You might also like
- Ejercicio Combinados de MecanizadosDocument8 pagesEjercicio Combinados de MecanizadosLaura Emperatriz Coque GallegosNo ratings yet
- Cuestionario CHAPA P2Document9 pagesCuestionario CHAPA P2Jonathan Araya CarvajalNo ratings yet
- Problemas Resueltos de Tecnologia Mecnica1 PDFDocument35 pagesProblemas Resueltos de Tecnologia Mecnica1 PDFWilson YucraNo ratings yet
- Cap 22 Oper. de MecanizadoDocument37 pagesCap 22 Oper. de MecanizadoGilbert Peña100% (1)
- Cálculos técnicos para troqueladoDocument33 pagesCálculos técnicos para troqueladoSebastiánSalas0% (2)
- Ejercicios Resueltos RectificadoDocument7 pagesEjercicios Resueltos RectificadoJorge Hernández100% (1)
- Practica de Torneado 3 LUNETA FIJADocument6 pagesPractica de Torneado 3 LUNETA FIJABrayan Blanco MontesNo ratings yet
- U.D. (3,6) Procesos, Herramienta y Utensilios de Conformado y Deformación de La ChapaDocument75 pagesU.D. (3,6) Procesos, Herramienta y Utensilios de Conformado y Deformación de La ChapajoseNo ratings yet
- Ejercicio Economia de MecanizadoDocument6 pagesEjercicio Economia de MecanizadoOrtega Alvarado WildeNo ratings yet
- Ejercicio RefrentadoDocument4 pagesEjercicio RefrentadoErlanDuarteNo ratings yet
- Clasificación de Las Arenas de MoldeoDocument6 pagesClasificación de Las Arenas de MoldeoJosh Israel Pritchard0% (1)
- Capitulo 23 Torneado y Produccion de OrificiosDocument4 pagesCapitulo 23 Torneado y Produccion de Orificiosuriel barradas0% (1)
- Parametros de Corte Del Fresado PDFDocument2 pagesParametros de Corte Del Fresado PDFKoji Suzuki100% (1)
- Practica 3 CNCDocument4 pagesPractica 3 CNC04104647623No ratings yet
- Calculos de MatriceriaDocument7 pagesCalculos de MatriceriaXamir Suarez AlejandroNo ratings yet
- Torno, fresadora y problemas de manufacturaDocument22 pagesTorno, fresadora y problemas de manufacturaGus De LizardiNo ratings yet
- ExamenDocument269 pagesExamenKevinRuizNo ratings yet
- Ejercicios MecanizadoDocument49 pagesEjercicios Mecanizadolucian0sebastian0par100% (1)
- chSOLUCIONARIO CAP 21. PROCESOS DE SOLDADURA-FUNDAMENTOS DE MANUFACTURA MODERNA-GROOVERDocument13 pageschSOLUCIONARIO CAP 21. PROCESOS DE SOLDADURA-FUNDAMENTOS DE MANUFACTURA MODERNA-GROOVERallanNo ratings yet
- Problemas de LaminadoDocument1 pageProblemas de Laminadogreomer100% (1)
- Corte y PunzonadoDocument77 pagesCorte y PunzonadoDavid López100% (1)
- Hoja de ProcesosDocument2 pagesHoja de ProcesosCristian RodriguezNo ratings yet
- Fresadora ProblemasDocument64 pagesFresadora ProblemasMiguel2694No ratings yet
- Ilide - Info Ejercicios Mecanizado PRDocument14 pagesIlide - Info Ejercicios Mecanizado PRIsaias VeizagaNo ratings yet
- Ejemplo Pieza Torneado CNC Con WINUNISOFT PDFDocument5 pagesEjemplo Pieza Torneado CNC Con WINUNISOFT PDFarnaldodsNo ratings yet
- División Diferencial en El Divisor UniversalDocument7 pagesDivisión Diferencial en El Divisor UniversalAlex GonzálezNo ratings yet
- Ejercicios Resueltos Diagrama Hierro CabDocument411 pagesEjercicios Resueltos Diagrama Hierro Cabkevin gasteluNo ratings yet
- Ejercicios de LaminadoDocument2 pagesEjercicios de LaminadoJonathanAB-DiazNo ratings yet
- Examen Procesos Industriales1Document4 pagesExamen Procesos Industriales1EDGARDO JOSE TEJEDA MANGANo ratings yet
- Reembutido y Estiarado de La Chapa Segunda Parte PDFDocument68 pagesReembutido y Estiarado de La Chapa Segunda Parte PDFJuancito TucupeiNo ratings yet
- Tabla de Velocidad de CorteDocument5 pagesTabla de Velocidad de CorteAntonio DelgadoNo ratings yet
- Cuestionario 3 2020 e Tecnologia de Los MetalesDocument14 pagesCuestionario 3 2020 e Tecnologia de Los MetalesBryan Antonio Tandazo YaguanaNo ratings yet
- Mecanizado de engranajesDocument4 pagesMecanizado de engranajesOtoniel Olán JiménezNo ratings yet
- Ejercicios Aparato DivisorDocument1 pageEjercicios Aparato DivisorIsel NufioNo ratings yet
- Por qué el fresado es un proceso versátilDocument2 pagesPor qué el fresado es un proceso versátilVictor LojaNo ratings yet
- Tiempos de MecanizadoDocument11 pagesTiempos de MecanizadoBilly davilaNo ratings yet
- Corte ortogonal mecánicaDocument30 pagesCorte ortogonal mecánicajoaquinNo ratings yet
- Ejercicio 2 Prensa para TapasDocument7 pagesEjercicio 2 Prensa para TapasJose CabalNo ratings yet
- GTZ - Ejercicios Calculo Tecnico-6Document1 pageGTZ - Ejercicios Calculo Tecnico-6Arelis Coraizaca100% (2)
- Informe Visita MatriceriaDocument6 pagesInforme Visita MatriceriaNathaly VillacisNo ratings yet
- Accesorios Del TornoDocument5 pagesAccesorios Del TornoKarlos Alexis Vasquez ArcisNo ratings yet
- Clase Practica #4Document4 pagesClase Practica #4Hugo Romero0% (1)
- Taller Extrusión y EstiradoDocument3 pagesTaller Extrusión y EstiradoJohana RamirezNo ratings yet
- Evaluame 2Document29 pagesEvaluame 2edr82No ratings yet
- Test 2 MantenimientoDocument41 pagesTest 2 MantenimientoDrimec Srl0% (1)
- Leccion 7 y 8Document18 pagesLeccion 7 y 8william orlando serpa veraNo ratings yet
- Taller de Mecanizado-01-03-2021Document3 pagesTaller de Mecanizado-01-03-2021Cristian VanegasNo ratings yet
- FSTF Ex 1 - Sin SolucionesDocument10 pagesFSTF Ex 1 - Sin SolucionesMmrtnNo ratings yet
- Jun2015 2P FINAL Test - SolucionDocument2 pagesJun2015 2P FINAL Test - SolucionYaiza CastilloNo ratings yet
- 2019 04 03 Enunciado Cuestiones ADocument6 pages2019 04 03 Enunciado Cuestiones AIsabel Font CarrióNo ratings yet
- AsdfghjDocument78 pagesAsdfghjDiego CamposanoNo ratings yet
- Cuestionario de Procesos de Arranque de VirutaDocument6 pagesCuestionario de Procesos de Arranque de VirutaJoanita QuispeNo ratings yet
- FSTF Ex 1Document10 pagesFSTF Ex 1MmrtnNo ratings yet
- Examen Fabricación EEIDocument5 pagesExamen Fabricación EEIXoel ÁlvarezNo ratings yet
- Taller de Mecanizado-01-03-2021Document4 pagesTaller de Mecanizado-01-03-2021Estefany CastellanosNo ratings yet
- Procesos de manufactura y mecanizadoDocument54 pagesProcesos de manufactura y mecanizadoAlexander BustamanteNo ratings yet
- Cuestionario FresadoraDocument6 pagesCuestionario FresadoraRonny koornNo ratings yet
- Taller de Mecanizado-01-03-2021 Cristian VanegasDocument4 pagesTaller de Mecanizado-01-03-2021 Cristian VanegasCristian VanegasNo ratings yet
- 1er Eparcial Maquinaria IndustrialDocument5 pages1er Eparcial Maquinaria IndustrialMoisés Vázquez ToledoNo ratings yet
- Diseño de utillajes, matricería y prototipado con SolidWorksFrom EverandDiseño de utillajes, matricería y prototipado con SolidWorksRating: 3 out of 5 stars3/5 (1)
- 416D, 420D, 424D, 428D, 430D, 432D, 442D, Manual-de-Operacion 50 PagDocument42 pages416D, 420D, 424D, 428D, 430D, 432D, 442D, Manual-de-Operacion 50 PagCristian amed Claros Zambrana100% (1)
- Diagrama Ecm N300 2012 PDFDocument11 pagesDiagrama Ecm N300 2012 PDFHugo Villca100% (1)
- Curso Aire Acondicionado 2 ParteDocument15 pagesCurso Aire Acondicionado 2 ParteChristian GzNo ratings yet
- DERBY-Diagrama Elctrico - Motor 1.8L-72 KW - BUR - JAGDocument11 pagesDERBY-Diagrama Elctrico - Motor 1.8L-72 KW - BUR - JAGAlberto Abarca100% (13)
- Tabelas de Referência para Sistema de Ar Condicinado AutomotivoDocument1 pageTabelas de Referência para Sistema de Ar Condicinado AutomotivoHugo VillcaNo ratings yet
- Espero Sirva Lo Entender N Los Mas Veteranos 1592493874Document17 pagesEspero Sirva Lo Entender N Los Mas Veteranos 1592493874OscarNo ratings yet
- Tabela Lubrificantes DieselDocument1 pageTabela Lubrificantes DieselThiago MartinsNo ratings yet
- 48 Renault Megane II 1600 16vDocument4 pages48 Renault Megane II 1600 16vPablo Nuñez100% (1)
- Tabelas de Referência para Sistema de Ar Condicinado Automotivo - Docx-1Document1 pageTabelas de Referência para Sistema de Ar Condicinado Automotivo - Docx-1Hugo VillcaNo ratings yet
- Cursotallercauzaraiz 150710214619 Lva1 App6891Document91 pagesCursotallercauzaraiz 150710214619 Lva1 App6891Juan Luis Campos Cieza100% (2)
- Diagnóstico Can BusDocument13 pagesDiagnóstico Can BusHugo VillcaNo ratings yet
- Curso-Aire-Acondicionado-1parte (De HTTPWWW - Mecanicavirtual.org)Document11 pagesCurso-Aire-Acondicionado-1parte (De HTTPWWW - Mecanicavirtual.org)Scribder XNo ratings yet
- DESBLOQUEO PEUGEOT MODO ECONOMÍA EN 30 MINDocument2 pagesDESBLOQUEO PEUGEOT MODO ECONOMÍA EN 30 MINRaul Villagomez76% (42)
- VW PDFDocument35 pagesVW PDFluis niño100% (4)
- Scania K380 Comfort Shift, CS-Descripción de FuncionamientoDocument32 pagesScania K380 Comfort Shift, CS-Descripción de FuncionamientoJavier Pachas Melgar84% (32)
- Esquema Electrico Citroen C5 2.0Document2 pagesEsquema Electrico Citroen C5 2.0Miguel ruiz75% (8)
- El Aceite Contiene CombustibleDocument2 pagesEl Aceite Contiene CombustibleHugo VillcaNo ratings yet
- Citroen ZX 1.6 - 1.8Document14 pagesCitroen ZX 1.6 - 1.8Hugo VillcaNo ratings yet
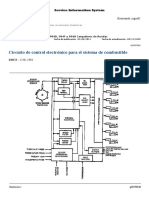
- Circuito de Control Electrónico para El Sistema de CombustibleDocument2 pagesCircuito de Control Electrónico para El Sistema de CombustibleHugo VillcaNo ratings yet
- El Escape Tiene Exceso de Humo NegroDocument2 pagesEl Escape Tiene Exceso de Humo NegroHugo VillcaNo ratings yet
- Inspección VisualDocument3 pagesInspección VisualHugo VillcaNo ratings yet
- Diagrama de Conexiones Del SistemaDocument4 pagesDiagrama de Conexiones Del SistemaHugo VillcaNo ratings yet
- Información GeneralDocument7 pagesInformación GeneralHugo VillcaNo ratings yet
- Componentes Del Sistema de Control ElectrónicoDocument2 pagesComponentes Del Sistema de Control ElectrónicoHugo VillcaNo ratings yet
- Prácticas de Conexión A TierraDocument2 pagesPrácticas de Conexión A TierraHugo VillcaNo ratings yet
- Sistema de Arranque NeumáticoDocument3 pagesSistema de Arranque NeumáticoHugo VillcaNo ratings yet
- Operación Del Sistema EléctricoDocument1 pageOperación Del Sistema EléctricoHugo VillcaNo ratings yet
- Instalación de Product LinkDocument3 pagesInstalación de Product LinkHugo VillcaNo ratings yet
- Sistema de CargaDocument1 pageSistema de CargaHugo VillcaNo ratings yet
- Presión Del Sistema de Aire - PurgarDocument2 pagesPresión Del Sistema de Aire - PurgarHugo VillcaNo ratings yet
- Catálogo Cristal 2012. Grupo CRISOLDocument23 pagesCatálogo Cristal 2012. Grupo CRISOLGrupo CRISOLNo ratings yet
- 4 Recetas Pasteles BasicosDocument8 pages4 Recetas Pasteles BasicosCeles TeNo ratings yet
- Cerveceria Artersanal KrossDocument4 pagesCerveceria Artersanal KrossAlkesitaNo ratings yet
- Como Seleccionar Un Plastico de InvernaderoDocument4 pagesComo Seleccionar Un Plastico de InvernaderoEduin Yohan Montañez FloresNo ratings yet
- ATS - PreludioDocument2 pagesATS - PreludioVeronica Morote AguilarNo ratings yet
- Son Todos Aquellos Utensilios Que Se Necesitan para CortarDocument12 pagesSon Todos Aquellos Utensilios Que Se Necesitan para CortarDaniel AlfaroNo ratings yet
- PerfilDocument7 pagesPerfilfredyNo ratings yet
- Contaminación cruzadaDocument1 pageContaminación cruzadaMyriam BarriosNo ratings yet
- 01 - Pantalones Se Lujo PDFDocument578 pages01 - Pantalones Se Lujo PDFantouzaNo ratings yet
- El Barbasco o CubeDocument9 pagesEl Barbasco o CubeatilanoNo ratings yet
- Plan de Negocios ConfeccionDocument31 pagesPlan de Negocios ConfeccionMichael Correa VelezNo ratings yet
- Decoracion de PlatosDocument10 pagesDecoracion de PlatostonyaiorusNo ratings yet
- Calzado Tipo Tennis b21-0064Document1 pageCalzado Tipo Tennis b21-0064kevinNo ratings yet
- Arma Tu Propio PuffDocument48 pagesArma Tu Propio Puffmaria547100% (1)
- Recetario NestleDocument18 pagesRecetario NestleIliana77No ratings yet
- ElLexicoCaracteristicoDeLosVallesDelCidacosYDelAlh 1067876Document0 pagesElLexicoCaracteristicoDeLosVallesDelCidacosYDelAlh 1067876Xiao RoelNo ratings yet
- La Temperatura y El VinoDocument0 pagesLa Temperatura y El VinoMártinNo ratings yet
- Recetas spa de baños y mascarillas desintoxicantesDocument3 pagesRecetas spa de baños y mascarillas desintoxicantesjv9937No ratings yet
- Tesis PowerpointDocument132 pagesTesis PowerpointCarmen Ari RuelasNo ratings yet
- Proyecto Final de Marketing Operativo Bembos InformeDocument10 pagesProyecto Final de Marketing Operativo Bembos InformeMartino Gavilanes89% (9)
- Envasado de La Leche 1Document15 pagesEnvasado de La Leche 1MayraMayaNo ratings yet
- Maquinaria, Equipos y Utensilios en La IndustriaDocument26 pagesMaquinaria, Equipos y Utensilios en La IndustriaNeyda Yomar76% (41)
- Crema FacialDocument7 pagesCrema FacialR Carlos AlvarezNo ratings yet
- Mecanismos de levas: conceptos básicosDocument34 pagesMecanismos de levas: conceptos básicosRene Rdz VillaNo ratings yet
- Crema PasteleraDocument4 pagesCrema PasteleraYosser Said Lopez BlancoNo ratings yet
- Pricipales Tipos de Consumidores PDFDocument13 pagesPricipales Tipos de Consumidores PDFDaniel Pozo75% (4)
- Dialogo Entre Cholo Juanito y Richar Douglas 2Document5 pagesDialogo Entre Cholo Juanito y Richar Douglas 2Metuso Turquia Sorbia60% (5)
- Concha UrquizaDocument23 pagesConcha UrquizaHikari100No ratings yet
- Diapositivas de Teijdo Plano y PuntoDocument38 pagesDiapositivas de Teijdo Plano y PuntoHeidy Lorena Choque Maguiña100% (1)