You might also like
- Clasificación de aleaciones y acerosDocument9 pagesClasificación de aleaciones y acerosLUISALFONSO RAMIREZ CISNEROSNo ratings yet
- Dane Rudhyar - Las Casas Astrologicas PDFDocument234 pagesDane Rudhyar - Las Casas Astrologicas PDFEuge Cantero100% (4)
- Corrosión FiliformeDocument9 pagesCorrosión FiliformeChristian BastidasNo ratings yet
- Fundiciones de Hierro GrisDocument23 pagesFundiciones de Hierro GrisoracioNo ratings yet
- Cuestionario TrefiladoDocument4 pagesCuestionario TrefiladoMireya Luctuala100% (1)
- Constituyentes Microscópicos de Los AcerosDocument5 pagesConstituyentes Microscópicos de Los AcerosMarcoNo ratings yet
- Galvanoplastia-Recubrimientos mediante electrodeposiciónDocument25 pagesGalvanoplastia-Recubrimientos mediante electrodeposiciónlizNo ratings yet
- 5 Sulfinizacion LeoDocument19 pages5 Sulfinizacion LeoLuis LozadaNo ratings yet
- PasivadoresDocument5 pagesPasivadoresLuisa Alejandra Soria FinolNo ratings yet
- Factores de riesgo en empresa constructora mediante Método de Evaluación de RiesgosDocument9 pagesFactores de riesgo en empresa constructora mediante Método de Evaluación de RiesgosMarianaGorianz100% (1)
- Evaluación nivel fonético-fonológicoDocument34 pagesEvaluación nivel fonético-fonológicofernanda100% (1)
- Laminacion de ZincDocument4 pagesLaminacion de Zincfear951100% (1)
- Informe Soldadura Procesos MecanicosDocument24 pagesInforme Soldadura Procesos MecanicosYudy FernandaNo ratings yet
- Manual RT CFPTDocument214 pagesManual RT CFPTmark_59No ratings yet
- Propiedades de Los Materiales Por Sus EnlacesDocument1 pagePropiedades de Los Materiales Por Sus EnlacesLUIS EMANUEL RAMOS ARZATENo ratings yet
- Qué Es Un MetaplánDocument2 pagesQué Es Un Metaplánjoe0208No ratings yet
- Como Se Vive Desde El DiscernimientoDocument7 pagesComo Se Vive Desde El DiscernimientoAngie Dahianna MartinezNo ratings yet
- Propiedades Magnéticas de Los SólidosDocument3 pagesPropiedades Magnéticas de Los SólidosDaya Ruano ChuldeNo ratings yet
- Pulvimetalurgia EngranajesDocument12 pagesPulvimetalurgia EngranajesSebastian AcostaNo ratings yet
- Materiales Con Memoria de FormaDocument17 pagesMateriales Con Memoria de FormaOscar Pelaez0% (2)
- Tema 14. Aleaciones Ligeras, de Ni y SuperaleacionesDocument100 pagesTema 14. Aleaciones Ligeras, de Ni y Superaleacionessantiago147852100% (1)
- ACEROSDocument3 pagesACEROSDiana Hernández GarcíaNo ratings yet
- Tarea Fenomenos de Transporte Masa y CalorDocument13 pagesTarea Fenomenos de Transporte Masa y CalorDaniel CarlosNo ratings yet
- Procesos de Refinacion SecundariaDocument1 pageProcesos de Refinacion SecundariaLuis100% (1)
- Trabajo Siderurgia EjerciciosDocument10 pagesTrabajo Siderurgia EjerciciosJuan LeonardoNo ratings yet
- TAREA GRUPAL 1 EJERCICIOS DE LAS UNIDADES I Y II IncooompletoooDocument9 pagesTAREA GRUPAL 1 EJERCICIOS DE LAS UNIDADES I Y II IncooompletoooJosep Brayan LozaNo ratings yet
- Ejercicio Cori de 17 A 19Document4 pagesEjercicio Cori de 17 A 19Dennnis vargasNo ratings yet
- Compuestos IntermetálicosDocument19 pagesCompuestos Intermetálicos'Iris Alessandra86% (7)
- Defectos CristalinosDocument29 pagesDefectos Cristalinosjosue hernandezNo ratings yet
- Shewmon CompletoDocument415 pagesShewmon CompletoFranciscoIgnacioNo ratings yet
- CristobalitaDocument3 pagesCristobalitaJerson EstelaNo ratings yet
- Laboratorio de Ensayo de JominyDocument7 pagesLaboratorio de Ensayo de JominyManuel DueñasNo ratings yet
- Practica 1. FundicionDocument7 pagesPractica 1. FundicionAle SalazarNo ratings yet
- Transformaciones AmorfasDocument3 pagesTransformaciones AmorfasLuisTeaNo ratings yet
- REVENIDODocument6 pagesREVENIDOMichel MadrigalNo ratings yet
- Capitulo 9 TareaDocument4 pagesCapitulo 9 TareaAlexander GallardoNo ratings yet
- Ficha Técnica Acetato de CelulosaDocument9 pagesFicha Técnica Acetato de CelulosaJosé PeNo ratings yet
- Aleaciones No Ferrosas Expo AyudaDocument2 pagesAleaciones No Ferrosas Expo AyudaAbi C. AlanyaNo ratings yet
- Revenido de aceros: temperaturas y etapasDocument15 pagesRevenido de aceros: temperaturas y etapasChon De GarcíaNo ratings yet
- Presentación Final Acero 1018Document22 pagesPresentación Final Acero 1018Miguel Angel López NavarreteNo ratings yet
- Corrosión - Diseño-TrifactorialDocument38 pagesCorrosión - Diseño-TrifactorialCesia SilvaNo ratings yet
- Propiedades Generales de Los Materiales CerámicosDocument3 pagesPropiedades Generales de Los Materiales CerámicoschocolatucoNo ratings yet
- Practica 3 MetalografiaDocument5 pagesPractica 3 MetalografiaVinicio OlivierNo ratings yet
- Tratamientos térmicos aleaciones no ferrosasDocument17 pagesTratamientos térmicos aleaciones no ferrosasEmanuel RamirezNo ratings yet
- Acero W2Document2 pagesAcero W2juan7j7garcia100% (1)
- Tratamiento TermicoDocument13 pagesTratamiento TermicoLuisNo ratings yet
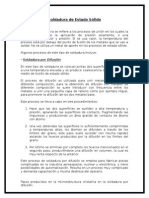
- Soldadura de Estado SólidoDocument7 pagesSoldadura de Estado SólidoJonathan Z. Arjona100% (7)
- CIZALLADODocument11 pagesCIZALLADOAbbi AdeleéNo ratings yet
- Laboratorio 2Document36 pagesLaboratorio 2Mayte Olenka Miranda BandaNo ratings yet
- Introduccion A La ElectroquimicaDocument7 pagesIntroduccion A La ElectroquimicaDanielGutierrezNo ratings yet
- Procesos de Fundición de MetalesDocument47 pagesProcesos de Fundición de MetalesALDAIR NANTOS MENDOZANo ratings yet
- Corrosión ElectroquímicaDocument8 pagesCorrosión Electroquímicadaniel chirinosNo ratings yet
- Efecto Del Tamaño de GranoDocument103 pagesEfecto Del Tamaño de GranoJose LuisNo ratings yet
- Análisis Metalográfico de MaterialesDocument8 pagesAnálisis Metalográfico de MaterialesandresfgonzalezpeNo ratings yet
- Diagramas Binarios CeramicosDocument6 pagesDiagramas Binarios CeramicosMiguel VilcaNo ratings yet
- Trabajo en FrioDocument12 pagesTrabajo en FrioFredy SamNo ratings yet
- Acero KDocument21 pagesAcero KjorgeNo ratings yet
- Prob. Trat. TermoquimicosDocument20 pagesProb. Trat. TermoquimicosEduardo VG200% (1)
- ProblemasDocument64 pagesProblemasCalexiaNo ratings yet
- Practica Nº 4 Preparación de Probetas MetalográficasDocument9 pagesPractica Nº 4 Preparación de Probetas Metalográficasmaterialesunefm100% (7)
- Aceros para ingeniería mecánicaDocument9 pagesAceros para ingeniería mecánicaMauricio Perez ColinNo ratings yet
- Evaluación 3Document8 pagesEvaluación 3[VRP-IML] Yosmar Estefania Garcia MuñozNo ratings yet
- Aisi 430Document2 pagesAisi 430Marcelo RojasNo ratings yet
- Guia de EstudioDocument8 pagesGuia de EstudioDaniela Arely DNo ratings yet
- Acero Expo Final Olazaval, 12Document68 pagesAcero Expo Final Olazaval, 12Russell Guzman MNo ratings yet
- CUESTIONARIODocument27 pagesCUESTIONARIOyoss minNo ratings yet
- Leccion4 AnalisisCinematicoDocument12 pagesLeccion4 AnalisisCinematicoSergio GxNo ratings yet
- 4.analisis Cinematico de Mecanismos PlanosDocument5 pages4.analisis Cinematico de Mecanismos PlanosAngie Dahianna MartinezNo ratings yet
- Elementos MecanicosDocument137 pagesElementos MecanicosTitusRodrigalvarez100% (1)
- Catalogo de CandadosDocument172 pagesCatalogo de CandadosJorge PuenteNo ratings yet
- Cap 10Document71 pagesCap 10Angie Dahianna MartinezNo ratings yet
- Taller 1 de Termodinámica 1 Sustancia PuraDocument2 pagesTaller 1 de Termodinámica 1 Sustancia PuraAngie Dahianna Martinez0% (1)
- Wit No Oficial Español - Parte3Document88 pagesWit No Oficial Español - Parte3Angie Dahianna MartinezNo ratings yet
- Práctica 7 - Prueba JominyDocument10 pagesPráctica 7 - Prueba JominyAngie Dahianna MartinezNo ratings yet
- Descansa en Tu Infinita NaturalezaDocument1 pageDescansa en Tu Infinita NaturalezaAngie Dahianna MartinezNo ratings yet
- Mantenimiento en TransformadoresDocument3 pagesMantenimiento en TransformadoresAngie Dahianna MartinezNo ratings yet
- El Despertar Del Espíritu Modulo IDocument13 pagesEl Despertar Del Espíritu Modulo IAngie Dahianna MartinezNo ratings yet
- Cuando Nos Identificamos Con La MenteDocument15 pagesCuando Nos Identificamos Con La MenteAngie Dahianna MartinezNo ratings yet
- Masaje Erótico para Parejas IlustradoDocument105 pagesMasaje Erótico para Parejas IlustradoFelipeCanales Garcia90% (97)
- El Grid GerencialDocument14 pagesEl Grid GerencialMiguel HRNo ratings yet
- Estructura Del Plan de Selección de PersonalDocument3 pagesEstructura Del Plan de Selección de PersonalJULI SHARMELY CRUZ ZANABRIANo ratings yet
- TECNOLOGIA SOCIAL: EVOLUCION HISTORICADocument21 pagesTECNOLOGIA SOCIAL: EVOLUCION HISTORICAMIGUELMONROYUMGNo ratings yet
- Pci-8-9-10 ESTUDIOS SOCIALESDocument31 pagesPci-8-9-10 ESTUDIOS SOCIALESdanielvidal1984100% (2)
- Programa Analítico TEC 12Document26 pagesPrograma Analítico TEC 12Sarah GonzálezNo ratings yet
- Conversión de Sistemas Numéricos en PseintDocument7 pagesConversión de Sistemas Numéricos en PseintJasson Josue Espino Martinez33% (3)
- HT Danofel Py 200 - V012016Document2 pagesHT Danofel Py 200 - V012016Pablo YalaupariNo ratings yet
- Ofrecimiento de Asistencia Alimentaria ANDRES MARCELODocument4 pagesOfrecimiento de Asistencia Alimentaria ANDRES MARCELOJosé MedinaNo ratings yet
- Silabus Contabilidad IDocument4 pagesSilabus Contabilidad INERO3000No ratings yet
- Mediciones y errores en la determinación de la densidadDocument8 pagesMediciones y errores en la determinación de la densidadjosecueva1618No ratings yet
- XDDocument10 pagesXDLucesita Alejandra SanchezNo ratings yet
- Enlace Quimico 1Document5 pagesEnlace Quimico 1Marcel Antonio Vasquez SeverinoNo ratings yet
- 83c CartadescritivaDocument4 pages83c CartadescritivaColor OctubreNo ratings yet
- Módulo I La Familia Inepaes 13 Marzo 2021Document81 pagesMódulo I La Familia Inepaes 13 Marzo 2021KASS TRNo ratings yet
- Coriat, Benjamin - Pensar Al Revés (Trabajo y Organización en La Empresa Japonesa) (OCR) (Por Ganz1912)Document161 pagesCoriat, Benjamin - Pensar Al Revés (Trabajo y Organización en La Empresa Japonesa) (OCR) (Por Ganz1912)Ignacio PeligroNo ratings yet
- Tarea 3 Calificada GRUPO 03Document4 pagesTarea 3 Calificada GRUPO 03luis angel soto palacinNo ratings yet
- Decodificando El Dialecto BanqueñoDocument11 pagesDecodificando El Dialecto BanqueñocarusorogerNo ratings yet
- Ac Conocer y Aceptar La Voluntad de DiosDocument21 pagesAc Conocer y Aceptar La Voluntad de DiosMaría L. BeltránNo ratings yet
- Componentes de I Inyector Heui PDFDocument1 pageComponentes de I Inyector Heui PDFCesar Bayes Ramos100% (1)
- Documento - Completo - Extraccion Enzimatica Aceites IIDocument194 pagesDocumento - Completo - Extraccion Enzimatica Aceites IIPinkerton JD ICNo ratings yet
- Exchange para PDFDocument11 pagesExchange para PDFCarlos ValenzuelaNo ratings yet
- Oferta VinculanteDocument24 pagesOferta VinculanteignaciocouceiroNo ratings yet
- Bachelard Gaston - La Poetica Del EspacioDocument15 pagesBachelard Gaston - La Poetica Del EspacioMelisa LuceroNo ratings yet
- MERESE Ica HuancavelicaDocument9 pagesMERESE Ica HuancavelicaRaul SedanoNo ratings yet
- Repensar La CuencaDocument10 pagesRepensar La CuencaRichard Ore CayetanoNo ratings yet