You might also like
- Presentation On Coal Handling Systems: Prepared By:-Arnab Chakraborty Mba-PmDocument16 pagesPresentation On Coal Handling Systems: Prepared By:-Arnab Chakraborty Mba-PmIgnatius SamrajNo ratings yet
- Cleaning of Coal - 2008Document17 pagesCleaning of Coal - 2008vineetakaushik83No ratings yet
- NTPC Vindhyachal Coal Handling Plant GalleryDocument3 pagesNTPC Vindhyachal Coal Handling Plant Gallerylaloo01No ratings yet
- Project management lessons from NTPC's thermal power projectsDocument58 pagesProject management lessons from NTPC's thermal power projectsEzhil Vendhan PalanisamyNo ratings yet
- Stackers Active in The StockyardDocument4 pagesStackers Active in The Stockyardsalkan_rahmanovic810No ratings yet
- S.No. Components Makes: 1 Grab Cranes - Gantry TypeDocument4 pagesS.No. Components Makes: 1 Grab Cranes - Gantry TypeHarish KumarNo ratings yet
- Gas Business in IndiaDocument42 pagesGas Business in IndiaSparshy Saxena75% (4)
- Presented By:: SHUBHAM MISHRA (1513231170) Electronics and Communication Branch 4 YearDocument19 pagesPresented By:: SHUBHAM MISHRA (1513231170) Electronics and Communication Branch 4 YearShubham MishraNo ratings yet
- Coal Handling PlantDocument39 pagesCoal Handling PlantMukhtar AlamNo ratings yet
- Lawal KA 2011 PHD Thesis PDFDocument327 pagesLawal KA 2011 PHD Thesis PDFpedro aguilarNo ratings yet
- Singareni Collieries December Performance ReportDocument26 pagesSingareni Collieries December Performance ReportRajat SinghNo ratings yet
- Power Plant Lube Oil Systems and BearingsDocument54 pagesPower Plant Lube Oil Systems and BearingsHelal RahmanNo ratings yet
- Accidents in Power PlantsDocument6 pagesAccidents in Power PlantsHitesh Navlani100% (1)
- TurbineDocument23 pagesTurbineKarthikeyanNo ratings yet
- Washed Coal CRISIL Research PDFDocument31 pagesWashed Coal CRISIL Research PDFjainjats100% (1)
- Challenges in Coal Transportation through ConveyorsDocument55 pagesChallenges in Coal Transportation through ConveyorsKundan Singh100% (1)
- Project Review: CHP - Jhanjra, West BengalDocument12 pagesProject Review: CHP - Jhanjra, West BengaldebajyotiNo ratings yet
- Paper Presentation On Developing Supply Chain Management Stratergy For Indian Foundry SectorDocument14 pagesPaper Presentation On Developing Supply Chain Management Stratergy For Indian Foundry SectorGaurao WarungaseNo ratings yet
- CHP - ECL Chairman Review PresentationDocument29 pagesCHP - ECL Chairman Review PresentationdebajyotiNo ratings yet
- SPE-203740-MS Implications of Petroleum Industry Fiscal Bill 2018 On Heavy Oil Field EconomicsDocument19 pagesSPE-203740-MS Implications of Petroleum Industry Fiscal Bill 2018 On Heavy Oil Field Economicsipali4christ_5308248No ratings yet
- Land Requirement For Power PlantDocument16 pagesLand Requirement For Power PlantTarun Dogra0% (1)
- Palm Kernel ShellsDocument13 pagesPalm Kernel ShellsRiksan RiksanNo ratings yet
- E&P Brochure-NovemberDocument58 pagesE&P Brochure-Novembermahmood7313410No ratings yet
- Alternating Injection Thermal Heavy Oil RecoveryDocument327 pagesAlternating Injection Thermal Heavy Oil Recoverypedro aguilar100% (1)
- New Technology in Coal Handling Plants-DGM OSDocument3 pagesNew Technology in Coal Handling Plants-DGM OSgauravjaiswal40% (1)
- Power System First (WWW - Allexamreview.Document108 pagesPower System First (WWW - Allexamreview.manivithNo ratings yet
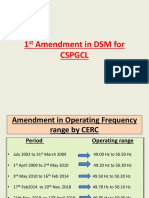
- 1st Amendment Operating Frequency Range CERCDocument19 pages1st Amendment Operating Frequency Range CERCashish jainNo ratings yet
- Karnataka Power Sector RoadmapDocument47 pagesKarnataka Power Sector RoadmaprahultyagiagraNo ratings yet
- Natural Gas Fuel Consumption ChartDocument1 pageNatural Gas Fuel Consumption ChartOdunlamiNo ratings yet
- Dokumen - Tips Coal Handling Plant 589be8a41d9eaDocument29 pagesDokumen - Tips Coal Handling Plant 589be8a41d9eaWasim MalkaniNo ratings yet
- Fuel FiringDocument39 pagesFuel Firingnetygen1No ratings yet
- Chapter-2 Steam Cycle TheoryDocument20 pagesChapter-2 Steam Cycle TheoryPhanindra Kumar J100% (1)
- 1200 MW Coal Plant PerformanceDocument20 pages1200 MW Coal Plant Performancemaknu2827 Jain100% (1)
- Overview of Mejia Thermal Power StationDocument35 pagesOverview of Mejia Thermal Power StationNitish KhalkhoNo ratings yet
- Tata Power 2Document39 pagesTata Power 2Sourav Kumar100% (1)
- ReportDocument107 pagesReportVarun Tyagi100% (1)
- Diesel Vs Gas GeneratorsDocument11 pagesDiesel Vs Gas GeneratorsAnant JainNo ratings yet
- Desert Power India 2050Document231 pagesDesert Power India 2050suraj jhaNo ratings yet
- Opportunities in Pakistan Upstream Oil & Gas Sector-2013Document30 pagesOpportunities in Pakistan Upstream Oil & Gas Sector-2013Aatif_Saif_80No ratings yet
- Investment Appraisal 1: Process and MethodsDocument22 pagesInvestment Appraisal 1: Process and MethodsAshura ShaibNo ratings yet
- OPIS NaturalGasPricingDocument19 pagesOPIS NaturalGasPricingzoran gacevskiNo ratings yet
- Technical Specification For Fly Ash Handling System, R0Document7 pagesTechnical Specification For Fly Ash Handling System, R0SumitskbNo ratings yet
- Paper 1 Reduction in Coal Unloading TimeDocument31 pagesPaper 1 Reduction in Coal Unloading TimezahoorNo ratings yet
- Conference - Digitisation of Power PlantsDocument4 pagesConference - Digitisation of Power PlantsPriyanka RawatNo ratings yet
- SS ENERGY LPG AutoGas Station Presentation FinalDocument17 pagesSS ENERGY LPG AutoGas Station Presentation FinalSaeed AwanNo ratings yet
- Potential of CNGDocument72 pagesPotential of CNGhati1No ratings yet
- Coal Handling Plant: at Heads of CHP MeetDocument46 pagesCoal Handling Plant: at Heads of CHP MeetMANISH SHARMANo ratings yet
- Small Scale LiquefactionDocument16 pagesSmall Scale LiquefactionCoco Galindo100% (1)
- TechnicalDiary SGTPPDocument45 pagesTechnicalDiary SGTPPJoydev GangulyNo ratings yet
- Oil Sands ExtractionDocument197 pagesOil Sands ExtractionSiti Faiznur100% (1)
- Control Engineering February 2019 PDFDocument62 pagesControl Engineering February 2019 PDFdavev2005No ratings yet
- Coal Crushers Optimize ComminutionDocument6 pagesCoal Crushers Optimize ComminutionNguyễn LinhNo ratings yet
- AU-Seal OilDocument4 pagesAU-Seal OilPradeep_VashistNo ratings yet
- Power PlantDocument18 pagesPower PlantShubhadeep Mal100% (1)
- Annual Report 2008 2009 PDFDocument118 pagesAnnual Report 2008 2009 PDFMuhammad AzeemNo ratings yet
- # AhpDocument21 pages# AhprahulNo ratings yet
- Solar Power Economics IndiaDocument8 pagesSolar Power Economics IndiaSMNo ratings yet
- ME116P Material Handling System - ConveyorsDocument65 pagesME116P Material Handling System - ConveyorsMei Lamfao100% (1)
- In-Plant Coal Handling System of Captive Power Plant at H W P, Manuguru - K. Murugappan - A.C. Mohana Rao - M.S.N. SastryDocument6 pagesIn-Plant Coal Handling System of Captive Power Plant at H W P, Manuguru - K. Murugappan - A.C. Mohana Rao - M.S.N. SastrygurumoorthiNo ratings yet
- Coal Handling PlantDocument47 pagesCoal Handling PlantRajat Sharma100% (1)
- NTPC Limited, TSTPS: Coal Handling Plant - Process Flow DiagramDocument2 pagesNTPC Limited, TSTPS: Coal Handling Plant - Process Flow DiagramSamrin NaazNo ratings yet
- NTPC Limited, TSTPS: Monitoring of Objective & Target For Fy 2017 - 2018Document2 pagesNTPC Limited, TSTPS: Monitoring of Objective & Target For Fy 2017 - 2018Samrin NaazNo ratings yet
- CHP - Org - ChartDocument1 pageCHP - Org - ChartSamrin NaazNo ratings yet
- NTPC Integrated Management System (Identification of Ohs Hazards and Risk) Tstps KanihaDocument11 pagesNTPC Integrated Management System (Identification of Ohs Hazards and Risk) Tstps KanihaSamrin Naaz100% (3)
- Wagon Tippler LMI Approved Note, LMI PDFDocument39 pagesWagon Tippler LMI Approved Note, LMI PDFSamrin NaazNo ratings yet
- Manual on Handling and Storage of CoalDocument94 pagesManual on Handling and Storage of CoalSamrin NaazNo ratings yet
- Wagon Tippler LMI KanihaDocument25 pagesWagon Tippler LMI KanihaSamrin NaazNo ratings yet
- LMI On OPIDocument57 pagesLMI On OPISamrin Naaz100% (1)
- LMI On OPIDocument57 pagesLMI On OPISamrin Naaz100% (1)
- Manual on Handling and Storage of CoalDocument94 pagesManual on Handling and Storage of CoalSamrin NaazNo ratings yet
- Wagon Tippler LMI Approved Note, LMI PDFDocument39 pagesWagon Tippler LMI Approved Note, LMI PDFSamrin NaazNo ratings yet
- Wagon Tippler LMI KanihaDocument25 pagesWagon Tippler LMI KanihaSamrin NaazNo ratings yet
- KPMG-PMI Workshop - Corp Strat - 07122018 PDFDocument39 pagesKPMG-PMI Workshop - Corp Strat - 07122018 PDFSamrin NaazNo ratings yet
- KPMG-PMI Workshop - Corp Strat - 07122018 PDFDocument39 pagesKPMG-PMI Workshop - Corp Strat - 07122018 PDFSamrin NaazNo ratings yet
- PS 7 - Material Balance With Chemical Reactions For Multiple UnitsDocument1 pagePS 7 - Material Balance With Chemical Reactions For Multiple UnitsBernie SuarezNo ratings yet
- Cblephpl 04Document9 pagesCblephpl 04Srikanth G.RNo ratings yet
- AdverbsDocument7 pagesAdverbslatifa hachemiNo ratings yet
- Micro Programmable Logic Controller: User's ManualDocument643 pagesMicro Programmable Logic Controller: User's Manualcasmadi casmadiNo ratings yet
- 3 Gorges DamDocument2 pages3 Gorges DamAdeel AsgharNo ratings yet
- The Study of Human Character. : Character Which Was One of The Least Successful of All His WorksDocument14 pagesThe Study of Human Character. : Character Which Was One of The Least Successful of All His WorksAshish RegmiNo ratings yet
- Edc 1 PDFDocument18 pagesEdc 1 PDFchetan kapoorNo ratings yet
- ReflectionDocument2 pagesReflectionAnne Marie Pascual100% (1)
- 이공도를 위한 물리화학Document543 pages이공도를 위한 물리화학이사제 (사제)No ratings yet
- Bally Total Health ReceipesDocument30 pagesBally Total Health Receipesmalmane100% (9)
- Adrf Adx SeriesDocument2 pagesAdrf Adx SeriesmybadnameNo ratings yet
- Daniel Williams of Davidson Co., TennesseeDocument658 pagesDaniel Williams of Davidson Co., TennesseeBob Pierce100% (1)
- Art Appreciation ReviewerDocument14 pagesArt Appreciation ReviewerRon RealinNo ratings yet
- Annual medical screening and emergency services includedDocument17 pagesAnnual medical screening and emergency services includedAlina OprinaNo ratings yet
- High Performance Epoxy Tile GroutDocument3 pagesHigh Performance Epoxy Tile GroutShaik J MohamedNo ratings yet
- A Review On The Development of Lattice Boltzmann Computation of Macro Fluid Flows and Heat TransferDocument17 pagesA Review On The Development of Lattice Boltzmann Computation of Macro Fluid Flows and Heat TransferJulianAndresSolisNo ratings yet
- 404 D22 TAG1800 TPD1711 E5 Technical Data SheetDocument11 pages404 D22 TAG1800 TPD1711 E5 Technical Data SheetOmar Orlando Rincon FigueroaNo ratings yet
- Bed Making: Occupied Bed Unoccupied BedDocument16 pagesBed Making: Occupied Bed Unoccupied BedHakdog ShermolangNo ratings yet
- Activity1 Group6Document4 pagesActivity1 Group6Castor, Cyril Nova T.No ratings yet
- Codigos HondaDocument25 pagesCodigos Hondamarquin84No ratings yet
- De-CP Premium250Pump ManualDocument52 pagesDe-CP Premium250Pump Manualsubari subariNo ratings yet
- Ultra PhysicsDocument30 pagesUltra PhysicsnidharshanNo ratings yet
- Nursing Proces NewDocument10 pagesNursing Proces NewBrandy SangurahNo ratings yet
- 7410 Datasheet PDFDocument2 pages7410 Datasheet PDFLaura Morales DiazNo ratings yet
- Komatsu Wheel Loader Wa470 7 Field Assembly InstructionDocument4 pagesKomatsu Wheel Loader Wa470 7 Field Assembly Instructionwilliam100% (42)
- CMC Test Universe AppNote IRIG B Sychronization 2014 ENUDocument24 pagesCMC Test Universe AppNote IRIG B Sychronization 2014 ENUJonas PedrosoNo ratings yet
- Measure Piezo Injector CurrentDocument6 pagesMeasure Piezo Injector CurrentSutikno100% (1)
- Nursing Case Study ApaleDocument14 pagesNursing Case Study ApaleAna LuisaNo ratings yet
- Air Pollution: Types of PollutionsDocument14 pagesAir Pollution: Types of PollutionsJia Ping Jia PingNo ratings yet
- Chloride 80-Net Ups ManualDocument126 pagesChloride 80-Net Ups ManualSleman Shackoor100% (2)