You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Steps To Private Placement Programs (PPP) DeskDocument7 pagesSteps To Private Placement Programs (PPP) DeskPattasan U100% (1)
- Embedded CoderDocument8 pagesEmbedded Coderجمال طيبيNo ratings yet
- Petroleum Technology QuaterlyDocument132 pagesPetroleum Technology QuaterlyUmarraj SaberwalNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Conrad's Darkness - by V.S. Naipaul - The New York Review of BooksDocument14 pagesConrad's Darkness - by V.S. Naipaul - The New York Review of BooksUmarraj SaberwalNo ratings yet
- The Religious and Romantic Origins of Psychoanalysis Individuation and Integration in Post-Freudian Theory by Suzanne R. KirschnerDocument257 pagesThe Religious and Romantic Origins of Psychoanalysis Individuation and Integration in Post-Freudian Theory by Suzanne R. KirschnerUmarraj SaberwalNo ratings yet
- CIS2103-202220-Group Project - FinalDocument13 pagesCIS2103-202220-Group Project - FinalMd. HedaitullahNo ratings yet
- Michel Henry The Genealogy of Psychoanalysis 1985Document192 pagesMichel Henry The Genealogy of Psychoanalysis 1985Stephen RowntreeNo ratings yet
- 132KV Siemens Breaker DrawingDocument13 pages132KV Siemens Breaker DrawingAnil100% (1)
- STEAM USE in CORRUGATORSDocument3 pagesSTEAM USE in CORRUGATORSUmarraj Saberwal100% (1)
- Summer Training Report On HCLDocument60 pagesSummer Training Report On HCLAshwani BhallaNo ratings yet
- La Serenissima Jonathan KeatesDocument6 pagesLa Serenissima Jonathan KeatesUmarraj SaberwalNo ratings yet
- Oswald Spengler and The Politics of DeclineDocument4 pagesOswald Spengler and The Politics of DeclineUmarraj SaberwalNo ratings yet
- My Hong Kong by Malcolm JackDocument4 pagesMy Hong Kong by Malcolm JackUmarraj SaberwalNo ratings yet
- Time/Temporality in Early Buddhism: PrologueDocument20 pagesTime/Temporality in Early Buddhism: Prologuemr pilatNo ratings yet
- Boiler Economizer CalculatorDocument2 pagesBoiler Economizer CalculatorUmarraj SaberwalNo ratings yet
- The Symbolic Animal - by Adam Kirsch - The New York Review of BooksDocument10 pagesThe Symbolic Animal - by Adam Kirsch - The New York Review of BooksUmarraj SaberwalNo ratings yet
- Controlling TDS in The Boiler Water - Spirax SarcoDocument5 pagesControlling TDS in The Boiler Water - Spirax SarcoUmarraj SaberwalNo ratings yet
- How The Fly Got in - The Philosophy of Non-Dualism - 3 - 16Document13 pagesHow The Fly Got in - The Philosophy of Non-Dualism - 3 - 16Umarraj SaberwalNo ratings yet
- The Symbolic Animal - by Adam Kirsch - The New York Review of BooksDocument10 pagesThe Symbolic Animal - by Adam Kirsch - The New York Review of BooksUmarraj SaberwalNo ratings yet
- With Open Ears, Indian Ragas and Western Melodies MergeDocument5 pagesWith Open Ears, Indian Ragas and Western Melodies MergeUmarraj SaberwalNo ratings yet
- The Lessons of The Master - by Ian Buruma - The New York Review of BooksDocument11 pagesThe Lessons of The Master - by Ian Buruma - The New York Review of BooksUmarraj SaberwalNo ratings yet
- From Jesus To Lord Voldemort - Why Modernity Led To SecularizationDocument5 pagesFrom Jesus To Lord Voldemort - Why Modernity Led To SecularizationUmarraj SaberwalNo ratings yet
- The Act of Living by Frank Tallis Review - Old and New Solutions To The Problems of LifeDocument6 pagesThe Act of Living by Frank Tallis Review - Old and New Solutions To The Problems of LifeUmarraj SaberwalNo ratings yet
- 19-TB - Energy Recovery Wheel TechnologyDocument4 pages19-TB - Energy Recovery Wheel TechnologymohdkazzazNo ratings yet
- Places of Mind - A Life of Edward Said by Timothy Brennan ReviewDocument7 pagesPlaces of Mind - A Life of Edward Said by Timothy Brennan ReviewUmarraj SaberwalNo ratings yet
- Guidelines For Energy Simulation of Commercial BldgsDocument139 pagesGuidelines For Energy Simulation of Commercial BldgsUmarraj SaberwalNo ratings yet
- Kumar Shahani The Shock of Desire and OtDocument197 pagesKumar Shahani The Shock of Desire and OtUmarraj SaberwalNo ratings yet
- James Wolcott All That Gab - The Upsides of Sontag's Downsides LRB 24 October 2019Document13 pagesJames Wolcott All That Gab - The Upsides of Sontag's Downsides LRB 24 October 2019Umarraj SaberwalNo ratings yet
- Flanged Venturi TrapDocument1 pageFlanged Venturi TrapUmarraj SaberwalNo ratings yet
- Refrigerant Dehumidification TechnologyDocument4 pagesRefrigerant Dehumidification TechnologyUmarraj SaberwalNo ratings yet
- Boiler Feed Water Pump ControlsDocument2 pagesBoiler Feed Water Pump ControlsUmarraj SaberwalNo ratings yet
- Meditations On GnosticismDocument10 pagesMeditations On GnosticismUmarraj SaberwalNo ratings yet
- Buck Morss, Mythic Nature: Wish ImageDocument26 pagesBuck Morss, Mythic Nature: Wish ImageTalia ShabtayNo ratings yet
- DryerDocument3 pagesDryerUmarraj SaberwalNo ratings yet
- 2008 Commercial Boiler EfficiencydeterminetestDocument11 pages2008 Commercial Boiler EfficiencydeterminetestMakhdum Muhardiana PutraNo ratings yet
- Agro Chems MrRGAgarwalDocument17 pagesAgro Chems MrRGAgarwalapi-3833893No ratings yet
- 2.1 Elements of Computational ThinkingDocument25 pages2.1 Elements of Computational ThinkingHamdi QasimNo ratings yet
- Applied Econometrics ModuleDocument142 pagesApplied Econometrics ModuleNeway Alem100% (1)
- Culture GuideDocument44 pagesCulture GuideLeonardo TamburusNo ratings yet
- Capital Asset Pricing ModelDocument11 pagesCapital Asset Pricing ModelrichaNo ratings yet
- LK BMHS 30 September 2021Document71 pagesLK BMHS 30 September 2021samudraNo ratings yet
- SISU Datenblatt 7-ZylDocument2 pagesSISU Datenblatt 7-ZylMuhammad rizkiNo ratings yet
- JEdwards PaperDocument94 pagesJEdwards PaperHassan Hitch Adamu LafiaNo ratings yet
- Timesheet 2021Document1 pageTimesheet 20212ys2njx57vNo ratings yet
- Whitmore EZ-Switch LubricantDocument1 pageWhitmore EZ-Switch LubricantDon HowardNo ratings yet
- Group Assignment: Consumer Buying Behaviour Towards ChipsDocument3 pagesGroup Assignment: Consumer Buying Behaviour Towards ChipsvikasNo ratings yet
- Computer Science Practical File WorkDocument34 pagesComputer Science Practical File WorkArshdeep SinghNo ratings yet
- Supply AnalysisDocument5 pagesSupply AnalysisCherie DiazNo ratings yet
- CSCE 3110 Data Structures and Algorithms NotesDocument19 pagesCSCE 3110 Data Structures and Algorithms NotesAbdul SattarNo ratings yet
- Papi AdbDocument50 pagesPapi AdbSilvio Figueiredo0% (1)
- Getting Started With DAX Formulas in Power BI, Power Pivot, and SSASDocument19 pagesGetting Started With DAX Formulas in Power BI, Power Pivot, and SSASJohn WickNo ratings yet
- MongoDB vs RDBMS - A ComparisonDocument20 pagesMongoDB vs RDBMS - A ComparisonShashank GuptaNo ratings yet
- My Con Pds Sikafloor 161 HCDocument5 pagesMy Con Pds Sikafloor 161 HClaurenjiaNo ratings yet
- Offer Letter For Marketing ExecutivesDocument2 pagesOffer Letter For Marketing ExecutivesRahul SinghNo ratings yet
- Potential Land Suitability For TeaDocument26 pagesPotential Land Suitability For TeaGautam NatrajanNo ratings yet
- PH Measurement TechniqueDocument5 pagesPH Measurement TechniquevahidNo ratings yet
- Engineered Cementitious Composites: Practical ApplicationsDocument26 pagesEngineered Cementitious Composites: Practical Applicationsmubashir ahmedNo ratings yet
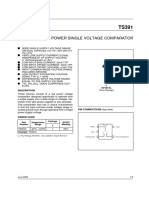
- Ts 391 IltDocument5 pagesTs 391 IltFunnypoumNo ratings yet
- Fayol's Principles in McDonald's ManagementDocument21 pagesFayol's Principles in McDonald's Managementpoo lolNo ratings yet