You might also like
- Procesamiento de PolímerosDocument68 pagesProcesamiento de PolímerosJulio César MurgueytioNo ratings yet
- Curso de Extrusion IIDocument98 pagesCurso de Extrusion IIYoshymar ParedesNo ratings yet
- Proceso de Extrusión de Barras Cuadradas de PlasticoDocument14 pagesProceso de Extrusión de Barras Cuadradas de PlasticoCristhian Garcia LopezNo ratings yet
- Moldeo de polímeros por extrusiónDocument33 pagesMoldeo de polímeros por extrusiónMoulitieNo ratings yet
- Extrusora PDFDocument69 pagesExtrusora PDFMarvin Gonzales Mestanza100% (2)
- Extrusión PVC tubería: cambios propiedades materialDocument14 pagesExtrusión PVC tubería: cambios propiedades materialDiego AcevedoNo ratings yet
- Fabricación de tuberías PVC: Proceso completoDocument16 pagesFabricación de tuberías PVC: Proceso completoHugo Andérica100% (1)
- Memoria - Plastisoles PVCDocument30 pagesMemoria - Plastisoles PVCAlvaroNo ratings yet
- Extrusión y Extrusión Soplado PDFDocument14 pagesExtrusión y Extrusión Soplado PDFAlejandra GonzálezNo ratings yet
- Secado de ResinasDocument8 pagesSecado de ResinasJorge Luis García EliseaNo ratings yet
- Taller - Control Temperatura TC4SDocument1 pageTaller - Control Temperatura TC4SMANUEL VACCANo ratings yet
- Historia y usos PPDocument9 pagesHistoria y usos PPOOnly AnythaNo ratings yet
- EXTRUSORAS PARA LA FABRICACIÓN DE PELÍCULAS DE POLIETILENODocument21 pagesEXTRUSORAS PARA LA FABRICACIÓN DE PELÍCULAS DE POLIETILENODarwin Lenin Iza PradoNo ratings yet
- Historia de Maquinas de InyeccionDocument18 pagesHistoria de Maquinas de InyeccionAdrianArvizuNo ratings yet
- Arburg Customer Training Mexico 680775 Es MXDocument24 pagesArburg Customer Training Mexico 680775 Es MXManuelNo ratings yet
- Catalogo ExtrusionDocument10 pagesCatalogo ExtrusionJesson RodríguezNo ratings yet
- Trabajo de Procesos TermoplasticosDocument57 pagesTrabajo de Procesos TermoplasticosMaxis Gonzalez100% (2)
- Cómo Calcular La Calidad de Una Caja de CartónDocument8 pagesCómo Calcular La Calidad de Una Caja de CartónDaniela GuardiaNo ratings yet
- Galvanica InformacionDocument396 pagesGalvanica InformacionTravis ClarkNo ratings yet
- Tesis Doc Carton OnduladoDocument459 pagesTesis Doc Carton Onduladocorrecorrecorre12350% (2)
- Manual Rectificador Trifasico InelproDocument11 pagesManual Rectificador Trifasico InelproSUPERVISOR100% (1)
- Las 53 Variables Del Proceso de La SerigrafíaDocument8 pagesLas 53 Variables Del Proceso de La Serigrafíacamarillo_erickNo ratings yet
- Extrusion TermoformadoDocument150 pagesExtrusion TermoformadoDiego Riaño100% (1)
- Fabrica Salome PDFDocument79 pagesFabrica Salome PDFSandrita Nuñez100% (1)
- Plásticos HerramentalDocument52 pagesPlásticos HerramentalJesús VazquezNo ratings yet
- Guia Solucion de Problemas Extrusion Soplado PDFDocument4 pagesGuia Solucion de Problemas Extrusion Soplado PDFrussi89No ratings yet
- La Maquina de InyeccionDocument43 pagesLa Maquina de Inyeccionpixma_it0% (1)
- Descripción de La Técnica de Moldeo Por CompresiónDocument4 pagesDescripción de La Técnica de Moldeo Por CompresiónLinibeth UrdanetaNo ratings yet
- Defectos en Las Partes Moldeadas - CAUSAS y SOLUCIONESDocument21 pagesDefectos en Las Partes Moldeadas - CAUSAS y SOLUCIONESfabianNo ratings yet
- Conformado de PlásticoDocument85 pagesConformado de PlásticoluzNo ratings yet
- Rotomoldeo FinalDocument27 pagesRotomoldeo FinalYair XrNo ratings yet
- ESPUMACIÓNDocument2 pagesESPUMACIÓNReal Dvg100% (1)
- Proceso de SopladoDocument36 pagesProceso de SopladoDiego RomeroNo ratings yet
- EXTRUSIONDocument8 pagesEXTRUSIONGianfrancoNo ratings yet
- Reciclaje TermoplásticosDocument16 pagesReciclaje Termoplásticosnatxa123456789100% (3)
- Catalogo Linea GammaDocument43 pagesCatalogo Linea GammaElvio CeresatoNo ratings yet
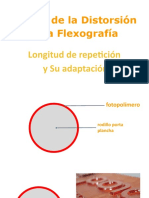
- Cálculo de La Distorsión en La FlexografíaDocument6 pagesCálculo de La Distorsión en La FlexografíaSergio TellezNo ratings yet
- Ranking de Las Principales Empresas Del Sector de Cartón OnduladoDocument2 pagesRanking de Las Principales Empresas Del Sector de Cartón OnduladomarcosmonterrosogNo ratings yet
- La Inyeccion en Forma Breve y Sucita - Es Por Sumitomo DemagDocument67 pagesLa Inyeccion en Forma Breve y Sucita - Es Por Sumitomo DemagIván Campa Degante100% (3)
- Moldeo Por SopladoDocument9 pagesMoldeo Por SopladoBetsabe AndarciaNo ratings yet
- Fabricacion de Fibra de Vidrio Por Joaquin SolanaDocument15 pagesFabricacion de Fibra de Vidrio Por Joaquin SolanaCristian GaviriaNo ratings yet
- Utilización de Preforms de PET Después de CalentadasDocument115 pagesUtilización de Preforms de PET Después de CalentadasOsmany Enriquez QuintanaNo ratings yet
- Informe Resinas de Neopreno 1Document42 pagesInforme Resinas de Neopreno 1Rafael PunchinNo ratings yet
- DobladoraAutomatizadaDocument25 pagesDobladoraAutomatizadaFacundo SNo ratings yet
- Moldeo Por Inyeccion Examen OposicionDocument10 pagesMoldeo Por Inyeccion Examen OposicionLuis Mendoza PintoNo ratings yet
- Todo Sobre ExtrusionDocument162 pagesTodo Sobre ExtrusionHoracio Diez FontanaNo ratings yet
- Moldeo por soplado: proceso y aplicacionesDocument55 pagesMoldeo por soplado: proceso y aplicacionesJohnnathan Javier MedinaNo ratings yet
- Formulacion Espumas PoliuretanoDocument12 pagesFormulacion Espumas PoliuretanoFher Rojaz Fuentz100% (1)
- Soluciones Artecola México PRESENTACIONDocument22 pagesSoluciones Artecola México PRESENTACIONAlexander GallardoNo ratings yet
- Catalogo BandasDocument16 pagesCatalogo Bandassagaprime100% (1)
- QUE ES EL CNC Manual Contruccion CaseraDocument24 pagesQUE ES EL CNC Manual Contruccion CaseraAlex MartinezNo ratings yet
- Moldeo por soplado de piezas huecasDocument21 pagesMoldeo por soplado de piezas huecasAlejandro LoyolaNo ratings yet
- Maquinas CoserDocument6 pagesMaquinas CoserCarlos Roberto Calderon DavilaNo ratings yet
- Extrusion y Soplado de PolimerosDocument7 pagesExtrusion y Soplado de PolimerosJhonatan MontalvoNo ratings yet
- Semana 04 Proceso MaDocument74 pagesSemana 04 Proceso MaLuisito Andèrson Soto RodasNo ratings yet
- Proceso de Elaboracion de Bolsas de PlasticoDocument25 pagesProceso de Elaboracion de Bolsas de PlasticoLuis Antonio100% (1)
- Instituto Tecnológico de Ciudad Madero: Proceso de ExtrusiónDocument34 pagesInstituto Tecnológico de Ciudad Madero: Proceso de ExtrusiónJesús Rolando Castillo AlcaláNo ratings yet
- Extrusión 40Document93 pagesExtrusión 40Juan Pablo CastañoNo ratings yet
- Tecnologia de PlasticosDocument47 pagesTecnologia de PlasticosijromerNo ratings yet
- PEIPERDocument2 pagesPEIPERGusta Hugo Huamani FonsecaNo ratings yet
- LuuisDocument8 pagesLuuisGusta Hugo Huamani FonsecaNo ratings yet
- LuuisDocument8 pagesLuuisGusta Hugo Huamani FonsecaNo ratings yet
- Clases y Objetos en PythonDocument48 pagesClases y Objetos en PythonGustavo Vilca MascoNo ratings yet
- Proceso de TrefiladoDocument4 pagesProceso de TrefiladoOmar CordovaNo ratings yet
- 6º - 13611 - Procesos de Fabricacion 1 - 2013Document3 pages6º - 13611 - Procesos de Fabricacion 1 - 2013Ross Mabel Ojeda de GarayNo ratings yet
- Herramientas de acero para soldadura en calienteDocument1 pageHerramientas de acero para soldadura en calienteAbdon Mendoza RangelNo ratings yet
- Innovaciones Tecnológicas en Sistemas de Mezclado y ExtrusionDocument5 pagesInnovaciones Tecnológicas en Sistemas de Mezclado y ExtrusionDulce CruzNo ratings yet
- Listado Normas AMS Vs AISIDocument5 pagesListado Normas AMS Vs AISIJuan CastroNo ratings yet
- Granillo 2Document5 pagesGranillo 2Alejandro PaizNo ratings yet
- Construcción de una máquina extrusora de plásticosDocument39 pagesConstrucción de una máquina extrusora de plásticosVergel IvanNo ratings yet
- Esteban Dibujés Estudio de CasoDocument25 pagesEsteban Dibujés Estudio de CasoEsteban DibujésNo ratings yet
- 06 Extrusión, Revolución y NervioDocument47 pages06 Extrusión, Revolución y NervioIvan CastilloNo ratings yet
- Metalurgia en PolvosDocument10 pagesMetalurgia en PolvosSorker707No ratings yet
- como se solicitó. Resume el tema principal del documento, que trata sobre diferentes problemas relacionados con el cálculo del calado máximo en operaciones de laminado, forjado y extrusiónDocument16 pagescomo se solicitó. Resume el tema principal del documento, que trata sobre diferentes problemas relacionados con el cálculo del calado máximo en operaciones de laminado, forjado y extrusiónfranck50% (10)
- Monografía ManufacturaDocument59 pagesMonografía ManufacturaSALAZAR LINARES YAEL MICHELLENo ratings yet
- Práctica 3-Extrusión y TrefiladoDocument8 pagesPráctica 3-Extrusión y TrefiladoGerardo CaizaluisaNo ratings yet
- N2XSY Cab. Unip. 18-30 KVDocument10 pagesN2XSY Cab. Unip. 18-30 KVDiego Vázquez TorresNo ratings yet
- 3 Productos de Fabricación de ExtrusiónDocument7 pages3 Productos de Fabricación de ExtrusiónChavita Perèz RuizNo ratings yet
- Metodos de Extraccion de AlmidonDocument32 pagesMetodos de Extraccion de AlmidonTavo Polo RuizNo ratings yet
- Solid Works Practicas Esime AzcapoDocument122 pagesSolid Works Practicas Esime AzcapoMilton Jimenez Francisco Rodriguez100% (4)
- Capitulo 14 Trabajo FinalDocument49 pagesCapitulo 14 Trabajo FinalNelson Santiago Villarroel Aquino.No ratings yet
- Examen Final - Semana 8 - INV - PRIMER BLOQUE-PROCESOS INDUSTRIALES - (GRUPO4)Document5 pagesExamen Final - Semana 8 - INV - PRIMER BLOQUE-PROCESOS INDUSTRIALES - (GRUPO4)Jessica Lorena GarridoNo ratings yet
- Clasificación procesos fabricaciónDocument17 pagesClasificación procesos fabricaciónBrandon MedinaNo ratings yet
- P-PRO-001 Procedimiento General de La ProducciónDocument5 pagesP-PRO-001 Procedimiento General de La ProducciónMarilyn Velasco100% (1)
- Procesos cereales: Molienda húmeda de maíz y sus subproductosDocument18 pagesProcesos cereales: Molienda húmeda de maíz y sus subproductosENYI LORENA OSORIO MEJIANo ratings yet
- Informe Practica ProfesionalDocument27 pagesInforme Practica Profesionalnikoiq22No ratings yet
- 5 Extrusión para El Diseño de Nuevos IngredientesDocument3 pages5 Extrusión para El Diseño de Nuevos IngredientesCamilo AlconNo ratings yet
- Extrusión de metalesDocument23 pagesExtrusión de metalesColeccion Camisetas Liga De Quito100% (4)
- 3raEVALUCION MANUFATURA2 GRUPALDocument11 pages3raEVALUCION MANUFATURA2 GRUPALDEYVI RONALD VITOR RUIZNo ratings yet
- Clasificación de Los Procesos de ManufacturaDocument10 pagesClasificación de Los Procesos de ManufacturaJhonatan AlfonsoNo ratings yet
- Taf PlastisurDocument6 pagesTaf PlastisurJorge Luis Pantigoso MoralesNo ratings yet
- CUAMATZIDocument42 pagesCUAMATZIjose bernardino riveraNo ratings yet
- Universidad Nacional Mayor de San MarcosDocument20 pagesUniversidad Nacional Mayor de San MarcosRichard MoralesNo ratings yet