You might also like
- Curvas de congelación de alimentos y velocidad de congelaciónDocument20 pagesCurvas de congelación de alimentos y velocidad de congelaciónLino Zanchez0% (1)
- La Corrosión de Envases Metálicos para ConservasDocument7 pagesLa Corrosión de Envases Metálicos para ConservasJonny Bayas Cordova100% (4)
- Examen LaministeriaDocument2 pagesExamen LaministeriaStephany SolísNo ratings yet
- Ensayo en Envases Metalicos y Sus BarnicesDocument10 pagesEnsayo en Envases Metalicos y Sus BarnicesAlci Acosta Velasquez0% (1)
- Encuesta NutricionalDocument2 pagesEncuesta NutricionalFernando67% (3)
- Ecuaciones para estimar tiempo de congelaciónDocument10 pagesEcuaciones para estimar tiempo de congelaciónsamanthaNo ratings yet
- Ensayo en envases metálicos y sus barnicesDocument10 pagesEnsayo en envases metálicos y sus barnicesYeltsin SantiagoNo ratings yet
- Ensayo en Envases Metalicos y Sus BarnicesDocument12 pagesEnsayo en Envases Metalicos y Sus BarnicesGabrielaPilar50% (2)
- Envases Metalicos Caracteristicas y USosDocument8 pagesEnvases Metalicos Caracteristicas y USosOliver RomeroNo ratings yet
- Resistencia de Los Envaces Metalicos Frente A Los Ácidos PDFDocument60 pagesResistencia de Los Envaces Metalicos Frente A Los Ácidos PDFsideralNo ratings yet
- Curvas de Congelacion de AlimentosDocument19 pagesCurvas de Congelacion de AlimentosErick100% (1)
- PRACTICA N03 - Evaluación de La Resistencia de Los Envases Metálicos PDFDocument47 pagesPRACTICA N03 - Evaluación de La Resistencia de Los Envases Metálicos PDFjose0% (1)
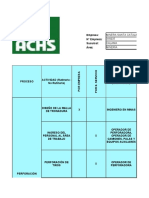
- Matriz IPER CADocument23 pagesMatriz IPER CAOmar Ramírez100% (1)
- Practica N°3 Ensayos en Envases y Embalajes MetalicosDocument4 pagesPractica N°3 Ensayos en Envases y Embalajes MetalicosOctavio Bernabe Paredes OcampoNo ratings yet
- CLASE 5. Envases de VidrioDocument28 pagesCLASE 5. Envases de VidrioAnonymous E3pjFwNo ratings yet
- Procesos agroindustriales II: Conservación de frutas y hortalizasDocument81 pagesProcesos agroindustriales II: Conservación de frutas y hortalizasAlexander HuachihuacoNo ratings yet
- ENVASES METALICOS - Docx INFORME FINALDocument44 pagesENVASES METALICOS - Docx INFORME FINALLisbeth Monzon Contreras100% (1)
- Determinacion Del Espesor y Gramaje de Materiales de Envase y EmbalajeDocument12 pagesDeterminacion Del Espesor y Gramaje de Materiales de Envase y EmbalajeRody Andres ArquezNo ratings yet
- Control de Calidad Envases de HojalataDocument7 pagesControl de Calidad Envases de HojalataAracely JofréNo ratings yet
- Corrsosión de Envases 1Document38 pagesCorrsosión de Envases 1Carmen Vega Horna100% (1)
- Envases Metalicos - Docx Informe FinalDocument44 pagesEnvases Metalicos - Docx Informe FinalAna Isabel Ruiz SanchezNo ratings yet
- Estrés TermicoDocument19 pagesEstrés TermicoSerJaLuNo ratings yet
- Corrosion de Envases Metalicos Frente A Los Acidos 6Document41 pagesCorrosion de Envases Metalicos Frente A Los Acidos 6Juno Colchao García100% (4)
- Envases Metálicos InvestigaciónDocument88 pagesEnvases Metálicos InvestigaciónRodrigo ERivas100% (2)
- Corrosión de Los Envases de HojalataDocument22 pagesCorrosión de Los Envases de HojalataBrayan A. Damian TolentinoNo ratings yet
- Control de Cierres, en Envases de Hojalata y VidrioDocument18 pagesControl de Cierres, en Envases de Hojalata y VidrioSheyla Yarleque0% (1)
- Determinacion Del Espesor y Gramaje de Materiales de Envase y EmbalajeDocument13 pagesDeterminacion Del Espesor y Gramaje de Materiales de Envase y EmbalajeDana Branch100% (3)
- Paolo GuerreroDocument10 pagesPaolo GuerreroFernandoNo ratings yet
- Tipos de Hojalatas Del PescadoDocument6 pagesTipos de Hojalatas Del PescadoNorma ChinlliNo ratings yet
- Evaluación de la corrosión en envases de hojalataDocument26 pagesEvaluación de la corrosión en envases de hojalataEli Poma CcenchoNo ratings yet
- Práctica N 03 Evaluación de La Resistencia de Los Envases Metálicos 1Document26 pagesPráctica N 03 Evaluación de La Resistencia de Los Envases Metálicos 1Alexander CordovaNo ratings yet
- CORROSIÓN DE ENVASES DE HOJALATA FinalizadoDocument17 pagesCORROSIÓN DE ENVASES DE HOJALATA FinalizadoMit TorresNo ratings yet
- Identificación de plásticos por características de quemadoDocument4 pagesIdentificación de plásticos por características de quemadoJustine LewisNo ratings yet
- Describa Las CaracterísticasDocument1 pageDescriba Las CaracterísticasMaria Huanchi CondoriNo ratings yet
- Envases MetalicosDocument25 pagesEnvases MetalicosK-ren Pao Ramos Arrieta100% (2)
- Medición permeabilidad olores-sabor materiales empaquesDocument21 pagesMedición permeabilidad olores-sabor materiales empaquesJeiner CarrascoNo ratings yet
- Evaluación cartón temperaturasDocument29 pagesEvaluación cartón temperaturasRony Lopez PerezNo ratings yet
- Practica Nº3 de EnvasesDocument25 pagesPractica Nº3 de EnvasesJhon FloresNo ratings yet
- Historia del enlatado y tipos de envases metálicosDocument30 pagesHistoria del enlatado y tipos de envases metálicoshectores85No ratings yet
- Práctica N°1 - Determinación de La Resistencia Del Cartón en Distintas Condiciones de Temperatura - Garay Peña - León VásquezDocument23 pagesPráctica N°1 - Determinación de La Resistencia Del Cartón en Distintas Condiciones de Temperatura - Garay Peña - León VásquezLeon VásquezNo ratings yet
- CONTROL DE CALIDAD DE LATASDocument13 pagesCONTROL DE CALIDAD DE LATASZoe MendozaNo ratings yet
- Control de Calidad de Cierres en Envases de MetaliDocument5 pagesControl de Calidad de Cierres en Envases de MetaliJessicaNo ratings yet
- Envases de HojalataDocument18 pagesEnvases de Hojalatakarla RamirezNo ratings yet
- Monografia - 02 - Materiales Novedosos y Modernos para La Elaboración de Envases en AgroindustriaDocument20 pagesMonografia - 02 - Materiales Novedosos y Modernos para La Elaboración de Envases en AgroindustriaCristhian Gonzales SalinasNo ratings yet
- Practica Dirigida N°1 - Inge IiDocument13 pagesPractica Dirigida N°1 - Inge IiZarai Carbajal MagallanesNo ratings yet
- Lata de AluminioDocument14 pagesLata de AluminiodanielaNo ratings yet
- Determinación de La Permeabilidad en Empaques PlásticosDocument72 pagesDeterminación de La Permeabilidad en Empaques PlásticosLupitaYANo ratings yet
- Trabajo de Maquinarias. 1Document20 pagesTrabajo de Maquinarias. 1Noel MoriNo ratings yet
- LABO 4 INGE 2 Adsorcion FinalDocument15 pagesLABO 4 INGE 2 Adsorcion FinalRaquel Rafael Rivas0% (1)
- Determinación de Capa de Estaño e Identificación de Barnices en Envases MetálicosDocument17 pagesDeterminación de Capa de Estaño e Identificación de Barnices en Envases MetálicosVere Mili100% (1)
- EscaldadoDocument12 pagesEscaldadoroosvelt vasquez chicoma100% (3)
- Identificación de materiales de envases y embalajes alimenticiosDocument5 pagesIdentificación de materiales de envases y embalajes alimenticiosKyle Valentine CollenNo ratings yet
- Conserva de paco en salsa de tomateDocument3 pagesConserva de paco en salsa de tomateElida Betzabe Cahuana FloresNo ratings yet
- Identificación de materiales de envase y embalaje alimentarioDocument13 pagesIdentificación de materiales de envase y embalaje alimentarioBrenda Paola Pumahuanca AndiaNo ratings yet
- Practica 4 - Permeabilidad de Los Materiales EnvasadosDocument48 pagesPractica 4 - Permeabilidad de Los Materiales EnvasadosJeferson Echevarria AlarconNo ratings yet
- P-3 Determinación de Indice de RefracciónDocument12 pagesP-3 Determinación de Indice de RefracciónLaleska Salinas FallaNo ratings yet
- Evaluación de cierres en latasDocument18 pagesEvaluación de cierres en latasMelisa Soledad Barco JaraNo ratings yet
- Envases metálicos para alimentosDocument30 pagesEnvases metálicos para alimentosRebeca Rodriguez Ruiz75% (4)
- ENVASE DE VIDRIO INNOVADORDocument36 pagesENVASE DE VIDRIO INNOVADORSous AlfreddNo ratings yet
- Conservas de DuraznoDocument35 pagesConservas de DuraznoZamora Zamora Alicia0% (1)
- METALICOS EnvasesDocument55 pagesMETALICOS EnvasesFlor ViancosNo ratings yet
- Envase de VidrioDocument26 pagesEnvase de Vidriodanny molinaNo ratings yet
- Flujograma Cebolla EncurtidaDocument1 pageFlujograma Cebolla EncurtidaProd. LeroiNo ratings yet
- Ensayo de Envases de MetalicosDocument13 pagesEnsayo de Envases de MetalicosCarmen Alarcón100% (1)
- Informe #6 - Control de Calidad de Barnices en Embalajes MetálicosDocument12 pagesInforme #6 - Control de Calidad de Barnices en Embalajes Metálicoslinley gabriel kajekui collantesNo ratings yet
- Matriz IPER ENVIODocument47 pagesMatriz IPER ENVIOFernandoNo ratings yet
- Análisis sensorial y pruebas estadísticasDocument8 pagesAnálisis sensorial y pruebas estadísticasFernando0% (1)
- Práctica 4 Analisis SensorialDocument11 pagesPráctica 4 Analisis SensorialFernandoNo ratings yet
- DESTILACIÓNDocument41 pagesDESTILACIÓNFernandoNo ratings yet
- Análisis Estadísticos Aplicada A Las Pruebas SensorialesDocument8 pagesAnálisis Estadísticos Aplicada A Las Pruebas SensorialesFernandoNo ratings yet
- Determinación de humedad y ceniza en alimentosDocument4 pagesDeterminación de humedad y ceniza en alimentosleydiNo ratings yet
- PDFDocument79 pagesPDFAída Ingrith MartinezNo ratings yet
- DESCRIPTIVASDocument14 pagesDESCRIPTIVASFernandoNo ratings yet
- Analisis SensorialDocument13 pagesAnalisis SensorialFernandoNo ratings yet
- Dialnet UsoDePruebasAfectivasDiscriminatoriasYDescriptivas 6560198 PDFDocument11 pagesDialnet UsoDePruebasAfectivasDiscriminatoriasYDescriptivas 6560198 PDFVíctor Hugo Ramos AlfaroNo ratings yet
- Ron CatavioDocument3 pagesRon CatavioFernandoNo ratings yet
- PRACTICA #02 - Medición de Permeabilidad de EnvasesDocument5 pagesPRACTICA #02 - Medición de Permeabilidad de EnvasesFernandoNo ratings yet
- Refrigeración 2Document12 pagesRefrigeración 2FernandoNo ratings yet
- Efecto de La Temperatura en AceitesDocument13 pagesEfecto de La Temperatura en AceitesAlex Escobedo FloresNo ratings yet
- Acción de la bromelina e identificación de aminoácidos en gelatinaDocument8 pagesAcción de la bromelina e identificación de aminoácidos en gelatinaFernandoNo ratings yet
- VITAMINADocument14 pagesVITAMINAFernandoNo ratings yet
- Tension Superficial...Document8 pagesTension Superficial...FernandoNo ratings yet
- Fermentacion AlcohólicaDocument7 pagesFermentacion AlcohólicaFernandoNo ratings yet
- Obtencion Del Gluten de La Harina de TrigoDocument9 pagesObtencion Del Gluten de La Harina de TrigoLisbeth Miyoun Sunhg67% (3)
- Variables marketing básicasDocument40 pagesVariables marketing básicasRina Valera VasquezNo ratings yet
- Nutri Cenizas y HumedaDocument16 pagesNutri Cenizas y HumedaFernandoNo ratings yet
- Obesidad de Niños Escolares DeperuDocument2 pagesObesidad de Niños Escolares DeperuFernandoNo ratings yet
- RefrigeracionDocument11 pagesRefrigeracionFernandoNo ratings yet
- Obesidad de Niños Escolares DeperuDocument2 pagesObesidad de Niños Escolares DeperuFernandoNo ratings yet
- Determinación de La Vida Útil de Un Producto.Document8 pagesDeterminación de La Vida Útil de Un Producto.FernandoNo ratings yet
- Cenizas y HumedaDocument16 pagesCenizas y HumedaFernando100% (1)
- Construcion de IsotermaDocument11 pagesConstrucion de IsotermaFernandoNo ratings yet
- Diseño en Climas Cálidos - Alan KonyaDocument147 pagesDiseño en Climas Cálidos - Alan KonyaGonzalo Acosta MijaresNo ratings yet
- Metrología de La Formas (Rugosidad)Document28 pagesMetrología de La Formas (Rugosidad)Jhon VergaraNo ratings yet
- HT Membranil Vista V01.2017Document2 pagesHT Membranil Vista V01.2017Freddy Jahaziel Rodriguez CerveraNo ratings yet
- TVC 24 BGH LCD Bl2410sDocument35 pagesTVC 24 BGH LCD Bl2410sMauricio Raul RotmanNo ratings yet
- Vocabulario Astronómico MapucheDocument14 pagesVocabulario Astronómico MapuchePatricia Cecilia Dedos de PapelNo ratings yet
- Química General aplicada a la Ingeniería EléctricaDocument173 pagesQuímica General aplicada a la Ingeniería EléctricaValeria RodriguezNo ratings yet
- Ecuaciones Clásicas de Johnson Mehl AvramiDocument2 pagesEcuaciones Clásicas de Johnson Mehl Avramiapi-26360100No ratings yet
- Modulo Metodos CuantitativosDocument86 pagesModulo Metodos CuantitativosOsWaldo Perez0% (1)
- Diagrama de Solidificación - AleacionesDocument6 pagesDiagrama de Solidificación - AleacionesDaniel Villanueva BautistaNo ratings yet
- Envase para Sopa .Document13 pagesEnvase para Sopa .Magda Sarai DiazNo ratings yet
- Informe de Practicas Davico ObservaDocument85 pagesInforme de Practicas Davico ObservaJoel NardyNo ratings yet
- Informe de Ondas de SonidoDocument5 pagesInforme de Ondas de SonidoJunior Jerik Vilca Yucra25% (4)
- Prueba Parcial de Matematica II Medio, Factorizacion 2Document3 pagesPrueba Parcial de Matematica II Medio, Factorizacion 2Profe GabbyNo ratings yet
- CalculoDocument4 pagesCalculoT.R.No ratings yet
- La Medida de PH y El Electrodo de VidrioDocument4 pagesLa Medida de PH y El Electrodo de VidrioKelly PrioloNo ratings yet
- Himnario Majestuoso CompletoDocument1 pageHimnario Majestuoso Completoalonso2josue2chuman2No ratings yet
- Los Metales en La Construcción - Jhonatan RamosDocument3 pagesLos Metales en La Construcción - Jhonatan RamosJhonatan Ramos ChiroqueNo ratings yet
- Modelo RaschDocument21 pagesModelo RaschFabian GonzalezNo ratings yet
- Características de Los PalpadoresDocument7 pagesCaracterísticas de Los PalpadoresNani SierraNo ratings yet
- LAB6 - Nivel - Flujo Deza Tito Omar-Rivadeneira MichaelDocument12 pagesLAB6 - Nivel - Flujo Deza Tito Omar-Rivadeneira MichaelOmarZhito DezaNo ratings yet
- Proyecto CARGADORDocument22 pagesProyecto CARGADORVinicio TigseNo ratings yet
- 3-6-19 1er Parcial - Metodologia AnalisisDocument15 pages3-6-19 1er Parcial - Metodologia AnalisisDariana OsuchNo ratings yet
- Compensadores ArturoDocument4 pagesCompensadores ArturoGenaro OrtegaNo ratings yet
- Soldadura Con CautinDocument9 pagesSoldadura Con CautinEduardo Mateo NavarreteNo ratings yet
- Problemas de Optica Fisica MedicinaDocument2 pagesProblemas de Optica Fisica MedicinaPatricia Diaz100% (1)
- Informe PracticaDocument20 pagesInforme PracticaveronicaNo ratings yet