You might also like
- Diagnosis de averías y mantenimiento correctivo de sistemas de automatización industrial. ELEM0311From EverandDiagnosis de averías y mantenimiento correctivo de sistemas de automatización industrial. ELEM0311Rating: 5 out of 5 stars5/5 (1)
- Introducción al Mantenimiento Centrado en la Confiabilidad (RCMDocument16 pagesIntroducción al Mantenimiento Centrado en la Confiabilidad (RCMPerforista OutllookNo ratings yet
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoFrom EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoNo ratings yet
- Indicadores de GestiónDocument20 pagesIndicadores de GestiónYariuska ColmenaresNo ratings yet
- ASTM D5030 TraducidaDocument13 pagesASTM D5030 TraducidaGustavo Bances Herrera0% (2)
- Unidad 2a Indicadores y Estrategias de ConfiabilidadDocument42 pagesUnidad 2a Indicadores y Estrategias de Confiabilidadgonzalo labbeNo ratings yet
- Mantenimiento Centrado en La ConfiabilidadDocument23 pagesMantenimiento Centrado en La Confiabilidadjota2115No ratings yet
- Plan de Manejo AmbientalDocument25 pagesPlan de Manejo AmbientalClaudia Alexandra Rojas Ventura100% (1)
- Mantenimiento Centrado en Confiabilidad MCC Diapositivas.Document31 pagesMantenimiento Centrado en Confiabilidad MCC Diapositivas.Uriel Carbal OrtegaNo ratings yet
- RCM para optimizar planes de mantenimientoDocument19 pagesRCM para optimizar planes de mantenimientoEulogio Tarija SerrudoNo ratings yet
- RCM PresentacionDocument24 pagesRCM PresentacionAlex Aranda VallejoNo ratings yet
- Plan de Mantenimiento Basado en RCMDocument19 pagesPlan de Mantenimiento Basado en RCMfacundoNo ratings yet
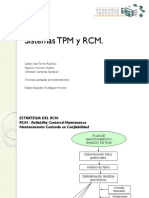
- TPM y RCMDocument13 pagesTPM y RCMChristian C. SandovalNo ratings yet
- Plan MantenimientoDocument53 pagesPlan MantenimientoCristian Andres Arancibia100% (1)
- RCM Mantenimiento Centrado en Confiabilidad PDFDocument24 pagesRCM Mantenimiento Centrado en Confiabilidad PDFOscar MonsalveNo ratings yet
- 12 Lubricacion de MaquinariaDocument81 pages12 Lubricacion de MaquinariaOscarb20100% (3)
- Matriz de Planificacion de Cambios Del SGI - SoftwareDocument1 pageMatriz de Planificacion de Cambios Del SGI - SoftwareMile Sanabria40% (5)
- El ContactorDocument8 pagesEl ContactorJose Ramon Oviedo Ordoñez50% (2)
- Qué es RCMDocument6 pagesQué es RCMJuan Raul PadillaNo ratings yet
- J. Franco ProyectoDocument15 pagesJ. Franco ProyectoJunior BayonaNo ratings yet
- RCM - Mantenimiento Centrado en La Confiabilidad O MCC: Stephany Sarmiento Paredes Luis Carrera FernandezDocument33 pagesRCM - Mantenimiento Centrado en La Confiabilidad O MCC: Stephany Sarmiento Paredes Luis Carrera FernandezSther SarmyNo ratings yet
- FMEADocument13 pagesFMEADaniela Alarcón CamachoNo ratings yet
- RCM - Mantenimiento Centrado en La Confiabilidad (MCC) : Stephany Sarmiento Paredes Luis Carrera FernandezDocument37 pagesRCM - Mantenimiento Centrado en La Confiabilidad (MCC) : Stephany Sarmiento Paredes Luis Carrera FernandezLuis Alberto Carrera FernandezNo ratings yet
- Mantenimiento Centrado en Confiabilidad (RCM)Document49 pagesMantenimiento Centrado en Confiabilidad (RCM)Jhon Aleiser Leon VillarrealNo ratings yet
- Mantenimiento Aplicado A La Confiabilidad: Sistema Del RCMDocument35 pagesMantenimiento Aplicado A La Confiabilidad: Sistema Del RCMvicejuniorNo ratings yet
- Tacticas de MantenimientoDocument9 pagesTacticas de Mantenimientolopablito24No ratings yet
- Abus Gruas Polipasto Electrico de Cable Polipastos Electricos de Cable 1149240 PDFDocument22 pagesAbus Gruas Polipasto Electrico de Cable Polipastos Electricos de Cable 1149240 PDFChristian Andrés Cortés SuárezNo ratings yet
- RCMDocument16 pagesRCMAngela Aurora MatamorosNo ratings yet
- 6.2. - RCMDocument37 pages6.2. - RCMHANS RUBENS GONZALES CHAVEZNo ratings yet
- RCM Interruptor de PotenciaDocument14 pagesRCM Interruptor de PotenciaRuben Joaquín Cetina Abreu100% (1)
- MCC-RCMDocument7 pagesMCC-RCMMichelleVeraNo ratings yet
- Hacemos Girar Las Plantas-3Document20 pagesHacemos Girar Las Plantas-3josh1419No ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Manual Mantenimiento RCM Mantenimiento Centrado Confiabilidad Analisis Implantacion Plan Procedimiento PDFDocument16 pagesManual Mantenimiento RCM Mantenimiento Centrado Confiabilidad Analisis Implantacion Plan Procedimiento PDFGrover ApazaNo ratings yet
- T2.2 Mantenimiento Centrado en ConfiabilidadDocument8 pagesT2.2 Mantenimiento Centrado en ConfiabilidadmateoNo ratings yet
- Mantenimiento Basado en ConfiabilidadDocument2 pagesMantenimiento Basado en ConfiabilidadJorge ContrerasNo ratings yet
- Mantenimiento AvanzadoDocument24 pagesMantenimiento AvanzadoWilliam ReyesNo ratings yet
- Mantenimiento Basado en ConfiabilidadDocument7 pagesMantenimiento Basado en ConfiabilidadAndrés GuerreroNo ratings yet
- Mantto RCMDocument8 pagesMantto RCMnino torrealbaNo ratings yet
- Mantenimiento Centrado en La ConfiabilidadDocument27 pagesMantenimiento Centrado en La ConfiabilidadMafe RamirezNo ratings yet
- Mantenimiento Centrado en ConfiabilidadDocument18 pagesMantenimiento Centrado en ConfiabilidadMelvin BrachoNo ratings yet
- Marco Teórico ImDocument6 pagesMarco Teórico ImJuan GANo ratings yet
- Mantenimiento Aplicado A La Confiabilidad - Sistema Del RCMDocument57 pagesMantenimiento Aplicado A La Confiabilidad - Sistema Del RCMArturo PucutayNo ratings yet
- Mantenimiento Centrado en La ConfiabilidadDocument21 pagesMantenimiento Centrado en La ConfiabilidadJuan TalaveraNo ratings yet
- RCM, PmoDocument13 pagesRCM, PmoRoger Mauricio Garcia JimenezNo ratings yet
- Ensayo Del Plan de Mantenimiento RCMDocument6 pagesEnsayo Del Plan de Mantenimiento RCMVILLEDA ZUÑIGA MARIA DEL CARMENNo ratings yet
- Definición de Confiabilidad en MantenimientoDocument21 pagesDefinición de Confiabilidad en MantenimientoIng Ovidio Valdez100% (1)
- 04 - Unidad 4 (Cambiar Fondo)Document42 pages04 - Unidad 4 (Cambiar Fondo)Guillermo CostaNo ratings yet
- Ensayo TPM & RCMDocument7 pagesEnsayo TPM & RCMAlex CowansNo ratings yet
- Ensayo RCMDocument5 pagesEnsayo RCMDERIAN CMILO NOVOA DAVILANo ratings yet
- S09.s1. Mantoo RCM-1Document32 pagesS09.s1. Mantoo RCM-1Harold Fuentes PonceNo ratings yet
- DOCUMENTO Mantenimiento Centrado en Confiabilidad RCMDocument21 pagesDOCUMENTO Mantenimiento Centrado en Confiabilidad RCMarmando cartagenaNo ratings yet
- Mantenimiento RCM - WORDDocument5 pagesMantenimiento RCM - WORDfernandosanchezquezaNo ratings yet
- Tarea 1.1 Dem Grupo 06Document12 pagesTarea 1.1 Dem Grupo 06Ismael MorenoNo ratings yet
- Semana N°8Document30 pagesSemana N°8Walter Malca AriasNo ratings yet
- Historia y preguntas clave del RCMDocument4 pagesHistoria y preguntas clave del RCMEbenezer DecenaNo ratings yet
- RCM Mantenimiento confiabilidadDocument21 pagesRCM Mantenimiento confiabilidadAdrián PonceNo ratings yet
- El Mantenimiento Centrado en ConfiabilidadDocument9 pagesEl Mantenimiento Centrado en ConfiabilidadGénesis SangronisNo ratings yet
- Mantenimiento Basado en Confiabilidad RCMDocument48 pagesMantenimiento Basado en Confiabilidad RCMJuan Pablo RosalesNo ratings yet
- RCM (Clase Viernes 11)Document15 pagesRCM (Clase Viernes 11)TintianoNo ratings yet
- Def. RCM y Aplicaciones InternacionalesDocument5 pagesDef. RCM y Aplicaciones InternacionalesJoséNo ratings yet
- Reliability Centred Maintenance (RCM)Document9 pagesReliability Centred Maintenance (RCM)Antonio Ros Moreno50% (2)
- Mantenimiento ConfiabilidadDocument22 pagesMantenimiento Confiabilidadkariennys morenoNo ratings yet
- InfoDocument39 pagesInfoClaudio Alexis Gonzalez Vidal100% (1)
- Cap Seminario Capitulo3Document61 pagesCap Seminario Capitulo3Perla GuerraNo ratings yet
- W R M.en - EsDocument8 pagesW R M.en - EsJonnaLNNo ratings yet
- Mantenimiento Centrado en La Confiabilidad (RCM)Document2 pagesMantenimiento Centrado en La Confiabilidad (RCM)Jefferson Pin LeonNo ratings yet
- Capitulo 4Document51 pagesCapitulo 4Walter Fiestas ChavezNo ratings yet
- S7 - RCMDocument36 pagesS7 - RCMSandro Edward Rojas AlvarezNo ratings yet
- Gestionar el crecimiento y las condiciones ambientales. IFCT0510From EverandGestionar el crecimiento y las condiciones ambientales. IFCT0510No ratings yet
- Indicadores MttoDocument21 pagesIndicadores MttoHenry ManzanedaNo ratings yet
- Evaluacion 1 de Gerencia y ProductividadDocument3 pagesEvaluacion 1 de Gerencia y ProductividadYohenny PerazaNo ratings yet
- Cubicación Diésel T-17008Document2 pagesCubicación Diésel T-17008Henry ManzanedaNo ratings yet
- Cuadrocomparativo 151120220709 Lva1 App6891Document2 pagesCuadrocomparativo 151120220709 Lva1 App6891RICARDO YAÑEZNo ratings yet
- Indicadores Abril-Junio-2014Document2 pagesIndicadores Abril-Junio-2014Henry ManzanedaNo ratings yet
- F-MA-17 (Reporte Servicio Proveedores Externos)Document1 pageF-MA-17 (Reporte Servicio Proveedores Externos)Henry ManzanedaNo ratings yet
- Presupuesto Mensual 2020Document120 pagesPresupuesto Mensual 2020Henry ManzanedaNo ratings yet
- Presupuesto Mensual 2020Document120 pagesPresupuesto Mensual 2020Henry ManzanedaNo ratings yet
- Mejora continua plantas industriales parte 1Document12 pagesMejora continua plantas industriales parte 1Henry ManzanedaNo ratings yet
- Calculo OEEDocument1 pageCalculo OEEKaizenGirlNo ratings yet
- Digital para El 13 de MayoDocument7 pagesDigital para El 13 de MayoHenry ManzanedaNo ratings yet
- Tribologia MetalurgiaDocument61 pagesTribologia MetalurgiaMarco Antonio TreviñoNo ratings yet
- Módulo 1 Actividad de InducciónDocument2 pagesMódulo 1 Actividad de InducciónHenry ManzanedaNo ratings yet
- Carta de Bienvenida Del Centro de ExtensiónDocument1 pageCarta de Bienvenida Del Centro de ExtensiónHenry ManzanedaNo ratings yet
- Descripcion de Cargo Gerente de MantenimientoDocument3 pagesDescripcion de Cargo Gerente de MantenimientoHenry ManzanedaNo ratings yet
- Inscricion Otro DiplomadoDocument1 pageInscricion Otro DiplomadoHenry ManzanedaNo ratings yet
- Rodamientos de TrasportadorasDocument1 pageRodamientos de TrasportadorasHenry ManzanedaNo ratings yet
- Módulo 1 Actividad de InducciónDocument2 pagesMódulo 1 Actividad de InducciónHenry ManzanedaNo ratings yet
- BPF en la industria farmacéutica y cosméticaDocument22 pagesBPF en la industria farmacéutica y cosméticacarlosmax5_55No ratings yet
- Parametros Del MODULODocument1 pageParametros Del MODULOHenry ManzanedaNo ratings yet
- Fo-Cah-005!2!1 Solicitud de EmpleoDocument2 pagesFo-Cah-005!2!1 Solicitud de EmpleoHenry ManzanedaNo ratings yet
- Procesos IndustrialesDocument36 pagesProcesos IndustrialesHenry ManzanedaNo ratings yet
- Factor de Potencia 1Document28 pagesFactor de Potencia 1TittoLazosNo ratings yet
- Mantenimiento Bandas Gates EspañolDocument68 pagesMantenimiento Bandas Gates EspañolJE1977No ratings yet
- JoojojojojojojojoDocument2 pagesJoojojojojojojojoHenry ManzanedaNo ratings yet
- Cómo Dimensionar y Calcular Paneles Solares Fotovoltaicos NecesariosDocument7 pagesCómo Dimensionar y Calcular Paneles Solares Fotovoltaicos NecesariosHenry ManzanedaNo ratings yet
- 1ra Variacion Ari 2017 Henry ManzanedaDocument4 pages1ra Variacion Ari 2017 Henry ManzanedaHenry ManzanedaNo ratings yet
- Costos de OpDocument3 pagesCostos de OpLIZETH HUAYLLANINo ratings yet
- Localización óptima de planta industrial mediante métodos semicuantitativosDocument7 pagesLocalización óptima de planta industrial mediante métodos semicuantitativosRosa Lorena Cruz LeónNo ratings yet
- Lectura 1 - Estrategia y Planificación EstratégicaDocument35 pagesLectura 1 - Estrategia y Planificación EstratégicaNati Nati67% (3)
- QuÉ Es Hoshin KanriDocument4 pagesQuÉ Es Hoshin KanriAnaly Cruz Barrientos0% (1)
- Manual Seccionador DADocument19 pagesManual Seccionador DAKene Aguilar Zanabria100% (1)
- Falabella Aire SplitDocument4 pagesFalabella Aire SplitJuan Ignacio RavaNo ratings yet
- CUESTIONARIODocument14 pagesCUESTIONARIOWilmin EstevezNo ratings yet
- Nom Iso - 9000 - 2015Document61 pagesNom Iso - 9000 - 2015MIKE GONZÁLEZNo ratings yet
- Introducción A La Industria OFFSHORE PDFDocument25 pagesIntroducción A La Industria OFFSHORE PDFEduardo JimenezNo ratings yet
- Proyecto de GradoDocument13 pagesProyecto de GradoKaren FonsecaNo ratings yet
- Rectificadora Universal 2017Document21 pagesRectificadora Universal 2017joelNo ratings yet
- 2020 1 Problemas de Aplicación Costos AbcDocument11 pages2020 1 Problemas de Aplicación Costos AbcKenji Mucching0% (1)
- Informe Tecnico 305-22: Datos Del Vehículo Utilizar Solamente para Casos EspecificosDocument2 pagesInforme Tecnico 305-22: Datos Del Vehículo Utilizar Solamente para Casos Especificosliz karem rosales torresNo ratings yet
- Mod-I-Pr-005 - Proceso de Zincado ElectroliticoDocument5 pagesMod-I-Pr-005 - Proceso de Zincado ElectroliticoGianfranco FernandezNo ratings yet
- Cement oDocument2 pagesCement oNiler Alonzo EspiritoNo ratings yet
- Fases Del Desarrollo de SoftwareDocument6 pagesFases Del Desarrollo de SoftwareHenry Guío ÁvilaNo ratings yet
- Antorcha BernardDocument2 pagesAntorcha BernardluisNo ratings yet
- CDocument2 pagesCRomina TorresNo ratings yet
- Gestion de La Integracion - 5.0 - v02Document115 pagesGestion de La Integracion - 5.0 - v02Jose PalmaNo ratings yet
- Ferreteria Del Norte Factura: OriginalDocument3 pagesFerreteria Del Norte Factura: OriginalgonzaloNo ratings yet
- P - 9 - FT BLQLNDocument1 pageP - 9 - FT BLQLNHelmer Yecid Roncancio RoperoNo ratings yet
- Metodo TransporteDocument5 pagesMetodo TransporteGabriela CastilloNo ratings yet
- ACTIVIDAD 3 EVIDENCIA 1actores de La Cadena de AbastecimientoDocument5 pagesACTIVIDAD 3 EVIDENCIA 1actores de La Cadena de Abastecimientoana mariaNo ratings yet