchiataSebas De La TorreNo ratings yet
- La evolución de la coctelería en los últimos 50 añosDocument3 pagesLa evolución de la coctelería en los últimos 50 añosEliasNo ratings yet
- Estudios RefrescosDocument14 pagesEstudios Refrescosalexia9cortesNo ratings yet
- Culto a los ancestros EggunDocument4 pagesCulto a los ancestros EggunDarwin Rojas AbreuNo ratings yet
- Produccion de BiomasaDocument42 pagesProduccion de BiomasaAnonymous mj4Imsy100% (4)
- La LeyendaDocument17 pagesLa LeyendaDiana Gómez100% (1)
- Catalogo Nestle 2021Document43 pagesCatalogo Nestle 2021BarbaraBurgos100% (1)