VUUUUVUVUU UU UU UU UU UU UU UBS
Creando
Flujo
Continuo
Una Guia de Accién para Gerentes, Ingenieros y
Asociados de Produccién
Por Mike Rother y Rick Harris
Prélogo por Jim Womack, Dan Jones y John Shook
Herramienta, Método y Manual de Trabajo de Lean
THE LEAN ENTERPRISE INSTITUTE
Cambridge, Massachusetts, USA
www.lean.org
Version 1.0
Junio 2001
se
www.lean.org.mx
aa
El Area de produccion es un Reflejo de la Direccién
Con gratitud para nuestros editores Jim Womack y John Shook, OffPiste Design, nuestros amigos
‘en muchas empresas de manufactura y Dave Logozzo, quien acuné la frase adecuada,
“Ojos para el Flujo, Ojos para el Desperdicio’
PROLOGO
Cuando lanzamos Learning to See (LS) (Dbservar para Crear Valor) en el verano de 1998, como
parte de la primera publicaci6n del Instituto Lean Enterprise, incitamos alos lectores a identficar sus
familias de productos més importantes y a trazar los mapas mostrando el flujo de informacién y pro-
ductos como cxisten actualmente. Resaltamos que el trazo puede hacerse en varios niveles ~ desde un
proceso individual dentro de una instalacién manufucturera hasta el modelo completo, que va desde la
materia prima hasta el consumidor ~ y sugerimos como el mejor;punto de inicio el flujo de informacion
y producto dentro de las instalaciones de una planta en particulat.
Posteriormente instamos a los lectores a visualizar un estado futuro de la cadena de valor por familia
de productos en la cual la informacién del consumidor fluye de regreso sin dificultad y el producto
mismo fluye libremente — y de manera continua — hacia el consumidor. Finalmente, sugerimos la
implementacién de un plan para alcanzar estados futuros de manera répida,
Estamos contentos con la respuesta que ha cenido el manual Observar para Crear Valor, del se cual ha
(000 copias en su versién en Inglés y ha sido traducido al Chino, Francés, Alemén,
‘nos hemos visto sorprendidos por la dificul-
Japon:
tad que han tenido muchgs lectores para lograr el lujo continuo dentro de sus instalaciones.
Un escenario que encontramos frecuentemente durante las visitas alas plantas es la reubicacion de
cetapas de produccidn que van de departamentos (“centros de proceso”) a celdas de familias de pro
ducto (conforme a lo recomendado en el OPCV), pero dinicamente con un flujo intermicente y erritico
‘en la celda. La produccién gira de una hora a otra y se van acumulando pequefias torres de inventario
‘entre cada operacién. Cuando observamos este patron, sabemos inmediatamente que se estin perdien-
do la mitad o un poco més de los beneficios de la divisién en celdas. Adems, si la celda es colocada
contracorriente del proceso que marca el paso que lleva directamente al cliente, ninguno de los bene
ficios llegaré jamais al cliente debido al estancamiento € inestabilidad en las actividades que van con la
Entonces, éeémo podemos crear condiciones verdaderas de flujo con beneficios que Hleguen al cliente y
se sostengan con el transcurso del tiempo? Los métodos no son misteriosos. Efectivamente, ‘Toyota y
sus compafias afiliadas los perfeccionaron hace afios. Sin embargo, hemos encontrado que para apli
Jos en realidad, la mayorfa de los directores, ingenieros y asociados de produccién requieren de un
sensei” (instructor) amigable para llevarlos a través un proceso paso a paso que se enfoque en su
visign y que dirija sus acciones.
am ma eae nah BRR AHKRARAARAARARARBHARARAEGA
PSEUUBGUUOOEOGSHHTHHUHUHHUHUHHHHHHHHHHSES
Pama solventar esta necesidad hemos decidido publicar este volumen como seeuela del Observar para
¢ Rother y John, Shook En éste, cambiamos del nivel de planta a la del proceso para
Creat Valor de Mil
{que Mike y Rich Harris lo lleven de fa mano conduciéndonos hacia la ineroduecién y mantenimienso
de Mlujos continuos tan extensamente como sea posible, comenzando con el proceso que marca el paso,
Planta Gnica
plantas multiples
r
a través de empre:
Ya conocen a Mike de Observar para Crear Valor, pero Rick Hivris puede ser un nombre nuevo, ‘Tras
quince aios de trabajar para General Motors, comenzando en el dea de produccién en Anderson,
Indiana, Rick obtuvo su educacién “Lean” en ‘Toyota donde era gerente de ensamble en la planta de
Georgctown, Kentucky. Rick y Mike continGan su aprendizaje “Lean” trabajando con empresas en la
implementacién “Lean”.
Aquellos de ustedes que ya han leido Observar para Crear Valor y han trazado de manera correcta sus
‘mapas actuales y futuros, encontrarén la ayuda que requieren en las siguientes paginas para lograr un
estén
flujo continuo verdadero, asi como sus maleiples beneticios, Otros lectores ~ quienes apenas s
cencontrando con el “lean thinking”, 0 quienes son veteranos de mejoramiento de procesos y creen que
solamente necesitan unos euantos consejos en cuanto a la mejora de sus celdas actuales se verin
beneficiados del estudio de la primera seccién de este manual, para identificar adecuadamente las
famil
de producto y los procesos marcapasos. Estos lectores descubririn entonces muchos atajos en
cel sendeto hacia el flujo continuo verdadero, en el resto de este libro de trabajo.
Unas palabras de advertencia: El trazar mapas y visualizar estados fucuros es vigorizante y divertido.
Después de todo, cualquiera pude plasmar un estado fururo atractivo en un papel. En cuanco a Crear
n,y el éxito seré posible
Flujos Continuos se estard enfrentando a cuestiones reales de implement:
tinicamente a través de la colaboracién intensa de gerentes, ingenieros y asociados de produecién. Es
trabajo arduo y cometerdn errores. Pero los beneficios son enormes y todo el conocimiento que
requetind se encuentra resumide aqut,
Dada la naturaleza de su reto, estamos particularmente ansiosos de escuchar sobre su éxito y sus difi-
cultades y para conectarnos con la comunidad “Lean” en wwwlean.org.mx. También necesitamos sus
sugerencias para la mejora de Greando Flujos Continuos en info@lean.org.mx. Entonces por favor
‘témense el tiempo para estudiar detenidamente esta Gua de Acciones, haciendo referencia a Observar
para Crear Valor, conforme sea necesario, Posteriormente aprovechen Ia oportunidad para implementat
yy mantener flujos continuos. Coméntenos acerca de sus experiencias para que nosotros podamos com-
partirlas con toda la red “Lean”.
Jim Womack, Dan Jones y Jobn Shook
Cambridge, MA, USA; Ross-on-Wye, Hereford, UK; Ann Arbor, MI, USA
eevee eveevuvuvuvuvvuuvuvuvuvuvvvvvuvuvUvVUveee
CONTENIDO
Prélogo
Introduccion
Parte |: Comenzando
Parte II: 2 Que es el Trabajo?
Parte Ill: Maquinas, Materiales y Layouts para el Flujo
Parte IV: Distribuyendo el Trabajo
Parte V: Conectandose con el CI
Regulando el Flujo
Parte VI: Implementando, Sustentando y Mejorando
Conclusion
Acerca de los Autores
Apendices
A: Un Actualizador del Flujo Continuo
B: La Tabla Estandarizada de Combinacién del Trabajo
INTRODUCCION
El flujo continuo es el objetivo final de la producciéa “Lean”, y crear flujos eontinuos ha sido el objeti-
vo de innumerables proyectos kaizen. Trabajamos en una amplia gama de instalaciones de manvfaccura
yy vemos muchos esfuerzos admirables para crear flujo. Desafortunadamente, vemos muy p:-°s logros
de esto en la realidad,
Por ejemplo, parece que muchos de nosotros nos hemos concentrado en implementar layouts de pro-
‘cevos en U en lugar de hacerlos en la parte mas importante: Crear y mantener un flujo continuo efi-
ciente, Casi cualquier agrupamiento de méquinas que realiza etapas de procesimient» en tuna secuer
cia se le llama una “eelda”, pero es raro encontrar un flujo continuo te hace,
‘una celda ser una celda.
Idealmente, el producto fluirfa continuamente a través de la cadens desde is »..cetia prima
hasta el consumidor, Pero eso es demasiado para abordar inicialmens=. “eco. > lugar en el eval
enfocarse. Ese lugar es el proceso “marcapasos” o segmento deta cadens veoductos
‘oman su fori Final para su cliente externo. Este es normalmence el sez te de
cu valog ye como re el marcapasos afectar tan asu
liens asi 2 mai nant sa sus procesos contra ce. Un ritme fuccién
cestable, una mezela co; uo de material en el ; oceso marcapisos colu. edidos
ente a de valot
No obscant. de swchos de los procesos marcapasos muestran un flujo de
producto erritice ‘cuando la acumalacion de inventarios entre procesos, agrups-
mics os excesivas, salidas & cntre horas y un uso pobre del esfuerzo humano debi:
doal an operadores a ‘Giectamente se ha mejorado el desempefio en
‘cuanto a los Idea anteriores, dou. > se agrupaba por tipo de méquina, pero son
posibles mucho 1 mpefios y cadenas de ads.
El objetivo de este libro es a, cance visual y © 1 habilidades para lograr y susten-
tar un flujo de material continu daderamente eficiente. N._scentraremos en celdas basadas en
‘operadores porque este tipo de procesamiento esta tan disperso y en un mundo de clientes geogrifi-
‘camente diseminados y ciclos de vida de producto cortos ~ ¢s frecuentemente importante tenet la
capacidad de disefiar y manejar procesos simples, baratos, flexibles y confiables, basados en operado-
res. Utilizaremos métodos y pensamientos basades en pricticas fundadas dentro de ‘Toyota y sus com-
paiias afliadas, las cuales puede utilizar easi en cualquier parte donde quiera crear un flujo continuo,
Herramientas y téenicas pueden ser dies, pero la cuestiGn mis significativa que usted y su equipo
pueden obtener de este libro de trabajo, es una mejor habilidad para ver y sentir el flujo. Conforme
aplique los métodos descritos aqui deberd automsticamence comenzar a enfocarse menos en el acomo-
do y mis en el flujo. Pero lo més importante que tiene que hacer es seleccionar uno de sus procesos
marcapasos y comenzar de inmediato ~ hoy ~ porque lo que aprendamos depende de nuestra orienta-
cign activa y persistenci
en la implementacién. INo espere!
Mike Rother y Rick Harris
‘Ann Arbor, Michigan and Stamping Ground, Kentucky
Junio 2001
AENRHRMRARNMRRARMAHRKRAKRMRARAHRARRSRRAKRARABARA
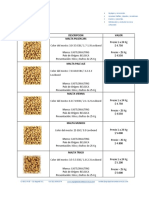
Flujo Continuo,
Este libro se enfoca en la éreacién de flujos continuos en procesos marcapasos. Pero el con
cepto de flujo continuo va ms allé del simple proceso marcapasos, se extiende a cualquier
anera similar, las herramientas descricas en
parte y a cualquier proceso de produccién, De
este libro de trabajo pueden ser usadas en una infinidad de aplicaciones. Esta lista muestra el
aleance de este libro para vatios tipos de procesos.
Tipo de Proceso Alcance
Produccién completamente manual XXX
Celdas manejadas por el operador y lineas XXX
que incorporan equipo automatizado
Lineas de produccion autotransportadas Xx
Lineas de Transferencia parcialmente automatizadas
(con estaciones de trabajo con operador) Xx
Lineas de transferencia totalmente automatizadas,
(operadores como encargados de linea)
Maquinas multifuncionales
altamente automatizadas
Definicion de una celda
Una celda es una arreglo de person:
. méquinas, maceriales y métodos con las etapas de pro-
cesamiento colocados juntos uno a otro en orden secuens
‘a través del cual las partes son
procesadas en un flujo continuo (0 en algunos casos en un lote pequeiio, que consistentemen-
te se mantiene a lo largo de la secuencia de etapas del procesamiento). El comodo més cono-
ido de celda fisica es la forma en “U", pero son posibles muchas formas. El procesamiento de
flujo continuo es posible también en lineas de produccién rectas. Muchas empresas utilizan el
término “celda” y “linea” indistintamente, as{ como nosotros en este libro.
Intervencién del Equipo
Dese cuenta que seri necesario un esfuerzo en equipo para lograr un flujo continuo. Los
sistemas “Lean” se basan de manera importante en los asociados de produecién, especi
mente para el mejoramiento continuo diario, pero también dependen de la intervencién
daria de la gerencia c ingenieria para establecer sistemas, mostrar el camino, esponder a
problemas y manejar los procesos. Los esfuerzos de su equipo para desarrollarflujos conti
rnuos habré de involuerar a varias personas en su organizacién, incluyendo:
Gerente de la Cadena de Valor (ver Observar Para Crear Valor): Plasma y sustenta la
sos y donde es posible el flujo continuo.
ina del mapa futuro de la cadena de valor, el cual muestra los procesos marcapa
Gerente de Area: Dirige el esfuerzo para crear flujos continuos y asegura diariamente
{que se mantengan y mejoren continuamente los flujos.
Ingenieros Industriales e Ingenieros de Manufactur
y niveles de equipos de trabajo de celdas de flujo continuo utilizando la informacién que
cllos recolectan de manera personal en las instalaciones. Dan
Disertan los layouts iniciales
jstencia de manera cerca-
nna con implementaciones y depuraciones. Los ingenicros también disefian, especifican,
construyen las miquinas pequefias, simples que son necesarias para dar apoyo a los flujos
Equipo de Produc
para ayudar a hacer que el flujo funcione, manteniéndolo y encontrando maneras para
mejorarlo de manera regular,
10s operadores, lider de equipo y supervisor son esenciales
Mantenimiento: Depura la nueva unidad de celda hasta que esta funcione como se pre-
tende (junto con los Ingenieros Industriales y de Manufactura) y se encuentra enconces
cen estado de llamada de respuesta rpida para acender problemas.
Especialista Lean: Da asiscencia a toda esta gente
ARARAMRKRRARARANAARRARKRMARRKRARARAMRHKARAAARA
Bienvenidos a Tubulares Apex
La Compaiifa Tubulares Apex es una fibrica discreta tipica que utilizaremos para
ilustrar el proceso de creacién de fiujos continuos. Apex produce una variedad de
productos tubulares para aplicaciones automotrices, de camiones y equipos pesados.
Hace dos afios Apex respondié a la presidn de sus clientes en cuanto a precios
menores, mejor calidad, entregas mas frecuentes y respuestas més rpidas a la
demanda cambiante por medio de una revisién severa de sus operaciones de
manufactura.
Durante muchos afos la compaita habia organizado sus“procesos de fabricacién y
‘ensamble por departamento con cada producto visitando cada departamento
conforme fuera necesario. La marafa resultante de movimientos de productos “tipo
cespagueti”, era dificil de manejar y mucho més dificil de mejorar. Por lo tanto los
directivos de Apex tomaron la primer medida recomendada en Observar Para Crear
Valor y llevaron a cabo un andlisis de sus productos para encontrar familias de estos
que pudieran ser manejadas individualmente,
ntes de Apex elaboraron una matriz de familia de producto que agrupaba los
asos) de etapas y miquinas
productos por secuencia de procesamiento final (mare
Matriz de Familias de Productos Apex
(eee earls)
forma sub- Tensamble! dopiar | prober
Gime | perforar | solder | dodiar | on 2iPing| "32"| cobiar | probar
eas BX XSXeIXGIIX
camion x
amen] X
‘camion A
X
X
ed) (XX
eye
X
X
xX
0
°
a
oO
=
a
°
4
a
La familia de productos de camiones ligeros realiz6 la contribucién ma
yor de ingresos para
Apex y se encontraba bajo la més extensa presién en cuanto a precios. Apex nombré un
Gerente de Cadena de Valor para esta familia de producto, quien bosquejé un mapa de
estado de cadena de valor.
Esta familia’de productos es embarcada desde la planta de
censamble de la Calle Sur en tres variantes: un ensamble de manguera corta (S) para el
cami6n de distancia corta entre ejes, manguera larga (L) para el modelo de distancia
extendida entre ejes, y un ensamble alternativo de combustible (etanol) (A) oftecide como
una opcién en este vehiculo.
Aceros
Michigan
Eh
>
74 sequndos 20 segundos. 19 segundos.
2 Tempo de = 178 og
=
iol PARTE: COMENZANDO 3
Los gerentes de Apéx decidieron oportunamente la creacién de una celda de flujo continuo para
las Gltimas cinco etapas de procesamiento finales de la linea de combustible. (Antes de realizar
esto se aseguraron, por supuesto, que hubiera suficientes maquinas disponibles en las aldeas de
proceso para conservar la produccién para los dems productos en la planta). Poco tiempo
después también desarrollaron sistemas de retiro tipo supermercado entre las celdas nuevas y
Jos dos procesos de fabricacién contracorriente que continuarfan operando en una modalidad de
lotes compartidos a través de varias familias de producto.
Aceros <«—
Michigan 2Ordenes
ert
Pronéstico
fT
s CIT =T segundos (C/T = 12 segundos
(10 = hora C10 =10 minutoo
3dias 3dias
‘7 segundos 12 segundos
SO OO AANA AAABRABHA AAA LL A‘/DRA
Estos sistemas de retiro reemplazaron los itinerarios utilizados anteriormente para regular
estos procesos. A través de un ¢rabajosarduo por medio de la suspensién de reglas
tradicionales de normas generales en cuanto a que tan ripido puede ocurtir un cambio,
Apex tuvo la capacidad de diseiiar e implementar el estado futuro mostrado aqui.
Pronéstico
Orden
Diaria
eas de Combus'
Mapa de Estado Futuro
Programa de Embarque Diario
le para Camién Apex
la Calle Sur
1380/dia
aja = 30 plesae
‘euros
f
!
=>
=
=
2
=
2
2
=
=
=
3
ed
A
Preece = 10dias
2dias 2dias Time”
159 1d se¢
fe
PARTE {: COMENZANDO
5
Apex inicié su cadena de valor de la linea de combustibles en el lugar adecuado: el proceso
“marcapasos”. El marcapasos involucra las etapas de produccién que estin dedicadas a una
familia de productos en particular y responda a |
marcapasos bien activado envia sefialgs de demanda suaves contracorriente a los circuitos de
retiro del resto del proceso de Fabricacién por lotes, el cual responde a los requerimientos de
s érdenes de clientes externos. Un
clientes internos.
Los gerentes ¢ ingenieros de Apex tomaron otra buena decisién al minimizar su inversion
inicial y mantener la celda simple. Por ejemplo, pudieron haber creado un flujo continuo més
cextendido por medio de la incorporacién de una prensa de formado final dentro de la celda
de linea de combustible. Pero dicha prensa hubiese requerido una inversién de capital
sustancial, (En un futuro Apex puede decidir realizar alguna reduccién de costos de sus
fon instalar una celda
‘mejoras para poder adquirir y aftadir una prensa a la celda.) Decidi
basada en operadores, simple, econ6mica y flexible para las necesidades de la Calle Sur. Esto
es mas probable que resulte altamente confiable y bastante adecuado para el envio de sefiales
sin dificultades a través de la cadena de valor.
Los gerentes de Apex escogicron un layout clisico en forma de U para su nueva celda basada
en un operador, como se ilustra en la siguiente pagina, En tan sélo unos cuantos dias tuvieron
la capacidad de cambiar, mover méquinas y configurar la nueva celda para lograr reducciones
sobresalientes en este proceso en cuanto a tiempo de accién y requerimiento de espacio en
piso, mientras que se increment6 dramaticamente el niimero de piezas producidas por
asociado de produccién.
Estado Estado
Original Actual
Pronresciei ares
con Flujo Continuo Combtellp NG No
sa 7 [ante
Por farne O22 O22
troaiiebiewo | 7690] 7690
Espacio (mtr
een} a
Tiempo de Espera de
Ensamble
(TEP x Takt)
Ndias 37 min.
Numero de
Operadores
Productividad
(piezas/asociado/hr)
35 20
Funciona
Efectivamente como
Marcapasos
No. No
BuUUUUUY
Una Vista mas de Cerca - Con Ojos para el Flujo
los de produccién de Apex estaban emocionados por
Los gerentes, ingenieros y aso
su nueva celda de linea de combustible. Después de todo, aumentaron de manera
ripida su productividad en un 50% reduciendo por mitad los requerimientos de
espacio y rebajando draméticamente los tiempos de accién. Sin embargo cuando
observas la celda de Apex con “ojos para el flujo” quedas decepeionado. Un recorrido
por la celda de linea de combustible les mostrar el por qué.
Celda de linea de combustible Apex - estado actual
gujo de materia;
ees
(ed Spezse
) OY ©
AB EN
pene F ance
cutprnates, \%,
Dobladora de \
tbe” al NL | cattomtiioy
womitica_[ “los ese @
Neen
pu epee eg
(weateria pena)
73 | 69
OVonAun=
3
PARTE : COMENZANDO
7
El primer paso al visitar una planta es normalmente observar la situacién actual con
nuestros propios ojos y preguntar, “éCuil es el problema?” En Apex, lo primero que
notamos es la tabla de resultados dg produccién al ingreso/egreso de la celda la cual
‘muestra la produccién planesida y la actual. Al ver los ndmeros de salida nos
preguntamos “Por qué existe tanta Variacién, y por qué la produccién total se queda
corta de acuerdo a la produccién planeada?” De manera més especifica, “éPor qué la
celda esta consiguiendo Gnicamente dos terceras partes de la produccién planeada
durante muchas horas del turno?” ZEI problema seran méquinas con capacidad
insuficiente que producen piezas defectuosas? 2E1 problema serdn méquinas que no
funcionan?
COORAOOCAOOMOONMOOAMNABADDDO0O0ADDA
Observador:
Marla Lopez
Observados
Fecha/Hora:
Feb.10,2000 3PM
Pagina
”
El operador tiene que martillar para ajustar
El operador almacena sus propias mangueras (piezas)
Partes lejanas; Demasiado traslado
49¢ requiere revision de calidad?
PARTE I: ,OUE ES ELTRABAJO?
27
28
Tiempos de los Elementos de Trabajo de la
Celda Apex
Cuando observamos la lista de los tiempos de los elementos y tiempos de
‘maquina de Apex, resalta un descubrimiento importante. Los operadores
en el Ensamble I, Ensamble Il, a Enrolladora y el Probador esperan en
sus méquinas un total de 21 segundos cada que se produce una linea de
combustible.
Los 21 segundos pueden parecer como que no es mucho tiempo desper-
diciado en una observacién casual, pero 21 segundos multiplicados por
690 piezas por curno nos da un total de cuatro horas de tiempo de opera~
dor utilizados viendo el ciclo de la méquina. Ningn cliente creeria que
esto le crea un valor y es totalmente evitable porque cada maquina nece-
sita ciclar solamente una vez cada 40 segundos (take time). No se gana
nada con que el operador se quede en la méquina y la recargue tan pronto
como esta haya terminado su ciclo. En cambio, el operador puede realizar
otro trabajo generador de valor del ciclo y regresar a la maquina para
recargarla poco antes de que termine su ciclo.
Nota:
Al revisar el tiempo en Ia lista, hemos estimado que el tiempo requeri-
do para alimentar la dobladora de tubo del modo de una pieza a le vez
ya que no se hace de esta manera actualmente. Todos los tiempos de
“tomar y colocar" en las demas méquinas fueron medidos en cinco
segundos, asi que ahora utilizaremos este numero para la enrolladora
de tubo. El estimado seré reemplazado con datos reales una vez que la
celda esté en operacién.
COPHOCOBOMANSONBNARARBADRBAAANMRADRAAAAAA
Celda de linea de combustible Apex -
jompos de elementos del trabajo
gujo de materia;
Probador
A automatic
aucomatica) [ie
Le NE eas
(outera pa) 0 plxascomtaneer
(grace torino)
Elomentos dat Elomontos dat Elomentos det ‘Elomontos det
Trabajo “Trabajo “Trabajo “Trabajo
Neee el Kalen Tomar babe dob ‘onary var Tomar esambley Tomar ensambey
do, coloesr 5 colocar a at
= Tomar manguera de oe
Tomar conector, tefién yabrazadera
‘near
Blocar yaustar
Cargaralmentador
Colonue'y sere o Retiela tap dela
uw mangueray Fetal
‘Tomar mongueray a. aatamonto
scan aonitia eee marae rie
: Inear tla Tomar aorazadora cetentocperen a
lequerday ena lar (esperar)
we baratamanguera | Sottony rete
errr Colocaryouktar | 4 | inspoccionar roles
Retiar
Foner la apa
Después dl Kaizon Anexar rll 5 | tomarvdialay Ree cage
Tina aos yeah colocar al adita- Inepeccionar
, Separer meno
solos
Irctar clo
alar 1 (eperae)
Descarga Soltary retar
‘Separar
Ciclo de Maqui iclode Maquina = 4604 | CclodeMaquna=7seq | Ciciode Maquina
PARTE I: {QUE ES ELTRABAJO? 29
30
EI Resultado del Kaizen en Papel
‘Ahora que los tiempos son conocidos para todos los elementos de trabajo, veamos los
beneficios de nuestro kaizen en papel. Podemos mostrarlo apilando los tiempos de
todos los elementos de trabajo conforme los operadores han ido realiziindolos.
Después podemos dibujar una segunda pila del lado derecho mostrando el contenido
total de trabajo después de haber eliminado el desperdicio por medio de:
* La introducci6n de expulsién automética en Ensamble I, Ensamble II, la
Enrolladora, y el Probador. (Esto elimina el tiempo de operador para desprender,
remover y separar las partes)
‘+ Eliminar las esperas mientras las méquinas realizan su ciclo.
* Convertir las labores “fuera de ciclo” de alimentacién de la dobladora con un lote
de 25 piezas en una accién “del ciclo” con el operador alimentando una pieza por
ciclo.
Usted puede ver ficilmente que el Kaizen en papel ha removido sustancialmente
esfuerzos del operador del proceso de ensamble de la linea de combustible de Apex.
El contenido total de trabajo para hacer una pieza ha caido en 30 segundos, de 118.4
88, Esta mejora es en realidad més dramética porque los elementos de trabajo redi-
sefiados han afiadido las etapas de alimentacién de la dobladora cada ciclo en lugar de
cada 25 ciclos. (Esta conversi6n de trabajo “fuera de ciclo” hard el proceso de ensam-
ble mucho més predecible y més facil de manejar contra el takt time y requerimientos
de produccién.)
Debido a que la cantidad de trabajo de valor agregado es el mismo en la pila izquierda
yy derecha, lo que seguir en el futuro es que los operadores pueden dedicar un por-
centaje mayor de su tiempo a crear valor agregado real sin tener que trabajar mds duro.
Hoja de Balance del Primer Operador de Apex
Con los elementos y tiempos de trabajo a la mano, los gerentes de Apex ahora pueden
crear una Gtil herramienta critica, la Hoja de Balance del Operador. La HBO es una ima-
gen de la distribucién del trabajo entre los operadores, en relacién con el takt time, basa-
doen informacién real que usted observe y registre personalmente. Es cuantitativa, sim-
ple, visual y deja las conjeturas fuera del disefo y opera eficientemente en celdas basa-
das en operadores. Permite a los ingenieros, gerentes y asociados de produccién trabajar
cen conjunto utilizando hechos. Esta herramienta ha sido muy til para el desarrollo de
‘nuestros propios “ojos para el flujo”. Siempre que la gente comienza a trabajar con un
HBO notamos qué tan efectiva es la herramienta en ayudarles a entender, creat, dirigit y
mejorar flujos continuos.
S02eCo@aeendneaananneaeaeennaaagneaaan
oe
APF EFHE®@
Kaizen en Papel para el contenido de trabajo de Ia linea de combustible de Apex
actu: mejorado
‘is TIEMPO TOTAL=
118 segundos,
120]
anpl=|_ Cover encontenedor =
Tnspeccionar
Retirar $+ biimnar Use descarga automatic.
105|—| Cielar + Biinnar El operador avanza
miontras la maquina ciel.
100 |= auitar tapayy far manguera I
8 segund.
| —| Tomar ensambley colocar a a= | —
96 ‘tamento
90|— ne
alr rlo sobre enrlado
Colocar en contenedor
85| 85) —
inepeccionar role Trepecdonar
yuo war Use descarga : a
80 utomdtica oo
dar + slnna El operador avarca =| cutter tapay far manguera
aa tail Mientras lammaquia cla 9s ee
Colocar aladitamento de
Colocary systar procba
7 Te ible y cole LD na
omar ensarbey coca alr rollo sobre enrolado
65| + Elinnar o =
ryrotrar eke Elminar Use decca eee:
Salta y ret Elmina Use descarga 3
60| oa pe
ry suetar LI
loperador avanza
55|— Rlomtisoia aque Goa — GB} —| Tomar pieza rerminada colo |—
car lDaladitamento
er
50}
BO |—| Temarvatniaycocaraladtamento
Citar —
Tomar coe lamer
Colocary eujetar
45|—| 45) aa , -
Tear grazadera ly eee vate
eneamblar armanguara Fonararacadora iy ment
40 coocar sl adikementoy far “ae eee
= — Colocar al aditamento y sujetar
(385 |—| Tore arazaray rangers }— 35 oon
‘ncaa Tara rang y eaters
= i a Deena
30}=|Tomartuboycolecar i ado
——* elimina an
Anexar roo Tomar pieza erminada
A Troarrolo*¥ |=
20) Separeyretre ej ——e Elmina, Use descarga Oe ee
| Giar Si ceanacr ores ae Tomar manguera y olocar
15 - Miontraslatmaquna cia, (15
|—| Tomarmanguera y colocar | — a En One TE LIT
10) 2 om . Tose tube doblado y colocar
{eee rabajoen Frogreso Estandar | —
Tomar tubo dolado ycolocar = Re
sacs Lepezae aba ae queda en
32
En el HBO cada linea horizontal es igual a un segundo, con el takt time de la linea de com-
bustible Apex dibujado en el nivel del segundo 40. Los elementos de trabajo para cada opera-
dor estén apilados uno sobre otro (por lo cual el HBO algunas veces es nombrado “grifico de
bloques”). La altura de cada cuadro en la pila representa el tiempo para ese elemento. Note
{que los tiempos de slimentacién y descarga estén incluidos pero no los tiempos de ciclo de
maquina, ya que el HBO est representando el trabajo humano y no el de méquina.
Los gerentes de Apex crefan que entendian el disefio de celdas, pero el ver el HBO de la
linea de combustible debié provocarles a todos en Apex una conmocién. Cada operador tiene
considerablemente menos contenido de trabajo que los 40 segundos takt. En dos casos los
elementos de trabajo del operador totalizaban menos de la mitad del takt time. Ya habiamos
visto que el material no esté fluyendo a través de la celda y que la salida de producto es alta-
mente inestable. Ahora es aparente que Apex también esta utilizando demasiados operadores
para producir lineas de combustible. Esto le afiade costo al producto y pone en riesgo el tra-
bajo de todos. Pero por favor recuerde que estan analizando el proceso y no el desemperio de
los operadores. De hecho, el desperdicio que hemos encontrado tiene su rafz en el disefio y
mantenimiento de este proceso. Afortunadamente, el HBO puede ayudar a Apex a encontrar
tuna mejor manera, como lo explicaremos en las siguientes paginas.
Grafica de Balance de Operadores de Apex -
uacién actual
‘Tomar pieza terminada y
Femara coloar aa
Colocary Sujtar
Tomar manguera y colecar
| Colocar rola sobre enrlia|
ie
Colocarencortenedor
Rata apayaroare
=| Tomar conan, colocar.
sujetar "YF Colecar aditamentoy |—| Tomar pera temminada ¢ ‘rStauta
: aa Inacio roles ees
=] tomartato dotiadoy [oar narmonys Tea
‘colocar aéneamele! ||" ipereastg aes olcary sje ure
Tomar suboSSy clocar [| Color aaramento || tonarpacstanada col [|] Concarsastanernade [=
ondobladera frame =] One eitaen ‘rane EB
@
©
@
e
OBOeSMOMNMAHANDAOKMSBAONSOSMRARBABBHADAGBAAGAHARA
| ] | MAQUINAS, MATERIALES
PARTE > Y¥ LAYOUT PARA EL FLUJO
RL MAQUINAS, MATERIALES
PARTE : ¥Y LAYOUT PARA EL FLUJO
+ gTiene su equipo la capacidad de lograr el takt
od
+ ¢Cuanta automatizacion?
Poletti tTt (AE Cote Lee RI eter roc)
Bert cre rant asic)
Per atc cere oltre Cele aed
Maquinas, Material y Layout para el Flujo.
Los procesos de producciGn de cualquier tipo requieren de la coordinacién entre
Hombre, Méquinas, Materiales y Métodos (comtnmente llamados “Cuatro Ms”
por sus siglas en inglés). En la parte previa de Creando Flujo Continuo hablamos
del Hombre (siendo mis exactos, Gente) en términos de elementos de trabajo,
Ahora que han sido identificados y cronometrados los elementos de trabajo, pode-
‘mos dejarlos de lado temporalmente y enfocar nuestra atencién en el arreglo de
méquinas y estaciones de trabajo (Maquinas) y el sistema de manejo de materia
les y aparatos (Materiales), de manera tal que permita un flujo continuo.
Pregunta 5: ¢Tiene su Equipo la Capacidad de
Lograr al Takt time?
Una vez que los gerentes de Apex determinaron los productos a realizar en su pri-
mera celda (tres variantes de Iineas de combustible para camiones ligeros) y
cularon el take time (40 segundos), necesitaban preguntarse si las méquinas que
estaban acomodando para crear la celda tenfan en realidad la capacidad de ajus-
tarse al take time. Para hacer esto cada méquina deber‘i tener la capacidad de
completar su ciclo para cada parte dentro del take time. De hecho, como veremos
a continuacién, el “tiempo efectivo de ciclo” de cada miquina deberd ser consi-
derablemente menor que el takt time si se ha de lograr el flujo continue.
Conforme los gerentes ¢ ingenieros de Apex examinaron las cinco méquinas que
habian instalado en la celda, resumieron s
s operaciones de la siguiente manera
1) Dobladora de Tubo. Se doblan tubos de acero inoxidable de los procesos pre-
vvios para dar la forma final en una méquina dobladora de tubos, la cual cicla y
cexpulsa de manera automatica siempre y cuando su tolva de suministro tenga
tubos en bruto, Debido a que la tolva tiene capacidad para 25 cubos seria nece-
sario estarla Henando aproximadamente cada 16 minutos si es que la celda
opera a un tiempo de ciclo de 40 segundos
2) Ensamble I. En esta méquina un conector y una manguera de hule son ensam-
blados al tubo, Un operador alimenta y retira el producto terminado la cual rea-
liza una operaci6n de insercién y doblado.
3) Ensamble Il. En esta miquina una manguera de Tefl6n, abrazaderas (aros de
metal para conectar tubos a mangueras), y una valvula son ensamblados al
tubo. Un operador alimenta y retira el producto terminado de la maquina, la
ual realiza las operaciones de insercién y doblado auromsticamente. Esta
maquina es cambiada para trabajar las dos medidas diferentes de manguera que
requieren las variantes de producto que pasa a través de la celda. Esto involu-
PARTE Il: MAQUINAS, MATERIALES, LAYOUT 33.
cera que el operador desprenda y deslice un aditamento de sujecién a otra posicién y volver a
prenderlo en esa posicién. La conversién de manguera corta a manguera larga toma aproxima-
damente 20 segundos, 0 medio takt time.
4) Enrolladora. Esta méquina dobla las puntas derecha e izquierda del ensamble de la linea
de combustible. Es alimentada y desocupada por un operador.
5) Probador de presién. Se prueba el ensamble de la linea de combustible en un aditamento
de prucba automatizado, cl cual es alimentado y descargado por un operador.
Los gerentes de Apex prepararon entonces la siguiente tabla para resumir las caracteristicas
del tiempo de ciclo, o tiempos efectivos de ciclo de cada maquina. Por “tiempo efectivo de
ciclo de maquina” queremos decir:
tiempo de ciclo de maquina por pieza
+ tiempo de carga y descarga (durante el cual la maquina no puede ciclar)
+ tiempo de conversién dividido entre el ntimero de piezas entre transiciones
Conforme el equipo Apex vio esta informacién se dieron cuenta de que el tiempo de ciclo
basico de cada méquina estaba lo suficientemente por debajo del takt time, en el caso més
prolongado era de tan s6lo 16 segundos. Sin embargo, cuando revisaron los tiempos efectivos
de ciclo de maquina se dicron cuenta que la méquina del Ensamble II plantea un problema.
Tiempos Efectivos de Ciclo de Maquinas en Ia celda de Apex
Tiempo de __c/o
Carga, Tiempos Ciclo
Ciclode Inicioy Tamafo_ Efectivo de
Maquina Maquina Descarga delote Maquina
eae 16seg | 5seg ° 21 seg
Ensamblei | 46eg | 16509 ° 20 seg
Ensamblell | 75eg | 288eg * 36 seq
Enolladora | 56eq | 120g ° 17 seg
Probador | Sseg | 120g ° 17 |
* El tiempo es realmente 0.67 segundos para un lote minimo de 30, basado en el
empaque que el cliente requiere camo explicaremos posteriormente. Con un tiem-
po de 20 segundos para la conversion, la conversion en esta maquina consume
justo debajo de un segundo por ciclo cuando promediamos sobre la corrida mini-
,
COMORQHEFMOAMRSOSOHONAOHHAHRAABAANRAAAANA
Si la demanda se incremencara (por lo que el takt time se reduciria) o si las maquinas
no fueran completamente capaces (esto es, tener la capacidad de realizar una parte
buena en cada ciclo), o estuvieran completamente disponibles (esto cs, capaces de
Ciclar cada que se les indica) entonces el Ensamble II se podria convertir facilmente
en un cuello de borella. Apex tal vez necesite considerar la mejora en el tiempo de
carga y descarga del operador para este paso. En las demiis maquinas no hay cuellos
de botella que pongan freno al flujo continuo. De hecho, esperariamos que estas
maquinas estén en espera durante varios segundos durante cada intervalo take de 40
segundos.
De acuerdo a nuestra experiencia, en un mundo donde las méquinas no son comple-
tamente capaces 0 no estén disponibles y la demanda cambia, ¢s mejor destinar tiem-
pos de ciclo efectivos para cada méquina en la celda a no més del 80% del take time
mis ripido (mayor volumen). Esto asegura que los operadores no tendriin que esperar
4 que las méquinas tcrminen de ciclar la siguiente vez que ellos regresen para revisar
los elementos de trabajo. También proporciona un poco de capacidad adicional para
darle cabida a incrementos en la demanda sin necesidad de aumentar el capital en
equipo o pagar grandes sueldos por horas extras.
éQué pasa si algunas de las méquinas no pueden ajustarse al takt time con el margen
del 20%2
Usted tiene varias opciones:
* Realice un kaizen al proceso de carga, inicio y descarga.
* Elimine el desperdici
en el ciclo mismo de la maquina para reducir tiempos, Por
ejemplo, reduzea la distancia de recorrido y tiempo de mover piczas a la maquina,
* Scpare algunas de las tareas que realiza una miquina que es cuello de botella y uti-
lice més de una maquina para realizarlas. Utilice méquinas més simples o de tareas
individuales que trabajen de manera simultdnea en tiempos de ciclo menorcs..
* Instale dos maquinas del mismo tipo cn el punto del cuello de borella en la celda y
altémelas en cada ciclo,
* Cree dos celdas en lugar de una. Esto puede ser particularmente apropiado cuando
hay ventajas en colocar celdas marcapasos por separado cerca de diferentes clientes.
Finalmente, si todo lo demés falla:
‘+ Remueva el equipo del cucllo de botella de la celda y opérela desconectada del
resto del marcapaso en una modalidad de lote. Normalmente esto requeriré esta-
blecer un sistema de retiro tipo supermercado para regular la produccién del equipo
desconectado.
PARTE Ill MAQUINAS, MATERIALES, LAYOUT 35,
Qué tal nueva Maquinaria? - Incrementos de Capacidad
En el ejemplo de Apex, la empresa ya tiene las maquinas que necesita y quiere avanzar
con su celda rapidamente para reducir los costos e incrementar la capacidad de respues-
ta. Sin embargo, usted puede encontrarse en una situacidn diferente. Algunas piezas del
equipo son tan anti-flujo que el reemplazarlas ahora es la mejor opcién. O, en el caso
extremo, usted puede tener en mente un layout celular para un producto completamente
nuevo y el proceso requiere de nueva maquinaria por completo. {Cudles son los linea-
mientos adecuados para disefiar las maquinas necesarias a fin de conseguir el flujo conti
uo?
La primera pregunta es, “{Cémo deberén ser procesados los materiales para lograr una
pieza de calidad?” Si hay una opcién clara en cuanto a tecnologia para fabricar la parte,
entonces el disefio del nuevo proceso y su equipo deberan comenzar por ahi.
La siguiente pregunta es, ”,Cual es la capacidad de proceso deseada?” La respuesta a
esta pregunta esta relacionada a los tiempos de ciclo de maquina. El asunto es si escoge
disefar en la direccién de una o unas cuantas “super maquinas” complejas que realicen
muchas actividades con tiempos de ciclo relativamente largos, si opte por una serie de
méquinas sencillas, en que cada una realiza solamente una 0 unas cuantas de las etapas
de procesamiento con tiempos de ciclo cortos, Dado que el tiempo de ciclo de una
maquina multifuncional seré mayor, su capacidad sera menor que la de una serie de
maquinas uni-funcionales las cuales cada una cicla més rapidamente.
Los indices de demanda y la gama de productos pueden cambiar frecuentemente, aun en
empresas estables. Por esta razdn frecuentemente le seré mas favorable comprar 0 crear
un numero de maquinas simples que ciclen rapido. Este tipo de maquinas proporcionan
a cada celda més flexibilidad para responder a los cambios. (Esta ventaja se mantiene si
evita que los tiempos de carga de los operadores por maquina, se hagan muy extensos)
Por ejemplo, si los tiempos de ciclo de dos maquinas multifuncionales en un proceso
estan cercanos al takt time cuando se instalan (conforme a lo mostrado en la tabla de
balance de maquinas a continuacién) no hay mucho potencial para manejar demanda
adicional o productos adicionales sin tener que adquirir otra maquina. Los incrementos
de capacidad en este ejemplo deberan hacerse por medio de maquinas adicionales en.
incrementos de 30 segundos al tiempo de ciclo, dado que el tiempo de ciclo mas largo en
un proceso determina el incremento global en el cual se puede afiadir capacidad,
Flexibilidad limitada de maquinas multifuncional
takt time
40 segundos Habilidad para manejer
“+—— incrementos de demanda
y més productos
Tiempo de ciclo de
maquina 30 segundos
tabl:
je balance de maquina
["eeernenaennaw@oaeaagaganaaaaananase
¢
&
C
Si este mismo proceso por otro lado utiliza una serie de maquinas simples de las que cada
tuna cicla en diez segundos (como se muestra a continuacién) la celda o linea tiene la habili-
dad de manejar inerementos de demanda y productos adicionales sin la necesidad de
adquirir més equipo. La capacidad puede ser aumentada ahora en inerementos de tan solo
diez segundos. Las maquinas unifuncionales también tienden a ser mas confiables y menos
costosas que las grandes maquinas multifuncionales. También, el tiempo de espera de
adquisicién es menor. {De hecho, usted puede tener la capacidad de disefiarlas y construir-
las por si mismo!
Mayor flexibilidad de maquinas simp!
takt time
40 segundos,
“= Mayor habilidad para manejar incre-
mentos de demanda y mas productos
<— tiempo de ciclo
de maquina 10
segundos
éMaximizar la Utilizacion de Maquinas o de Gente?
‘A muchos de nosotros se nos ha inculcado que Ia eficiencia se consigue maximizando la
utilizacién de las maquinas. Conforme analizamos la capacidad del equipo necesitamos
reconsiderar esta maxima imperfecta. Los elementos fisicos de la produccién son la gente,
‘méquinas y materiales. Hay intercambios entre estos elementos cuando se diseiia un pro-
ceso. Si intenta maximizar la utilizacién de un elemento, la aplicacién de los otros dos tien-
de a decaer.
Por ejemplo, si intenta maximizar el uso de las maquinas ~ operdndolas constantemente y
tan rapido como sea posible ~ necesitara més personal para operar las maquinas todo el
tiempo. También necesitaré material en proceso adicional entre los mismos para cubrir los
problemas y mantener las maquinas funcionando. Asimismo, si busca maximizar la utiliza-
cién del material - teniendo virtualmente cero inventarios a la mano — necesitara gente adi-
cional y equipo para manejar las fluctuaciones de demanda y descomposturas.
Interesantemente, pretender maximizar la utilizacién de la gente es un caso Unico, dado
que los humanos son flexibles. Si el objeto que hace una maquina no se necesita todavia
para la siguiente etapa de procesamiento entonces est bien que esa maquina se quede
inactiva y no cicle todavia. (Esto es particularmente cierto con equipo simple). Pero un ope-
rador puede moverse a diferentes maquinas para hacer algo que se necesite en ese
momento. La maquina no es muy flexible, el operador si.
Esto signifiea que en celdas marcapasos y lineas usted deberd disefar contenido de traba-
jo para el operador no sélo para maximizar la utilizacién del equipo, sino para el mejor uso
del operador. En ocasiones esto puede aparentar que no se utiliza plenamente el equipo, el
cual se queda inactivo por un cierto tiempo durante el interval takt, pero producir mas
rapido que el takt es sobreproduccién ~ el peor desperdicio de todos.
PARTE Il: MAQUINAS, MATERIALES, LAYOUT 37
38
~Qué tanta Automatizacion?
Observemos mas de cerca como puede utilizarse la automatizacién para hacer un flujo conti-
yudar a lograr un flujo continuo de material
nuo eficiente. Puede usar la automatizacién para
ficiente y flexible. Peto disefiado u operado erréneamente, la au
bloquear el flujo. Para evitar esto deberd considerar como interactian cl flujo de material y del
‘omatizacién también puede
lizamos una grifica
operador entre si. Como una guia para el pensamiento, frecuentemente ut
simple resaltando lo que llamamos “la gran divisién” en automatizacién (ver a continuacién)
Para permitir a los operadores avanzar y agregar valor mientras una maquina trabaja, necesitaré
al menos Automatizacién de Nivel 2 en su celda. Esto permite a las méquinas completar
sidad de atenci6n huma
iadas sin la ne
automaticamente su ciclo una vez que han sido re
na posterior. Con Automatizacién de Nivel 2 los operadores pueden trabajar en una secuencia
como esta:
Retirar una pieza verminada de la M
|
Colocar una nueva pieza en la Maquina 1
4
Arrancar la Méquina 1 (la cual se cicla desatendida).
4
Cargar las piezas terminadas a la Maquina 2 (el siguiente paso del procesamiento)
Repetir la secuencia en la Maqui
Niveles de automatizacién
Cc
Peeters Deir) Pieza
4) |9\4\9
a
w
> La Gran
2); 4 Auto Auto Auto
1
5 Auto Auto Auto | Auto
0 e28060
eeereoe
ta progresién de trabajo permite a los operadores manejar varios procesos
dentro del takt time, asi como se muestra en el diagrama a continuacién
Mientras que la maquina cumple su ciclo, el operador se cambia a fa siguiente
etapa de procesamiento, El operador nunca espera la maquina. Nosotros
vemos esto como: Cuando el operador espera en una maquina mientras ésta
rabajando para la maquina,
mueve para realizar elementos de trabajo subsecuentes mientras la maquina
termina su cielo, ésta esti trabajando para el operador.
jando el operador se
Algune
monitorearlas. Nuevamente, el operador esté trabajando para la maquina.
desarrollar
jen y si es necesario que
veces todavia vemos operadores que se quedan en las méquinas para
sto es desperdicio puro. En estos casos los ingenieros nec
sensores que detecten los problemas, alerten a aly
inclusive tengan un paro automético de la méquina. Entonces la gente llega a
nicamente cuando se le requiere. El costo de sensores simples
para detectar problemas es casi siempre mucho mas bajo que el costo de
a. Ademas la inspeccién humana
la maquina
mantener a un operador en una m:
nunca es 100% efectiva.
Manejo de Procesos Mi
s en lugar de esperar
TEP Estandar
(una pieza)
Carga y Ciclo de
Descarga Maquina
PARTE Ii MAQUINAS, MATERIALES, LAYOUT 39
Oe Ones
eee ty
Se ey
ee een tn
moverse de manera et
Cee ror
Coen ri)
ee es
reece
POONA)
Cc
Pee
mente durante el resto
Coe met a
aoe eae?
Pea ee)
Sen eee
eC ra
Pee ae
Rea
eee
Rc cy
CO eo
rcs
Tener un ciclo de méquina desatendido mientras el operador cambia las
piezas terminadas a la siguiente etapa, significa que una pieza de inventa-
rio de “trabajo en proceso estindar” est4 siendo dejada atrds en la miqui:
na, Se estén procesando las part
r
diaria de la celda, el supervisor o lider de equipo necesitaré asegurarse
una a la vez, pero la pieza en si de
P estindar” liber
| operador de las maquinas. (Durante la
operacin
regularmente que las piezas de TEP estdndar estén en su |
perf el flujo continuo.)
Nota:
Se requiere tener instalada la proteccion adecuada de las maquinas
cuando estas tienen la capacidad de ciclar sin que las manos del ope-
rador se mantengan en el interruptor. Siempre busque maneras de
configurar los dispositivos de seguridad para que no interfieran con el
movimiento uniforme del operador.
La Automatizacién de Nivel 2 Puede No Ser
Suficiente
La Automatizaci6n de Nivel 2 funciona adecuadamente cuado las piezas
pueden ser alimentadas y retiradas con una mano. Sin embargo, existe un
problema cuando las partes que se estén procesando requieren el uso de
ambas manos para su ca
y descarga. Entonces el operador necesita tra
Colocar la nueva pieza de trabajo por un lado.
|
Retirar el producto terminado de la maquina,
}
Colocar la pieza terminada por un lado.
|
Tomar la nueva pieza de trabajo.
|
Alimentar la maquina con la nueva pieza.
4
Arrancar la méquina la cual se cicla desatendida
|
Recoger la pieza terminada
4
Llevar la pieza terminada a la siguiente miquina y repetir estos paso
Como puede observar, el desperdicio ocurre porque el operador requiere manejar la
pieza de trabajo con ambas manos asf como la pieza nueva. Esta es la
ocurre en la celda de Apex, donde se requiere del uso de las dos manos para manejar
las largas lineas de combustible y esta es una de las razones por las cuales los opera-
dores de Apex se quedan en las miquinas.
En lugar de tener operadores que manejen cada linea de combustible en dos ocasio-
nes conforme avanzan a través de la celda de Apex, parece ser més eficiente tenerlos
esperando un una sola posicién y simplemente retirar una pieza terminada, colocarla
: en un estante para el siguiente operador y después tomar una nueva pieza y alimen-
tar la maquina, De hecho, las piezas aun as{ se manejan con ambas manos, pero cl
desperdicio se enmascara pues s¢ divide entre dos operadores. Los gerentes de Apex
también sentian que el mantener a los operadores en la maquina, estos podfan reear-
garlas tan pronto como estuvieran libres nuevamente, lo cual ignora por completo el
~ takt time, ocasiona desperdicio y destruye el flujo.
> El doble manejo significa que muchos procesos marcapasos requieran de una
Aucomatizacién de Nivel 3 para lograr un flujo continuo eficiente. La Automatizacién
de Nivel 3 significa que las piezas terminadas son expulsadas auromdticamente de la
maquina al final de cada ciclo. Como resultado, la maquina presenta un “nido vacfo”
cada que el operador regresa con una pieza nueva, Una nueva parte puede ser alimen-
> tada sin tener la necesidad de un doble manejo de ambas piezas.
~ Debido a que no se requiere de gran precisién para expulsar una pieza, la
Automatizacién de Nivel 3 es normalmente bastante econémica, Una pieza de trabajo
puede ser expelida por medio del uso de la energia de los movimientos finales del
. ciclo de la maquina, por ejemplo por via de un brazo de expulsién de partes coneeta-
do a un pistén movil. (Lo exhortamos a que evite el uso continuo de aire comprimido
para la expulsién de las piezas. Esto crea un érea de trabajo con mucho ruido y cuen-
tas de luz elevadas).
Una Automatizacién Mayor al Nivel 3 Puede Ser Demasiado
. Un pune
mis alld de la Automatizaci6n de Nivel 3 a la de Nivel 4 0 Nivel 5, los gastos de capi-
reresante en la tabla de niveles de automatizacién es que cuando se va
° tal y complejidad técnica se incrementan dramdticamente. La alimentacién adecuada
5 de las piezas es ficil para los humanos pero puede requerir tecnologia delicada para la
automatizacién. Similarmente, el transferir partes automaticamente puede requerir
~ robots o lineas de transferencia. Esto puede parecer bastante atractivo en cl papel,
e pero la complejidad frecuentemente reduce la fiabilidad del proceso hasta por debajo
de un 70%. Adicionalmente, équé se puede hacer con una linea altamente automati-
-~ zada y muy cara, cuando la demanda del cliente cambia? Cuando la demanda se cae,
usted se queda atorado con una inutilizable pieza de equipo de alta depreciacién.
" ‘Cuando la demanda se incrementa por encima de su capacidad, es necesaria la adqui-
. sicién de orra linea auromatizada cara
PARTE Il MAQUINAS, MATERIALES, LAYOUT 41
De acuerdo a nuestra experiencia, la Automatizacién de Nivel 3 logra muchos de los
beneficios de una automatizacién total pero sin el gasto, los de tiempo de espera, los
requerimientos de mantenimiento, el tiempo muerto y la falta de flexibilidad en cuan-
co avolumen, Nosotros llamamos “cruzar la gran di al hecho de buscar la
Automatizacién de Nivel 4 0 5. En algunos casos puede ser necesaria, pero primero
deberd agorar las posibilidades en el resto de las alternativas
Pregunta 7: gCémo se puede acomodar un proceso
fisico para que una persona pueda hacer una pieza
tan eficientemente como sea posible?
He aqui una téetiea elegante para el disefio de celdas. Acomode las miquinas, esta-
ciones de trabajo y dispositivos de presentacién de material como si tan solo un ope-
rador realizara el producto de principio a fin, aun cuando jams utilice esta celda de
cesta manera, Cunado disefia un proceso para que una persona pueda moverse a través
de el y realice eficientemente todos los elementos de trabajo, usted disefia automaéti-
camente un proceso que evita la actividad aislada de islas, minimiza la acumulacién
de inventario entre procesos, elimina transportes excesivos, retira obstéculos del
camino y acerca tanto como sea posible las etapas operadas por gente y que agregan
valor
Esto ¢s de seguro el acomodo més eficiente, aun cuando el ntimero correcto de oper:
dores no ha sido determinado (y de cualquier manera variard cuando cambie significa
tivamente el takt time). En las paginas siguientes se encuentran dos listas de revi-
siGn sencillas para la organizacién de méquinas y estaciones de trabajo para que los
operadores puedan realizar sus elementos de trabajo tan eficientemente como sea
posible. Entre estos lineamientos est que las méquinas y estaciones de trabajo
deberiin estar cerca y que el ancho interno de una celda habré de mantenerse a apro-
ximadamente 1.5 metros si es posible. Con esto en mente muchas celdas terminan
en una forma de U estrecha. Entre més estaciones de trabajo 0 maquinas en la celda,
as larga seri la U. Por supuesto, frecuentemente hay cuestiones de producto,
maquina o presentacién de las partes que afectan el disefio de la celda y por lo tanto
se hacen posibles cantas formas de celdas diferentes.
Nota:
Existe un principio de que el material debe fluir a través de las celdas en direccion
de derecha a izquierda con respecto al operador, debido a que la mayoria de la
gente es diestra y es més eficiente y natural trabajar de derecha a izquierda. Sin
embargo, muchos procesos eficientes fluyen hacia la izquierda y muchos fluyen a
a derecha. Simplemente evalue caso por caso si una direccién en particular tiene
més sentido.
eeeenrn5annaa@a@e@daeaocnaanaaaaaaaa
oOnece
Lineamientos para el Layout de la Celda
Coloque las maquinas y estaciones de trabajo cerca para minimizar la
distancia translado.
Retire obstaculos de la trayectoria eficiente del operador.
Intente mantener la interna de la celda cerca de 1.5 metros
para permitir flexibilidad en la redistribucion de los elementos de tra-
bajo entre los miembros del equipo.
Con un ancho de no mas de 1.5 metros, los miembros del equipo pue-
den circular facilmente dentro de la celda durante su ciclo de trabajo.
Elimine espacios y superficies donde se puedan acumular inventarios
de trabajo en proceso.
Conserve alturas consistentes para las superficies de trabajo y puntos
de uso.
Ubique los procesos de inicio y fin cerca uno de otro.
Esto minimiza el caminado de retorno para el siguiente ciclo y permite a
un operador manejar facilmente tanto el proceso inicial como el final.
Cuando esto es posible ayuda bastante al ritmo de la linea.
Evite transferencias de subir, bajar o regresar las piezas de trabajo.
Si es posible, mantenga los lados de las maquinas abiertos para per-
mitir transferencias horizontales en el camino més corto entre ellas.
Utilice la gravedad para ayudar al operador en la colocacién de partes
y movimiento de materiales cuando sea posible
Instale conexiones eléctricas flexibles que bajen del techo para poder
hacer los ajustes del layout mas facilmente.
Mantenga las herramientas de mano, tan cerca como sea posible, del
punto de uso y oriéntelas en la direccién en que las utilizan los oper
dores.
Utilice herramientas de mano especializadas en lugar de aquellas que
requieran cambio de dados, y combine dos o mas donde sea posi
continia —=
PARTE Il MAQUINAS, MATERIALES, LAYOUT 43.
>
@
e
@
G
Lineamientos para el Layout de
‘
Q. Garantice la seguridad y buena ergonomi c
Un proceso lean esté disefiado para apoyar al operador y al trabajo
con valor agregado. Una mala ergonomia no es deseable desde un e
punto de vista humano y contribuye al desperdicio.
in
Mantenga los pasos de trabajo manual, basados en operadores, jun-
tos para permitir la distribucion flexible de los elementos de trabajo y ¢
el trabajo del operador con valor agregado. e
Separe la Automatizacién de Nivel 5 y las operaciones de ciclo conti-
rnuo (como homos) de las operaciones manuales o del flujo de trabajo @
basado en operadores, como se muestra en ol diagrama a continua- @
¢
Note que un segmento automatizado incorporado a una celda de esta
manera debera ser altamente confiable. Si la confianza no es buena y €
€s dificil de mejorar, comience por instalar el segmento automatizado '
en un drea por separado y regule su produccién con un ciclo pull (Pull
Loop). €
e
Incorporando segmentos automatizados en las celda be
fo
<— Segmento
automatizado
@
Area manual 7
(aqui traba- ¢
jan los ope-
radores) ¢
flujo de material
Lineamientos para las Maquinas
2 _Uttilice equipo pequefio especializado para una sola tarea en lugar de
‘equipo grande muttifuncional,
Introduzca expulsores automaticos (Automatizacién de Nivel 3) cuan-
do los operadores deban utilizar ambas manos para manejar las par-
tes.
Instale automatizacion de un solo toque donde sea posible. La automa
tizacién de un solo toque significa que un operador puede colocar una
pieza en la maquina, iniciar el ciclo de la misma, arrancar la méquina y
proseguir.
Evite hacer lotes. Idealmente, las méquinas deberian tener la capaci-
dad de procesar una pieza a la vez en un tiempo menor al takt.
Incorpore sensores pare seftalar condiciones anormales e inclusive
paros automaticos si es necesario, asi los operadores no necesitan
estar observando las maquinas durante su ciclo.
Disefie con capacidad de mantenimiento. Esto significa disefios de
maquinas que sean accesibles facilmente para darles mantenimiento
y hacer reparaciones de manera rapida.
En el proceso marcapaso, esfuércese para idear intercambios de
maquinas entre productos finales diferentes que tomen menos de un
ciclo del takt time.
Lineamientos para Manejo de Materiales
acompailamiento esencial para los lineamientos del layout y las méquinas,
es el manejo de los materiales. Conforme el equipo de Apex trabaja en el
divefio fisico de la celda de linea de
combustible, también deberd observar su.
sistema para surtir las piezas y materiales requeridos en su “punto de uso” en
la celda, Cuando se utilizan lo
iguientes lineamientos de manejo de mate-
riales, usted ayuda a la celda y a los operadores de la linea a realizar sus ele-
mentos de trabajo tan eficientemente como sea posible.
PARTE Il MAQUINAS, MATERIALES, LAYOUT 45
a6
Lineamientos para Manejo de Material
C2 suministre las partes tan cerca como sea posible del punto de uso, pero
no en el camino de trabajo del operador.
2 Presente las partes para que el operador pueda utilizar ambas manos
simulténeamente.
Intente mantener todas las variaciones de las partes a la mano del opera-
dor en todo momento para eliminar tiempos de conversion.
‘© Utilice mecanismos a prueba de falla cuando las diferentes partes sean
casi iguales para prevenir el ensamble inadecuado de partes.
* Cuando no pueda mantener todas las variaciones de las partes cerca del
punto de uso debido a que son demasiado voluminosas 0 demasiadas,
‘aumente la frecuencia de entrega para esas partes o haga una secuencia
de su entrega para que se iguale con el ensamble de la mezcla del pro-
ducto final a través del marcapasos. Por ejemplo, entregue piezas secuen:
cladas cada “pitch” de trabajo. (E! pitch se discutira en la Pregunta 10),
No haga que los operadores busquen o reabastezcan sus propias piezas.
Con la excepcién posible de rellenar las bolsas de tornillos dentro de la
estacién de trabajo, utilice un preparador de materiales con un programa
regular, con una ruta estandar (normaimente cada hora) para que entre-
gue las partes y retire el producto terminado.
No mantenga mas de dos horas de materiales en el punto de uso.
Si el preparador de materiales falla en la entrega programada, la celda o
la linea en seguida se pararén, forzando a los gerentes a lidiar con un
flujo de material erratico.
No tenga un almacén adicional de partes en o cerca del proceso, ya que
esto hace la operacién de la celda o linea mas dificil de comprender y
snta a los trabajadores a tomar sus propias piezas. Esto puede reintro-
ducir el indeseable trabajo fuera de ciclo.
Utilice el “kanban" para regular el resurtido de partes. £1 preparador de
materiales pasa regularmente pero Gnicamente traerd las partes que
actualmente se estan usando conforme a lo indicado por el kanban. Sino
hay kanban, no hay partes.
Ajuste el tamafio de los contenedores de partes para la conveniencia del
operador 0 como un muiltiplo de la cantidad del paquete de producto ter-
ado, no para la conveniencia del preparador de material o del proceso
de suministro. Los operadores son los unicos que estén creando el valor.
{Todo lo demas es cuando mucho trabajo incidental!
continua —>
a
a
M@@eaanaanaaaa
e@e@eenenrcoea
oe
Aenanne
Lineamientos para Manejo de Materiales
O2_ No interrumpa los ciclos de trabajo de los operadores para resurtir piezas. Las
partes deberan ser reabastecidas en pequefios contenedores desde fuera de la
celda y cuando sea posible habrén de deslizarlo al punto de uso por medio de
transportadores por gravedad o tolvas. Disefe esto para que un contenedor
vacio que se retira del estante de flujo ocasione que el siguiente contenedor se
deslice a la posicién adecuada. El operador entonces desliza el contenedor
vacio hacia un alimentador de regreso para que salga de la celda o linea,
cajas abiertas para
Contenedor de flujo con retorno , ios operadores (un
kanban en cada caja)
lado de dentro de
llenado la celda
\i i
| |
| contenedores
vacios
- =
manejador de operador
materi
Vista superior de entrega de contenedor de flujo
contenedor ———"
de flujo []
maquina ——7 ) Los contenedores de
Z fino tambien pueden
pasar sobre los bancos y
a través de las maquinas,
XY oO no sélo entre ellos.
a
PARTE li: MAQUINAS, MATERIALES, LAYOUT 47,
Aplicando los lineamientos a la celda Apex
Cuando examinamos la celda Apex actual a través de la lente de nuestros lineamien-
tos, vemos lo siguiente:
* Demasiado traslado de inicio a fin,
* La parte interna de la celda es demasiado ancha.
* Las operaciones inicial y final estén demasiado separadas, con la consecuencia que
un solo operador tendra que caminar un tramo largo para llegar al comienzo del
siguiente ciclo.
* Hay amplio espacio para la acumulacién de trabajo en proceso entre cada méquina.
+ La dobladora de tubo necesita modificaciones para alimentar una pieza cada ciclo.
‘+ La bandeja de “salida” de la dobladora obstruye el paso del operador.
Layout actual del médulo de Ia linea de combustible de Apex
54 metros cuadrados, 56 piezas en proceso
9 metro:
| lA
ime
metros AN
a
Dobasra de Tbe fax oes aad
eect Fo] AN
oops [og] Breen Probar
"saver || _ (automatico)
& B
‘0 pxancomaneder
‘pelicano
Antes de la aplicacién de
los lineamientos
@@eenenonnmeaaeanananaaaaana
Ge
20
Reorgani in muy
diferente como se muestra en el diagrama a continuacién, Este layout seré afinado
cuando se presente en el lugar de trabajo. Sin embargo, ya hemos mejorado el layout
fisico hasta un punto en el que necesitamos preguntarnos como integrar a los ele-
mentos de trabajo y los operadores en la celda recientemente configurada.
la celda de acuerdo con los lineamientos produce una configuraci
Layout de ejemplo para un flujo eficiente de un-operador, una-pieza
20 metros cuadrados, 5 piezas en proceso
4 metros
Ensamble It inclinado para mantener el
“oS ae ancho de la celda cerca de 1.5 metros,
“ac biezas y materiales presentados en conte
A nedores de flujo desde fuera de la celda
=a een siti
ana eneaeciem nen
mwietea e fe a a ps
—a—t [Ref sinaun osruezén en a camino
ea
re ay opal pra rTP
an eee
ae a
ere inicio y final de la celda
Después de aplicar los
lineamientos
PARTE Ill MAQUINAS, MATERIALES, LAYOUT 49
Lidiando con Equipo Orientado en Lot:
Apex tuvo la capacidad de crear su propio layout de celda debido a que su
‘equipo de marcapasos existente estuvo disefiado para procesar piezas de una
‘en una, pero algtin equipo marcapasos actual puede ser configurado para pro-
cesar lotes rapidamente en lugar de operar en un flujo continuo. Nosotros lla-
mamos a este tipo de equipos orientados en lotes, “monumentos’ y frecuente-
mente involucran procesos como pintura, tratamientos térmicos y laminados.
En un futuro usted puede tener la capacidad de reemplazar sus monumentos
con equipo més simple de flujo de una sola pieza. {Pero qué puede usted
hacer hoy?
* Puede separar un proceso orientado a lotes de su flujo continuo con un siste-
ma de retiro tipo supermercado 0 un biffer PEPS.
‘+ Los procesos de calentamiento, enfriamiento, secado y similares se pueden
mantener dentro de un flujo continuo algunas veces cuando son procesos
con transportadores méviles, siempre y cuando los operadores puedan libe-
rar una pieza sin tratar y recoger una pieza tratada una vez dentro de cada
takt time. Se deberdn minimizar las distancias de translado.
'* Aigunas veces se puede ignorar la capacidad de lotes del equipo y utilizarla
‘en una modalidad de pieza por pieza. Sin embargo, el tiempo efectivo de
ciclo del equipo para procesar sélo una pieza aun debe quedar bajo el takt
time.
* Algunas veces, con un poco de creatividad, una maquina orientada a lotes
puede ser reemplazada por un método econémico, de procesamiento de
pieza por pieza de inmediato. Por ejemplo, colocar pistolas de rocio manua-
les en linea puede algunas veces hacer el trabajo basado en lotes, de una
linea de pintura equipada con transportadores.
a
@e@eaearenccna@a@aaoaoonoaanaan
anooc
eee AV DISTRIBUYENDO EL TRABAJO
ares AY DISTRIBUYENDO EL TRABAJO
* gCuantos operadores son necesarios para
ere re cachet
Dieter toreelesonl Seite ince tse vrei vata bev
operadores?
DISTRIBUYENDO EL TRABAJO.
Con el proceso fisico ahora reacomodaclo para que el trabajo pueda realizarse de la
‘manera mas eficiente, es momento de involucrar a los operadores y
discfio de la celda
Pregunta 8: ¢Cuantos Operadores Son
Necesarios para Lograr el Takt time?
BI tiempo total de trabajo de operador para hacer una linea de combustible tras
realizar el kaizen en papel de Apex es de 88 segundos. Si esto fuera igual 0 menor
ue el takt time, la celda podria cubrir las necesidades del cliente con un soto
operador. Sin embargo, el cliente requiere una linea de combustible terminada
cada 40 segundos, asf es que se necesitard més de un operador.
El ntimero adecuado de operadores no deberi determinarse por medio de estima:
dos 0 por negociaciones entre los diferentes miembros del equipo. Usted debe
comenzar el proceso para determinar los operadores necesarios con esta férmula:
Contenido Total de Trabajo (tras el kaizen en papel) « iymero de aecdonie
Takt Time
En el ejemplo de Apex, funciona de la siguiente manera:
‘88-segundos de contenido de trabajo
2.2 Operadores
40-segundos de takt time
Al no existir tal cosa como dos décimas partes de operador (0.2), esto significa
que se necesitarn tres operadores si Apex ha de cumplirla demands sn Sete
cabo mejora en sus métodos operatives. Mientras ext ya ha reducio el nimero
de operadores que esta utiizando ahora Apex, dos décimas tampoco es algo muy
superior a dos, lo cual significa que utilizar tres operadores resultaria en una baja
produetividad. Esta celda puede ser operada con dos operadores si el equipo com-
pleto estd dispuesto a poner esto como una meta.
PARTE IV: DISTRIBUYENDO ELTRABAJO. 81
52
La tabla a continuacién proporciona uri lineamiento para evaluar el céleulo inicial del
“ntimero de operadores”. Esta tabla asume una carga del operador en un rango de 90 a
95%. Esto es, 90 a 95% de cada intervalo takt estard lleno de trabajo y no ser necesario
que los operadores esperen las méquinas o esperen las partes. La tabla también asume
que su celda o linea seré alimentada y operada como se describe en este manual.
Not:
Si pretende utilizar un tiempo de ciclo de mas de 10% por debajo del takt time
asegurese de realizar su primer calculo de nimero de operadores basado en el
takt time. Creemos que tiene Ia productividad potencial de su celda o linea clara-
‘mente en su mente. Entonces usted puede rehacer el célculo utilizando su tiempo
de ciclo planeado a manera de denominador, en lugar del takt time, teniendo en
mente el serio problema asociado con ciclar mucho mas rapido que el takt time.
Nos hemos encontrado con que en cada instalacién o empresa el compromiso en crear
flujo continuo deberd estar acompafiado de el consenso de que tan plenamente serén
enados los trabajos contra el rake time. Esta discusi6n no deberd volver a ocurrir
cada vez que se disefie una nueva celda y por supuesto jamas deberd convertirse en
tun juego en el cual la gerencia siempre esté tratando de incrementar las cargas y los
‘equipos de produccién tratando de reducirlas. Afortunadamente, la Tabla de Balance
de Operadores hace el proceso real de alimentacién bastante preciso para que todo el
‘equipo pueda discutir el tema con hechos.
numero de operadores en
Lineamientos para determinar
una celda
Residuos en el
culo del # de opera-
dores (después del
kaizen en papel)
Lineamiento / Objetivo
No aumente un operador.
Reduzca mas el desperdicio y el trabajo incidental
‘No afiada un operador extra atin. Tras dos semanas de
‘operacién de la celda y el Kaizen, evalde cuidadosamente si
‘ain puede eliminar desperdicio y trabajo incidental
rerador extra si es necesario y continde reducien-
| trabajo incidental, hasta eventualmente
de ese aperador en la celda,
‘Afiada un oper
do el desperdicio y el
liminar fa necesidad
PAneaeaeaneanganaeaeatnanaanaaaaaana
ANnRRA®O
no puede Hlegar Apex a la meta de 2 operadores? Comprometiendo a todo el
equipo de gerentes, ingenieros y asociados de produccién a una resolucién de pro-
bblemas y depuracién del proceso en la celda en un lapso de 2 a 4 semanas.
Cuando se arranca una celda con dos operadores tal vez pueda alcanzar solo un
65% de la produccién objetivo y verse tentado a afiadir un operador adicional.
Este seri un momento critico de decisién debido a que si aumenta a un tercer
‘operador, ahora la presién para hacer el kaizen y eliminar desperdicio probable-
mente desaparezca. En su lugar, lo exhortamos a que ponga en marcha la celda
‘con dos operadores con tiempo extra al final del turno 0 los fines de semana para
llegar al objetivo de producto terminado mientras contintia con el Kaizen.
De acuerdo a nuestra experiencia, un equipo que desea comprometerse a un kai-
zen intenso en busca de un objetivo de nGmero de operadores basado en nuestros
lincamientos normalmente puede alcanzar el 80% de la produccién final requerida
dentro de la primera semana de haber arrancado y un 90% en las dos primeras. El
10% final es la parte dificil y requerins que se unan todos los elementos de produc-
cién y apoyo. Sin embargo, conforme se acerea a esta meta ~y estamos absoluta-
mente seguros que usted puede — habri creado una operacién que puede funcionar
durante meses a un costo reducido y con verdaderos flujos continues. Aun mis
importante, esto estableceri un nuevo esténdar para toda su organi:
Opciones de Carga del Operador
Cuando se encuentra en el rango alto de nuestro lineamiento de operador (con
tuna necesidad inicial calculada de 0.5 operadores adicionales por celda) se
enfrentard a la opcién de cémo distribuir un contenido de trabajo menor entre los
operadores conforme comienza la operacién de la celda.
La metodologfa tradicional es llamada “balanceo de linea” (ver la OpciGn A cn la
siguiente pagina). El contenido de trabajo es dividido equitativamente entre los
operadores, quizé desde una intencién de ser justos. Pero el balanceo de linea tra-
dicional endurece el desperdicio de estar esperando en el proceso, dispersindolo
de manera igual entre todos los operadores. El tiempo de ciclo de cada operador
std efectivamente balanceado, pero cada operador esta tan sélo parcialmente
gado. Esta prictica no sélo hace mas dificil el eliminar el desperdicio posterior-
‘mente sino que también crea un potencial para tener sobreproduccién. Para los
productores “lean esto es tan malo como no cumplir con la demand
PARTE IV: DISTRIBUYENDO EL TRABAJO
54
Tras varios dias de funcionamiento, los operadores en una celda tradicionalmente
balanceada normalmente comienzan a funcionar como islas aisladas. Pequeiios
lotes de inventario comienzan a apilarse entre los operadores y el flujo continuo
se desmorona. Loa gerentes pueden intentar vencer este problema por medio de
la colocacién de “cuadros kanban” entre cada operador. Estos tan solo mantienen
una pieza de trabajo y los operadores no est autorizados a hacer otra pieza hasta
que el cuadro kanban de desagie sea vaciado por el siguiente operador en la
cortiente. Esta técnica puede reestablecer un flujo de material de picza por pie
pero al precio de incorporar el desperdicio permanente del tiempo de espera en
el proceso. Es un remedio que no atiende la causa raiz,
Una mejor solucién es redistribuir los elementos de trabajo y llenar a cada operador
excepto a uno con elementos de trabajo que consumen casi todo cl intervalo take
(Opcién B abajo). Esta es la opcién “lean. Por medio de Ia alimentacién de casi
todo el desperdicio de espera a un solo operador, la oportunidad para kaizen es tat
celda tiene la capacidad de operar con
daa la superficie. Entonces, una vez que
un asociado de produccién menos, la organizacién materializa un verdadero ahorro.
vs. la opcién “lean”
balanceando la
OFF i
Opeién A: “Balanceo de linea” por medio de la division de trabajo uniformemente entre los
trabajadores de la celda se tiende a aceptar el desperdicio de esperas en la celda repartién:
dolas de manera uniforme a través de los operadores. Los operadores estén “balanceados:
pero no completamente cargados.
B: Esta metodologia redistribuye el trabajo para cargar completamente a cada oper
expone el desperdicio y hace més facil su mejora.
Op
ador excepto a uno. Est
aa
Qaaanananaaaaana
enenra
0@@
Pregunta 9: ¢Cémo Distribuiré el Trabajo Entre
los Operadores?
1 equipo de Apex ha decidido trabajar la celda con dos operadores, cada uno ear-
zado con contenido de trabajo que iguale aproximadamente un 95% del takt
time, Apex necesita ahora decidir qué elementos de trabajo darle a cada operador.
La colocacién de elementos de trabajo en una celda puede realizarse de varias
maneras. Los gerentes ¢ ingenieros necesitan estar alertas al rango de posibilida-
des, tanto para nuestra celda de ejemplo Apex como para los diferentes tipos de
celdas que construyan en el futuro. He aqui algunas metodologias a considerar:
1. Divida el Trabajo entre los operadores para que cada uno realice el equivalente
2 un takt time del contenido total de trabajo, cambiando frecuentemente entre
maquinas.
2. El Circuito, donde un operador ejecuta todos los elementos de trabajo para
realizar un circuito completo de la celda en al direccién del flujo de material.
Un segundo operador le sigue unas cuantas estaciones atris
3, Flujo Inverso, en el cual el operador recorre un cireuito en la direccién inversa
del flujo de material.
4, Combinaciones de divisién de trabajo y un circuito 0 un flujo inverso.
5. Un Operador por Estaci6n, en li cual cada operador permanece en una esta
cién de trabajo.
6, ElTrinquete, en el cual cada operador maneja dos maquinas y “trinea” la pieza
de trabajo hacia delante cada ver. que el operador se mueve a una maquina en
el flujo descendente.
‘Veamos cada una de estas metodologfas més a detalle.
PARTE IV: DISTRIBUYENDO ELTRABAJO
1. Dividir el Trabajo
Debido a que las méquinas en la celda de Apex estin acomodadas ahora en forma
de U, los operadores pueden cruzar ficilmente de un lado al otro de la celda
durante su ciclo de trabajo. Esto significa que un sinnémero de combinaciones
para dividir el trabajo son posibles. También sign
mentos de trabajo que realiza el operador puede ser diferente de la secuencia de
procesamiento requerida para hacer el producto.
ica que la secuencia de ele-
La habilidad de crear combinaciones de trabajo a través de la celda es particular
‘mente til para encontrar nuevas combinaciones de elementos de trabajo que se
acumularon al takt time cuando se necesité redistribuir los elementos de trabajo
después de un kaizen 0 a un cambio en la demanda del cliente. La variedad de
combinaciones posibles por mantener las estaciones de trabajo manuales cerca
entre si, es otra raz6n para aislar los segmentos de produccién totalmente auto-
matizados de los segmentos de la celda manejados por operadores.
En la reparticién del trabajo es una buena idea asignar al mismo operador el pri-
mero y el diltimo elemento de trabajo en el flujo de materiales, ya que esto crea
un efecto de ritmo automético para toda la celda
Dividir ot Trabal
Dividir © ue a cada operador se le da una porcion del
abajo.
yO Q, 2-0) 0-0-9)
© nereaor §, \ eperader? | onereser 4
:
:
©. . ;
“o—0 +0 0O—+0 O-— +0
producto
forminado
COORO8B4ONDBHRMAOANB2ABBAAAKDAARAAA
aAn°O
2. El Circuito
Asignar todos los elementos de trabajo a cada operador y tener al siguiente ope
dor siguiendo al primero con un espacio de varias estaciones proporciona un
sinnémero de ventajas. Proporciona un efecto natural de ritmo. Es ficil de imple-
mentar. Puede reducir las distancias de translado ya que los operadores tienen un
\dero corto hacia el siguiente ciclo tras completar el circuito. Provoca la rotacién
automitica de los trabajos y los hace mis interesantes..
tos tienen sus limitantes:
embargo, los cin
‘in limitados generalmente a dos operadores porque ¢s bastante dificil coor-
dinar a més. Es mejor intentar otra metodologia si el contenido de trabajo total
requiere mas de dos operadores.
Los circuitos generalmente no funcionan si ocurre més del 40% de contenido
de trabajo total del operador en una sola estacién, debido a que los operadores
se acumulardn en las estaciones de alto contenido. Si se pueden sustituir
maquinas simples, de carga répida, de un solo uso, por maquinaria de tiempos
de ciclo largos, puede tener la lad de repartir el trabajo entre més esta-
ciones y hacer factible un circuito.
+ Requieren operadores capacitados porque cada uno deberi estar calificado para
proces + todas las revisiones de
lad necesa
cada elemento, operar todo el equipo y ha
is.
Distribucion del trabajo del circuito
Cada operador ejecuta todos los elementos del trabajo,
©®
A
§ =< distancia ae!
camino de
regreso
PARTE IV: DISTRIBUYENDO ELTRABAJO 87
3. Flujo Inverso
Invertir la direcci6n de los operadores en un circuito donde las partes requicren el
uso de ambas manos, es una buena opci6n cuando las maquinas atin no tienen el
expulsor automdtico (Automatizacién de Nivel 3). La soluci6n a largo plazo es modi-
ficar las mquinas con la expulsién automética de piezas, pero esto puede tomar
tiempo y puede que tenga que esperar hasta el lanzamiento de un nuevo producto,
Debido a que queremos mantener una orientacién de accién e introducir el flujo con-
tinuo de inmediaco, invert el flujo puede ser un buen paso provisional.
E] Flujo Inverso, una vez. que lo haya intentado, crea una secuencia de trabajo/cami-
‘nado mas natural. Con el flujo inverso los operadores se mueven en dircecién opuesta
a las piezas de trabajo que van avanzado por la celda. Los operadores comienzan en el
contenedor de producto terminado y van contracorriente hasta el punto de inicio de
la celda. El flujo inverso requiere mantener una pieza adicional de producto en proce-
so en una posicién de retencién entre cada operacién, pero las ventajas sobrepasan
este retroceso.
El diagrama ilustra como funciona el flujo inverso en una celda de tres méquinas (la
cual hemos utilizado para facilidad de la presentacién):
* Parado en la Maquina 3, el operador descarga una parte terminada y la coloca en el
contenedor de empaque. EI operacor entonces llega a la posicién de retencién
entre las Maquinas 2 y 3, toma la parte en espera, la coloca en la Méquina 3 y
arranca el ciclo de la méquina.
* El operador se traslada a la Maquina 2 con las manos vacias.
* En la Maquina 2 el operador descarga la pieza terminada y Ia coloca en la posicién
de retencién entre las Maquinas 2 y 3, la posiciGn recién se vacié para cargar la
Maquina 3. Entonces el operador llega al lugar entre las Méquinas 1 y 2, toma la
parte de la posicién de retenci6n y alimenta la Méquina 2 y arranca la méquina.
* Bl operador camina hacia la Maquina 1 con las manos vacias.
* En la Maquina 1 el operador repite la secucneia moviendo la parte terminada y
‘colocéndola en la estacién de retenciGn vacia entre las Méquinas 1 y 2. Entonees
toma una pieza del contenedor de materia prima, la coloca en la Maquina I y arran-
ca el ciclo.
* El operador regresa a la Maquina 3 con las manos vacias para completar el ciclo inverso.
AAaAn
Anaaaaanaaaaa
2eee@ea
Flujo inverso
El operador se mueve en direccién opuesta al flujo de materiales.
piezes
producto
rminade posiciones de
fee] Maina e 4 sujecion de
,
\
1
Maquina
materia
Maquina
prima ‘
-_- flujo del material
——> flujo del operador
Usted probablemente ha notado que cada pieza de trabajo atin se maneja con las
dos manos en el fluj indeseable y slo puede ser eliminado intro-
duciendo la expulsi6n automética. Sin embargo, mientras las méquinas son modifi-
cadas sugerimos usar el flujo inverso.
PARTE IV: DISTRIBUYENDO ELTRABAJO 59.
60
4. Una combinacién
En muchas celdas una combinaci6n de reparticién de trabajo y un circuito de flujo inverso
serdn lo més sensato. Por ejemplo, algunos operadores trabajardn en estaciones especificas o en
de estaciones, mientras uno o mas pares de trabajadores trabajan en circuitos
una combinaci
6 flujos inversos en otras partes de la celda. Esto puede lograr varios beneficios de circuitos en
celdas que requieren mas de dos operadores. Adems, cuando un par de operadores incluye
tanto los elementos de trabajo iniciales como los finales en su circuito, proporcionan un exce-
lente mecanismo de ritmo para toda la cclda.
ucién del trabajo en una combinacion
La distri
© &
A
(poreién del cireuito)
producto
forminade
5. Un Operador por Estacion
Algunos procesos involucran Gnicamente trabajo manual sin equipo mecinico. En esta situa-
cién el ntimeto de estaciones de trabajo puede ser el mismo que el ntimero de operadores, 0
puede haber un operador en cada lado de las mismas, Cada operador realiza todo sus elemen
tos de trabajo en una sola estacién de trabajo y después pasa el trabajo a la siguiente estacién.
La asignacién de elementos de trabajo es ficil, pero puede ser muy dificil balancear el trabajo
¥y cargar completamente a los operadores debido a la habilidad limitada de concebir combina-
un flujo conti-
ciones de trabajo flexibles. Frecuentemente es una buena idea para mani
uo en este tipo de distribucién de trabajo, el uso de un transportador mévil para la
de las piezas de trabajo, debido a que en ausencia de éste, se pudiera tener una
transferen
tendencia de regresién hacia los lores.
Distribucién de un operador por estacion
Estacion flujo de
vacia para material
incrementos cae
de volumen
o9necean@a@a#eaaaaaaaanan
o°0°0 0 ee8e
6. El Trinquete
En este acomodo, el ntimero de estaciones de trabajo supera al niimero de operado-
res. Cada operador trabajo en dos estaciones de trabajo y se mueve de un lado a otro
centre estas cada incremento del takt. Excepto por las estaciones de arranque y termi-
naci6n, dos operadores trabajaran en cada estacién, uno tras el otro. Cuando los ope-
radores se trasladan a la estacién que va con la corriente, eargan con ellos la pieza de
trabajo. BI regreso contracorriente se hace con |
‘manos vacias. Por lo tanto el trabajo
se “trinea” hacia delante con cada ciclo de los operadores.
El contenido de trabajo de cada operador deber estar dividido entre las dos estacio-
nes de trabajo de tal manera que cada uno de ellos divida el takt time en la misma
proporcién entre ambas estaciones. Por ejemplo, si después del 50% del takt time, un
operador se traslada con el flujo de la corriente para completar su ciclo en la segunda
estacién, todos los operadores habrin de moverse después del 50% del take time.
Debido a que todos los operadores se mueven al mismo tiempo, el trinquete propor-
ciona un mecanismo para establecer un ritmo bastante fuerte y es excelente para el
kaizen de dia a dia porque los desequilibrios de linea son visibles de manera inmedia-
ta, Sin embargo, los trinquetes son pricticos Gnicamente cuando los elementos de
trabajo se dividen de manera equitativa dentro del takt time en cada estaci6n de tra-
bajo. Esto generalmente implica mayor maquinaria de carga y arranque, ciclos cortos y
maqui
trabajo. Un buen ejemplo es fa costura de un articulo complejo en la industria de la
confeccién.
ria ligera que puede ser cambiada ficilmente para nivelar los elementos de
El Trinquete
Ejemplo; 4 operadores y 5 estaciones de trabajo
materia
prima
Responsabilidad de la estacién de trabajo en el Trinquete
Operador 1: estacién de trabajo A +B Operador 3: esta:
Operador 2: estacién de trabajo B + C Operador 4: estacién de trabajo D + E
PARTE IV: DISTRIBUYENDO ELTRABAJO 61
‘Seleccionando una Distribucién de Trabajo para Apex
Con estos enfoques bsicos en mente, podemos ahora preguntarnos cual seri la
mejor distribucién de trabajo para Apex. Observando la situaci6n, es aparente que
un enfoque tipo trinquete no es apropiado ya que seria bastante dificil dividir el
tiempo de ciclo en cada méquina en, por decir, la mitad del take time. La distri-
bucién de un operador por estacién no es adecuada para esta aplicacién a causa de
que todas las méquinas son auromaticas hasta cierto punto, permitiendo a los
operadores moverse y realizar otros elementos de trabajo mientras estas se ciclan.
‘Ademés, nocamos que es una celda pequeria con un objetivo de dos operadores,
asi que no hay necesidad de una combinacién de dividir el trabajo y los circuitos 0
el flujo inverso.
Esto excluye las tres primeras opciones de nuestra lista dividir operaciones, un
Circuito, y flujo inverso. Preferimos la idea de los dos operadores trasladindose a
través de toda la celda cada intervalo takt, lo cual hace mas sencillo el conservar
un flujo continuo, proporciona un mecanismo de cadencia y le da varicdad a las
labores. Debido a que le llevard cierto tiempo a Apex disefiar ¢ instalar los dispo-
sitivos de expulsién automética esenciales para un distribucién de circuito efi-
ciente en este caso, comenzaremos con un flujo inverso y cambiaremos tan répido
como sea posible a un circuito. El flujo inverso involucra un poco mas de conteni-
do de trabajo debido al doble manejo de las partes, asf que habri necesidad de un
poco de tiempo extra en cada turno. Esto habri de crear una presién para elimi-
nar més desperdicio e introducir la expulsién automética lo antes posible.
PePANEOANanrnneeeeonesneneaegeaaeaeacncnananeaacaaeaa
PARTE
: ¥ REGULANDO EL FLUJO
CONECTANDOSE AL CLIENTE
CONECTANDOSE AL CLIENTE
PARTE : ¥Y REGULANDO EL FLUJO
Derderian rte are i aoe oe tte)
irae Tater MME gerne tetas rae
de la demanda del cliente?
Conectandose con el Cliente y Regulando el Flujo
Ahora hemos integrado Hombres (Man), Materiales, Maquinaria y Métodos para
disefar un verdadero y eficience flujo continuo, Pero atin necesitamos determinar
cémo programar la celda y como reaccionar cuando haya cambios en la demanda del
te,
Pregunta 10: gCémo Programaré el Marcapasos?
Hasta este punto hemos estado trabajando en el flujo de productos a través de la
celda y el flujo de materiales y operadores para dar apoyo al flujo de producto. Ahora
necesitamos diseftar un flujo de informacion adecuado por parte del cliente.
No es realista esperar que las demandas del cliente sean completamente uniformes.
Sin embargo, si intentamos ajustar el resultado de la celda para responder de una
hora a otra a cada tirdn en la demanda dificilmente mantendremos cualquier tipo de
flujo. Los costos se elevarian y la calidad decaeria, Similarmente, no es realista espe-
rar que la demanda de tipos de mezcla de productos sea constante. No obstante, si
intentamos cambiar de un tipo de producto a otro, cuando cada objeto pasa a través
de la celda, puede que nos encontremos con problemas de manejo de material y pro-
ductividad.
La alternativa de producir lotes grandes de un tipo de producto entre cambios, redu-
ce estos problemas, pero al precio de reducir la capacidad de respuesta a los requeri-
mientos del cliente en cuanto a tipos diferentes y enviar oleadas grandes de ordenes
de componentes con la corriente. Esto requeriré conservar inventarios considerables
de producto terminado en la corriente de la celda — esperando tener a la mano lo qué
el cliente quiere - y las partes y componentes necesarios contra corriente. Ambos
inventarios incrementan el tiempo de accién a través de su cadena de valor.
ara obtener y mantener un flujo continuo y una cadena de valor lean necesitamos
programar y operar una celda, particularmente cuando es un proceso marcapasos
como en el caso Apex, con tan poca variacién de volumen como sea posible.
Llamamos a esto “nivelando el volumen” de trabajo. De manera similar, necesitamos
decidir acerca del tamaiio de lote mas adecuado para producir antes de cambiar a otro
tipo de producto. Llamamos a esto “nivelando la mezcla”. Tanto la nivelacin de
volumen como la de la mezcla deben ser parte del proceso de disefio de celda.
PARTE Vt CONECTANDOSE CON EL CLIENTE
63
Nivelando el Volumen
Si el programa del cliente para un proceso marcapasos fluctéa extensamente por
periodos extendidos, necesitard capacidad (gente, miquinas y material) por enci-
ma de la demanda promedio de gran tiraje a fin de cubrir las demandas del clien-
te siempre. Pero, para los picos y valles més tipicos en la demanda, cuando la
demanda a largo plazo es razonablemente estable, establecer un supermercado de
producto terminado entre el proceso marcapasos y el cliente puede permitirle
nivelar los requerimientos de produccién en la celda y seguir satisfaciendo al
cliente. El costo del supermercado — ligado a la celda por medio de sefales de
tracci6n es mucho menor que el mantener una capacidad extra,
La vida seria mds sencilla si los clientes fueran la Ginica causa de fluctuaciones en
Ja demanda, Pero en la mayoria de los procesos las variaciones internas del
desempefio también crean oleadas de variacién de demanda. Por ejemplo, el pro-
‘ceso marcapasos puede experimentar problemas de maquinaria, defectos de cal
dad, 0 faltantes de material que ocasionan que varien sus salidas y requerimicncos
de materiales. Usted tiene la opcién ya sea de responder muy répido a este pro-
blema para mantener el nivel de salidas, o agregar més inventario de producto
cerminado a favor de la corriente y piezas contracorriente de la celda.
Nivelando el volumen de trabajo
produccién mas nivelada
fluctuaciones de volumen
Vv dia a dia
NN _
Supermercado de Producto Cliente
Terminado
@erardnnAn@aaannannanaa
Conn MR An ACe
a
Una respuesta ripida a los problemas es la mejor opcién. Para responder ripidamen-
te necesita darse cuenta de los problemas tan pronto como sucedan. La velocidad
de apreciacién esta relacionada con que tanta produccién usted entregue al marca-
pasos en un solo momento. Por ejemplo, si control de produccién libera un progra-
ma diario al proceso marcapasos, los gerentes, ingenieros y asociados de produc
ign tenderin a revisar cémo va el proceso Gnicamente al final del dia. En este
punto puede que sea dificil ponerse al tanto y la disciplina coral de trabajar con el
takt time se habrd perdido.
Lo que necesita es un “margen de tiempo de manejo” mucho menor, es decir a
cantidad de trabajo que envie a su marcapaso y la cantidad de producto terminado
que saca del proceso. Reduciendo su margen de tiempo de manejo y tespondiendo
ripidamente a los problemas,
volumen consistente sin necesidad de mantener un inventario de producto termi-
nado “por si acaso”.
través del tiempo deberia ser posible producir un
Idealmente, el control de produccién de Apex entregaria un valor takt de produ
ci6n (una linea de combustible) a la celda marcapasos cada 40 segundos. Al mismo
tiempo, manejo de materiales estaria retirando una linea de combustible ter
sdadero, Apex tendria la eapacidad de descubrir cual
umente” dentro de un solo takt time
ninada.
Esto seria un flujo continuo
quier problema de produccién “insta
gCual es su margen de tiempo de administracién?
* {Que incremento de trabajo esta liberando?
# {Con que frecuencia conoce su rendimiento para la demanda del cliente?
PARTE Vt CONECTANDOSE CONEL CLIENTE 65
El problema, por supuesto, es que entregar y retirar un take time a la vez en cada
uno de sus procesos marcapasos requeriria de un ejército de personal de manejo
de materiales. Apex necesitarfa emplear un método més prictico basado en el
concepto de “pitch”. Pitch es el takt time multiplicado por algéin nimero de pie-
zas que resulta en un incremento préctico de tiempo para la entrega y retiro de
trabajo en la celda. Un multiplicador utilizado frecuentemente es la cantidad de
producto terminado por paquete.
En Apex la cantidad de paquete para la celda es de 30 piezas por contenedor.
Convertimos la cantidad de paquetes de Apex a un pitch con la siguiente férmula:
30 piezas por contenedor
Pitch x 40 segundos por pieza (takt time)
1200 segundos 0 20 minutos
20 minutos seria la programacién bsica de incremento, o “latido”, para la celda
marcapasos de Apex. Basados en este pitch, Apex pude establecer una ruta de
manejo de material a través de la planta. Cada 20 minutos alguien traerd los
iguientes 20 minutos de programa para la celda y simulténeamente retirara los
20 tos de produccién — un contenedor de 30 piezas. Esta técnica de “retiro
administrado” permitird a los gerentes de Apex saber siempre dentro de un lapso
de 20 minutos, si existe algiin problema.
Si existe un mecanismo de respuesta répida a los problemas, deberia ser posible
corregirlos y devolver la produccién a su camino sin la necesidad de grandes canti
dades de tiempo extra. Los gerentes de Apex pueden manejar la celda verdadera-
mente por medio de un pitch siz
1) Conocen el objetivo (30 piezas cada 20 minutos).
2) Revisan el progreso regularmente para detener anomalias (cada 20 minutos).
3) Responden répidamente a las anomalias.
Recuerde que los operadores estarin trabajando muy cercanos al takt time. No
pueden resolver el problema y quedarse en el pitch. Por el contrario, el lider de
equipo normalmente necesitard meterse a la celda para enfrentar el problema, 0
intercambiar posiciones con un operador que tenga la capacidad de re-trabajar el
producto defectuoso,
COVASMAMANRMAAAKRAAKD aA aA @ * ~
e
eEec@anoeanna
Manejar una celda por medio del pitch es mas factible cuando los tiempos de
conversién son muy pequefios. El tiempo de conversién seri menor que el takt
time idealmente. Este objetivo deberfa ser atendido por los ingenieros que
disefian las maquinas para la celda. Afortunadamente, este es el caso para la celda
de Apex donde el tiempo de conversiGn més largo es de 20 segundos. Cuando se
encuentre con problemas de tiempo de conversién que son significantemente
‘mayores que el takt time, necesitard asignar conversiones a incrementos del pitch
especificos y saltarse uno 0 mas pitches cada vez que haya una conversién,
Existen mucho intervalos pitch posibles y usted necesita encontrar los tiempos
pitch que cengan sentido para su propia situacién. Nosotros algunas veces comen-
zamos con tiempos pitch més prolongados y vamos cambiando a menores confor-
me la capacidad del proceso marcapasos se va mejorando,
Nota:
El pitch y retiro administrado se usan para detectar problemas en el proceso
‘marcapasos, no para hacer que los operadores trabajen mas, o més rapido.
Nivelando la Mezcla
Producir grandes lotes de una variante de familia de producto en la celda hace
dificil abastecer al cliente con una variedad de tipos de productos en tiempos cor-
tos sin conservar producto terminado adicional. Hacer lotes también tiende a
‘enviar oleadas de demanda para componentes en particular a través de su cadena
de valor. Esto forza al proceso contra corriente a mantener més inventario para
manejar las oleadas. Para minimizar los lotes, oleadas ¢ inventarios contracorrien-
te, necesita nivelar la mezela de producto de su celda,
Usted puede medir el grado de mezcla de lotes en cualquier proceso por medio
de la revisién de su “CPC”, que quiere decir “cada-parte-cada-intervalo”. El CPG
indica que tan frecuentemente se puede fabricar cada uno de los productos de
alto volumen de los que hace. Por ejemplo, si un proceso puede producir todos
sus productos finales de alto volumen cada dfa, entonces el CPC se convierte en
“cada-parte-cada-dia”.
Un CPC apropiado para procesos marcapasos es el “cada-parte-cada-ventana-
‘embarque” o “cada-parte-cada-dia”, el que sea menor. Apex realiza dos embar-
‘ques de lineas de combustible por cada turno de ocho horas (con las tres
variantes de producto potencialmente incluidas en cada embarque). El objetivo
de la celda de Apex deberia ser un CPC de cada-parte-cada-cuatro-horas. Por lo
tanto los gerentes de Apex tendrin la necesidad de calcular frecuencias de con-
versién (con seis conversiones por turno).
PARTEV: CONECTANDOSE ALCLIENTE 67
La Caja de Nivelacién de Carga
Una buena herramienta para nivelar el volumen de producci
spasos es una caja para nivelacién de carga. Este simple dispositivo
on y la mezcla de produc-
cién en el mar
tiene una columna de huecos para contener el Kanban para cada intervalo pitch y una
hilera de ranuras para el Kanban para cada tipo de producto final que se va procesan-
do a través de la celda.
En la caja de nivelacién de carga de Apex las columnas representarfan incrementos de
20 minutos (el pitch). Contendrfa tres hileras de ranuras para las variantes 8, Ly A
de las Iineas de combustible. En cada caja de lineas de combustible terminadas en la
ccelda de productos terminados del supermercado habrfa una tarjeta Kanban con las
siguientes indicaciones:
+ Tipo de linea de combustible (S, L.A)
* Cantidad en ta caja (30 piczas)
* Ubicacién del supermercado
* Ubicacién de la celda
Conforme los controles de produccién toman la orden de un cliente del supermercado
de producto terminado para organizarla para su envio, las tarjetas Kanban se retiran de
las cajas y se colocan dentro de la caja de nivelacién para la celda marcapasos en una
‘mezcla nivelada para cada ventana de embarque (cuatro horas). El preparador de mate-
rial que alimenta la celda retira entonces el Kanban de la caja en el ineremento del
pitch (20 minutos) y los encrega a la celda para iniciar la produccién.
Caja de nivelacion de carga de Apex
Aaaana
a
NMennMAaNRaaanana
aneneaennneee
i:
Realizar un Kaizen a
Frecuencia de Embarque
A muchos proveedores se les requieres que realicen embarques diariamente (o tal vez
de manera mas frecuente) a sus clientes. Esto es una bendicién dado que establece
tuna “velocidad de reloj” ripida para su proceso marcapasos, dentro del cual se debe
tener la capacidad de producir todos sus ntimeros de partes de alto volumen. Si se
Hega al punto donde el CPC para todos sus procesos (tanto marcapasos como fabrica-
ci6n a favor de la corriente) iguala ta frecuencia de embarque, entonces
wu cadena de
valor completa fluiré, Su instalacién sera una “bomba de dinero” que convierte las
materias primas en productos terminados que pueden recolectar dinero antes de que
se venzan las facturay de los materiales.
Sin embargo, si su cliente requiere tan solo embarques poco frecuentes 0 no reduce
el intervalo de embarques regularmente, habrit poca presién para mejorar en su mar-
‘capasos y procesos contra corriente. Incrementar regularmente las frecuencias de
‘embarques es por lo tanto un proyecto ki
tes.
n que vale la pena para usted y sus elien-
Nivelar la Produecion en un Ambiente de “Ordenes de Produccién”
Los procesos de érdenes de produccién, como la produccién de articulos perso-
nalizados, existencias clasificadas en bodegas ¢ inclusive procesos administrati-
vos, frecuentemente se consideran de manera errénea inadecuados para
Procesamiento de flujo continuo y nivelacién de cargas de trabajo, ya que el con-
tenido de trabajo involucrado en cada requisicién del cliente varia demasiado,
De hecho, puede aproximar el flujo continuo y lograr muchos de sus beneficios
‘en procesos de érdenes de produccién manteniendo un flujo PEPS (primeras
entradas, primeras salidas) a través de las etapas de procesamiento y regulando
cuidadosamente la cantidad de trabajo que libera consistentemente a esa cadena
de etapas PEPS.
En lugar de liberar trabajo en incrementos de requisiciones de clientes, hagalo
basado en un estandar, incremento de tiempo consistente 0 un “pitch Haga esto
por medio de 1a ubicacion de la operacion de cuelio de botella en su cader
PEPS de procesos de ordenes de produccién. Después distribuya las requi
nes no por cliente, sino por tiempos de incrementos similares basados en la
capacidad del cuello de botella. Entonces el proceso del cuello de botella se con-
vierte en el “modelo de pitch” para la cadena PEPS.
io
El resultado es un flujo de trabajo mucho més consistente que resalta répida-
mente las anormalidades interruptoras del flujo. Tal como un proceso de flujo
continuo.
PARTE V: CONECTANDOSE AL CLIENTE
70
Pregunta 11: gCémo Reaccionara el Proceso Marcapaso
a los Cambios en la Demanda del Cliente?
Ahora ya le hemos dado amplia atencién a la celda de linea de combustible de Apex para
integrar Hombre, Maquina, Materiales y Métodos. Tras todo este trabajo seria genial termi-
nar aplicando el kaizen al proceso durante su implementacién (conforme a lo expuesto en
la Parte VI) y entonces operarlo como si se hubiera disefiado para siempre!
Desafortunadamente, esto ser imposible por dos razones. Primero, el kaizen jams se ter-
mina y segundo, la demanda del cliente siempre cambia. En particular, cambiar los requeri-
mientos de volumen es algo que debe considerar cualquiera que esté diseftando un proceso
rmarcapasos desde el principio de las operaciones, para que puedan estar preparados para
responder.
Respondiendo al Cambio en las Demandas del Cliente
‘Muchas plantas estn sujetas a pequefios cambios de un dia a otro en la demanda. Una his-
torial anual de embarques mostrard frecuentemente que la demanda es estable por periodos
de tiempo. El cliente se lleva un poquito mis hoy, un poco menos mafiana, y con el tiempo
se balancea. Se manejan mejor las fluctuaciones pequefias dia con dia por medio del uso de
tun supermercado de producto terminado. Este permire a los gerentes establecer el takt time
y el niimero de operadores y hace posible mancjar flujos continuos por periodos extendidos.
Eventualmente el requerimiento promedio de volumen del cliente cambiari y el proceso
rarcapasos necesitard responder. Si el volumen cac y usted conserva el mismo némero de
operadores, la productividad se caers y el potencial de una sobreproduccién se inerementari
Si cl volumen aumenta entonces el takt time para la celda se disminuird (Ia barra del rake
time se mueve hacia debajo de la GBO). Necesitard aftadir més personal y probablemente
‘mas capacidad de méquinas para continuar produciendo el takt.
Respondiendo a un incremento en la demanda
@e@e@enennnn@#eaeanannaaanaa
La necesidad periddica de incrementar o reducir el niimero de operadores es una
da las razones principales para el uso de celdas y acomodarlas en formas de L
estrechas. La gran variedad de patrones de desplazamiento proporcionados por la
Uccrean muchas opciones para la redistribucién de elementos de trabajo sobre un
nimero de operadores diferente.
Cuando se di
ia una celda, los ingenieros deberian preparar escenarios “uno
arriba” y “uno abajo” para responder a cambios en los requerimientos de volumen.
Realizan esto por medio de trazar GBO para el ntimero actual de operadores y
para las distribuciones de trabajo con un operador menos y uno més. Llamamos a
estas posiciones diferentes “interruptores” porque son como posiciones diferen-
un apagador. Usted puede modificar la produccién de una celda por medio
de “alternar” el nimero de operadores hacia arriba o abajo en respuesta a las
demandas cambiantes det cliente.
tes
En los préximos 18 meses de operacién de la celda de Apex, la demanda del
cliente, el ntimero de operadores y la produccién por operador (productividad
laboral) pueden observarse de la siguiente ma
Demanda del cliente/turno de Apex
fneMar— Abrdun— JuLSap —OtOle Ene Mar Abnhin
PARTE V: CONECTANDOSE AL CLIENTE 71
72
Numero de operadores de Apex
tm omy ae —— cantidad de horas
; - extras por turno
Resultados por hora por operador de Apex
inerementos
dabidos al
kaizen en
proceso
Nota:
La productividad por hora por operador (productividad laboral) se mantiene cons.
tante (con una pequefia mejora a partir de un kaizen continuo) a pesar de los cam-
bios en las demandas del cliente y ol nimero de operadores. Esto es todo un logro
y en combinacién con un flujo continuo real, es un sello personal de un proceso
marcapaso lean. Llamamos a este logro la “linealidad laboral; significando que en
cada posicién del interruptor ~ con numero diferente de operadores en la celda ~ el
contenido de trabajo de cada operador se mantiene bastante cerca del takt time.
aa
Apex tiene tres opciones para reaccionar a los cambios en la demanda del cli
dos en orden ascendente de cambio de volumen:
-nte, enumera-
Absorber las fluctuaciones dia a dia con un supermercado de producto terminado.
camente sie
* Trabajar un poco de tiempo extra cada turno (lo cual puede lograrse Gn a
tun hueco de tiempo entre turnos, haciendo esto dificil en operaciones de tres turnos). Es
mejor trabajar un poco de tiempo extra que detener la produceién un poco antes dado que
la productividad de los operadores se mantiene clevada.
* Alternar el niimero de operadores.
La lista de opciones también corresponde a la frecuencia con la que usted deba recurrir a
ellas. Es mejor intentar lidiar con la variacién de la demanda a través de tiempo extra y el uso
de un supermercado de producto terminado. Estas dos opciones pueden ser utilizadas diaria-
mente. Pero de acuerdo a nuestra experiencia el margen de tiempo minimo para conservar
tuna alcemancia (con un takt time en particular y nivel de personal) es de una semana, y reco-
mendamos enfitticamente de dos semanas a un mes. Y cuando esté arrancando una nueva
celda o redisefiindola, como lo hard Apex préximamente, deber intentar mantener el take
time por un tiempo inclusive mayor, digamos tres meses, para darse a si mismo tiempo para
realizar un kaizen al proceso y desarrollar sus rutinas de manejo de procesos.
Nota:
‘Tratar de cambiar el takt time conforme alterna es dificil ya que también tiene que cam-
biar la distribucién de trabajo y redistribuir a la gente. Por esta raz6n, las plantas lean tra-
tan de mantener sus tiempos takt por algin periodo de tiempo. Toyota, por ejemplo,
recalcula los tiempos takt mensualmente en sus plantas de ensamble de vehiculos.
Incrementos de Capacidad
Incrementar la produccién por encima de la capacidad actual de proceso requerird no solo
ino mis miquinas. Afortunadamente, las celdas lean utilizan tipicamente
equipo pequeiio, simple y econémico, que permite flexibilidad en la respuesta a los requeri-
mientos cambiantes del cliente. En muchos casos usted puede incrementar la capacidad pro-
gresivamente por medio de afiadir una maquina a la celda. Llamamos a esto “incrementos de
‘capacidad de miquina”, Si aun se necesita mas capacidad usted puede escoger realizar alguno
de los productos en una celda adyacente existente, aitadiendo a esta alguna maquinaria en
caso que sea necesario. Finalmente, si se requieren grandes cantidades de producto termina-
do puede ser apropiado aftadir otra celda. Llamamos a esta adicién “inerementos de capaci-
dad de celda”. nde la gente, ademas de gasto de
capital y tiempos de espera prolongados. Usted deberd asegurarse que ha conseguido los
beneficios totales del Kaizen en su celda y tener una gran confianza cn las méquinas antes de
cconsiderar gastar grandes cantidades en una mayor capacidad.
mas operadores
'stas opciones requieren la re
PARTEV: CONECTANDOSE AL CLIENTE 73,
7a
Las Lineas de Ensamble Méviles Son un Poco Diferentes
El término “celda” implica que el material que se est procesando es movido por
los operadores (aun cuando las celdas pueden tener segmentos de transportado-
res). Alternativamente, muchos procesos marcapasos son construidos alrededor de
un transportador mévil que transporta material.
Las lineas méviles son usadas tipicamente para manejar productos grandes 0 en
situaciones donde se necesita un proceso de cadencia més fuerte. El producto es
traido al operador por medio de la linea mévil y las estaciones de trabajo son nor
malmente del mismo tamafo. Algunas veces los operadores estén colocados en un
solo lado de una linea mévil, lo que lo hace entonces todavia més similar a una
celda. La grifica de balance de operador y muchos de los conceptos en este libro
de trabajo pueden ser usados para disefiar, dar mantenimiento y mejorar flujos
continuos en lineas méviles.
Una diferencia con las lineas méviles se relaciona con el numero de operadores en
respuesta a algin cambio en la demanda del cliente. Una gran ventaja de las cel-
das es su flexibilidad para ajustarse al volumen de produccién. También puede
lograr la flexibilidad de salida de produccién con lineas méviles.
Por ejemplo, usted puede tener la capacidad de dividir la produccién salicnte de
algunas lineas méviles cambiando de un operador por estacién a un operador cada
dos estaciones y reduciendo Ia velocidad del transportador a la mitad, o por
medio de la divisin del trabajo de cada operador a través de dos estaciones en
lugar de s6lo una. Alternativamente, usted puede insertar estaciones de trabajo
vaefas periédicamente a lo largo de la
cuando se incrementa la demanda del cliente. Entonces se incrementa la salida
de produccién, pero por supuesto tiene que redistribuir los elementos de trabajo
entre ef ntimero mayor de operadores.
ea y afiadir operadores a esas estaciones
Qo
aennnnannnonn5aaeean@anenenoacaonaanaaaaana
0
O
ie IMPLEMENTANDO,
pane WE MANTENIENDO Y MEJORANDO
le
le
le
0 pe
le Ne
" 0
0
0
i.
SALE IMPLEMENTANDO
PARTE MANTENIENDO Y MEJORANDO
Implementando, Mante
indo y Mejorando
Utilizando el ejemplo Apex como nuestra gufa, hasta ahora hemos recorrido el camino a
a través de once preguntas para introducir el flujo continuo en procesos marcapasos. Para la
nueva celda de Apex tenemos el objetivo de operar con dos asociados de producci
in
f embargo, usted deberia haber notado que el contenido total de trabajo es atin mayor que
= el takt time. Esto es normal en este punto, dado que no todo el desperdicio puede ser
climinado mediante el kaizen en papel. Para hacer esto, deberd trabajar en el proceso real
5 en el drea de produccién.
rc ‘Trabajar en el desperdicio en el drea de produccién es llamado “depuracién”. En esta dlti-
ms ‘ma parte de Creando un Flujo Continuo implementaremos nuestras mejoras a la celda de
linea de combustible y después la “depuraremos” con un kaizen intensivo enfocado a los
co dispositivos y la presentacién de partes, y la reduccién de algo llamado “trabajo inciden-
tal”, Estos esfuerzos coneluirin la labor de disefio del proceso y pasaremos a la operacién
diaria de la celda.
Ningiin disefio se puede hacer perfectamente en papel. Conforme implemente su flujo
- continuo en el érea de produccién descubrira detalles que Ie faltaron y mas desperdicio
que habra de eliminar. Esto presenta la oportunidad de obtener una aportacién mayor de
fo todos, en el esfuerzo de Ia implementacién del flujo continuo. Ahora la pregunta para su
a equipo es, “Bien, 2qué tenemos que hacer todos para que esto funcione?
a Una palabra de advertencia: Esta primera celda de flujo continuo en una planta es fre-
cuentemente lo més dificil de implementar, pero también ¢s lo mas importante. Una vez
p que la gente ve un ejemplo conereto de flujo continuo verdadero tal, que desafia todas las
razones por las cuales no habria de funcionar, entonces pueden empezar a pensar en nue~
‘vas mancras para mejorar y esparcir el flujo continuo en sus instalaciones. Por esta raz6n
c es una buena idea trabajar muy duro con una celda para asegurar su éxito, y después
esparza este triunfo a los demas procesos.
Planeando Ia Implementacién
eo Antes de comenzar la implementaci6n de un nuevo proceso usted deberia bosquejar ripida-
mente un plan de implementaciGn. Esto le ayudar a verificar si esta logrando cn realidad
sus objetivos 0 si se necesita mas trabajo. El plan de implementacién deberi incluir la razén
np para mejorar cl proceso, un resumen de las condiciones actuales y las proyectadas, un calen-
dario de implementacién y un lugar para registrar resultados y metas cuantitativas.
PARTE Vi: IMPLEMENTANDO, MANTENIENDOY MEJORANDO 75
COMPANIA DE TUBOS APEX — Proyecto de flujo continuo
yea de Combustible del Camion
Celda de Marcapasos de la
1) Antecedentes para el caso de Negocio <— Asegurese de asociar su plan
con los objetivos comerciales
Producto - S/L/A Lineas de Combustible
7
Ubicacién ~ Cualquier ciudad . <— Tiempo
Necesidades: 5 extra
+ Elcliente requiere reduccién de costos del 5% zi
+ Mejore productividad
aee dias get
trabajo
2) Condicién inicial
+ Ningtin flujo continuo de material
* Ningtin flujo de personas (los operadores se quedan en una maquina)
* Produccién inestable
*Demasiado tiempo extra
+ No se trabaja de acuerdo al takt time
+ Demasiados operadores para la tasa de demanda
9 metros
54 metros cuadrados
56 piezas en proceso
Enea
ae LS
‘piss © See
wi S ©
& A
—
(automat
erases] 22 pe
lel
amir 7 FO AN
(Grofciontermnades)
AAMAAAAA
Neeenerrcra@aeaeean
3) Condicién del Objetivo
tem
ieee =
take a
4 metros
Pure
‘el
£1 Ensamble I inclinado para mantener la colda
You might also like
- Levaduras Patagónicas Aplicadas A La Producción de Cerveza D. Libkind PDFDocument25 pagesLevaduras Patagónicas Aplicadas A La Producción de Cerveza D. Libkind PDFMadh Tom KingNo ratings yet
- Lista de Precios Insumos Enero 2018Document8 pagesLista de Precios Insumos Enero 2018Madh Tom KingNo ratings yet
- Especificaciones CafeDocument2 pagesEspecificaciones CafeMadh Tom KingNo ratings yet
- AA1 Comerciante y EmpresaDocument2 pagesAA1 Comerciante y EmpresaMadh Tom KingNo ratings yet
- Especificaciones CrystalDocument2 pagesEspecificaciones CrystalMadh Tom KingNo ratings yet
- Cerveza Aroroz Bógta - 2016 PDFDocument231 pagesCerveza Aroroz Bógta - 2016 PDFMadh Tom KingNo ratings yet
- Especificaciones BlackDocument2 pagesEspecificaciones BlackMadh Tom KingNo ratings yet
- Especificaciones AbbeyDocument2 pagesEspecificaciones AbbeyMadh Tom KingNo ratings yet
- Especificaciones AbbeyDocument2 pagesEspecificaciones AbbeyMadh Tom KingNo ratings yet
- Especificaciones AbbeyDocument2 pagesEspecificaciones AbbeyMadh Tom KingNo ratings yet
- Informe Actvidad 1Document2 pagesInforme Actvidad 1Madh Tom KingNo ratings yet
- AA1 Comerciante y Empresa PDFDocument45 pagesAA1 Comerciante y Empresa PDFOscar Carbal100% (1)
- Tuberías, válvulas y accesorios de una planta químicaDocument50 pagesTuberías, válvulas y accesorios de una planta químicaFELIX MEJIA REGALADONo ratings yet
- Propuesta de Diseño de Planta de Producción para Una Cervecería Artesanal Juan Sebastián Collazos Bolívar Jefferson Ariel Gutierrez GonzalezDocument69 pagesPropuesta de Diseño de Planta de Producción para Una Cervecería Artesanal Juan Sebastián Collazos Bolívar Jefferson Ariel Gutierrez GonzalezAlexander VillanuevaNo ratings yet
- AA1 Comerciante y Empresa PDFDocument45 pagesAA1 Comerciante y Empresa PDFOscar Carbal100% (1)
- Nueva Estructura Plan de Negocio V 4Document12 pagesNueva Estructura Plan de Negocio V 4Nicolas MateusNo ratings yet
- Planificación: Efectividad Total de Los Equipos - Oee (Overall Equipment Effectiveness)Document7 pagesPlanificación: Efectividad Total de Los Equipos - Oee (Overall Equipment Effectiveness)Madh Tom KingNo ratings yet
- Tablas TermocuplasDocument18 pagesTablas TermocuplasdannysionNo ratings yet
- Protocol OsDocument1 pageProtocol OsMadh Tom KingNo ratings yet
- Procedimiento InvimaDocument86 pagesProcedimiento InvimaLuis Eduardo Avirama NúñezNo ratings yet
- 00001238Document190 pages00001238manuel salazarNo ratings yet
- Tema 1.1 Tubos Tuberias y AccesoriosDocument22 pagesTema 1.1 Tubos Tuberias y AccesoriosKristina Del Valle GomezNo ratings yet
- Guia AA4Document9 pagesGuia AA4Kimberly Quiceno GarciaNo ratings yet
- Catlogo Racores 2016-10Document5 pagesCatlogo Racores 2016-10Madh Tom KingNo ratings yet
- Cervecería PastoDocument197 pagesCervecería PastoMadh Tom KingNo ratings yet
- CodigoDocument10 pagesCodigoMadh Tom KingNo ratings yet
- 8 Pasos para Obtener Registro Sanitario 2016, ColombiaDocument5 pages8 Pasos para Obtener Registro Sanitario 2016, ColombiaogppNo ratings yet
- Informe Auditoría CalidadDocument21 pagesInforme Auditoría CalidadLiz Euscátegui MontañaNo ratings yet
- Malla Curricular Curso Tratamiento de Aguas PDFDocument8 pagesMalla Curricular Curso Tratamiento de Aguas PDFMenuje Lujan BuendiaNo ratings yet
- Catálogo de racores y tuberías refrigeraciónDocument59 pagesCatálogo de racores y tuberías refrigeraciónAdanNo ratings yet