You might also like
- Ic13 2 Manual SeñalizacionDocument49 pagesIc13 2 Manual SeñalizacionCarlos0% (1)
- Guia Practica para Crear Planes de ContingenciaDocument80 pagesGuia Practica para Crear Planes de ContingenciaLuis Fernando TiconaNo ratings yet
- DC EC 6 01-1 Perfiles de CargoDocument35 pagesDC EC 6 01-1 Perfiles de CargoSeba Prado AgurtoNo ratings yet
- Clasificación de macizos rocosos según el sistema RMR y RQDDocument35 pagesClasificación de macizos rocosos según el sistema RMR y RQDIsabel Alejandra Casado67% (3)
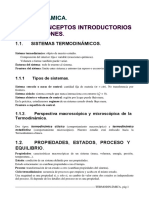
- Termodinamica Tecnica (Moran & Shapiro)Document134 pagesTermodinamica Tecnica (Moran & Shapiro)DavidNo ratings yet
- Aisladores de vidrio templado: características, gama y normasDocument40 pagesAisladores de vidrio templado: características, gama y normasLuizNo ratings yet
- El Dibujo Animado AmericanoDocument119 pagesEl Dibujo Animado AmericanoAxelRobertNo ratings yet
- Analisis DimensionalDocument22 pagesAnalisis DimensionalAlonso SanchezNo ratings yet
- Practica de Dinamica de Gases ViDocument2 pagesPractica de Dinamica de Gases ViDavid0% (1)
- Problemas Turbinas A VaporDocument5 pagesProblemas Turbinas A VaporAntony ChavezNo ratings yet
- Regla Men To Estudiante Pre GradoDocument39 pagesRegla Men To Estudiante Pre GradoJosé Luis Neme PeredaNo ratings yet
- Procesos Ii - Uns - D7 - MandrinadoraDocument21 pagesProcesos Ii - Uns - D7 - MandrinadoraDavidNo ratings yet
- Caracteristicas ... Manufactura IIDocument9 pagesCaracteristicas ... Manufactura IIDavidNo ratings yet
- Procesos II - Uns - d7 - MandrinadoraDocument21 pagesProcesos II - Uns - d7 - MandrinadoraDavidNo ratings yet
- MECANICA DE FLUIDOS Sesion 3Document12 pagesMECANICA DE FLUIDOS Sesion 3DavidNo ratings yet
- EVALUACIONES Simulacion To DelegadoDocument1 pageEVALUACIONES Simulacion To DelegadoDavidNo ratings yet
- Procesos II - Uns - d7 - MandrinadoraDocument35 pagesProcesos II - Uns - d7 - MandrinadoraDavidNo ratings yet
- Caracteristicas ... Manufactura IIDocument14 pagesCaracteristicas ... Manufactura IIDavidNo ratings yet
- SuplementoDocument8 pagesSuplementoDavidNo ratings yet
- Problemas de VaporDocument1 pageProblemas de VaporDavidNo ratings yet
- Informe FinalDocument25 pagesInforme FinalDavidNo ratings yet
- Silabo Mec. Mat. I - Uns-2018-I-ADocument4 pagesSilabo Mec. Mat. I - Uns-2018-I-ADavidNo ratings yet
- Defensa Nacional-Temas de ExamenDocument13 pagesDefensa Nacional-Temas de ExamenMiguel Poma CuevaNo ratings yet
- Horario de Clase-Semestre 2018-IDocument1 pageHorario de Clase-Semestre 2018-IDavidNo ratings yet
- Silabo Mec. Mat. I - Uns-2018-I-ADocument4 pagesSilabo Mec. Mat. I - Uns-2018-I-ADavidNo ratings yet
- Lingüística 1Document9 pagesLingüística 1DavidNo ratings yet
- HorarioDocument2 pagesHorarioDavidNo ratings yet
- Lingüística 1Document9 pagesLingüística 1DavidNo ratings yet
- Mínimos CuadradosDocument4 pagesMínimos CuadradosLuis TaveraNo ratings yet
- Aprenda Fortran 8.0 Como Si Estuviera en PrimeroDocument50 pagesAprenda Fortran 8.0 Como Si Estuviera en Primerolhaftc2No ratings yet
- HORARIODocument2 pagesHORARIODavidNo ratings yet
- ACFrOgBMAtNaN3kbbG5fLQ9uWWaw03-a8sADIR w2BPT1yxOTBNmV odPpxuoqsc9gGvjXS LHVZJBQ ubwunyZS07kzuDTQr-XLh3-PmOZOoc9epStIpRQrz8wTgPQ 1Document1 pageACFrOgBMAtNaN3kbbG5fLQ9uWWaw03-a8sADIR w2BPT1yxOTBNmV odPpxuoqsc9gGvjXS LHVZJBQ ubwunyZS07kzuDTQr-XLh3-PmOZOoc9epStIpRQrz8wTgPQ 1DavidNo ratings yet
- Estaditica BozaDocument1 pageEstaditica BozaDavidNo ratings yet
- Muestreo ProbabilísticoDocument2 pagesMuestreo ProbabilísticoDaniel GaravitoNo ratings yet
- HORECA 37 BResDocument60 pagesHORECA 37 BResbarbara8965No ratings yet
- Instalación fregadero 1-2 tarjasDocument1 pageInstalación fregadero 1-2 tarjasDarío AguilarNo ratings yet
- Modulo El Curso SIGP (NXPowerLite)Document156 pagesModulo El Curso SIGP (NXPowerLite)gatosfelixNo ratings yet
- Catalogo Tecnico PlyrockDocument4 pagesCatalogo Tecnico PlyrockPao BarillasNo ratings yet
- Informe Corregido - Luis Luque EjemploDocument45 pagesInforme Corregido - Luis Luque EjemplodiegoNo ratings yet
- Anexo 10, Calculo E. AtraviesoDocument3 pagesAnexo 10, Calculo E. Atraviesojosé vergaraNo ratings yet
- Proceso de concentración gravimétrica y lixiviación para mineral auríferoDocument16 pagesProceso de concentración gravimétrica y lixiviación para mineral auríferoHans CanalesNo ratings yet
- AdobeDocument20 pagesAdobeLesly MantillaNo ratings yet
- Andamios y accesorios para construcciónDocument39 pagesAndamios y accesorios para construcciónNelson Martinez Jankori0% (1)
- Introduccion Mapa de Procesos Itil v3Document30 pagesIntroduccion Mapa de Procesos Itil v3Edgar Miranda100% (1)
- Zfoam Packaging EsDocument8 pagesZfoam Packaging EsapocacostaNo ratings yet
- (229602129) Av-9901 Rev11Document10 pages(229602129) Av-9901 Rev11zackariasmrNo ratings yet
- Planificacion de Obras.Document7 pagesPlanificacion de Obras.sarayNo ratings yet
- Edo Examen-Lara Oliva Edgar JairDocument1 pageEdo Examen-Lara Oliva Edgar JairJair LaraNo ratings yet
- Antecedentes Proyecto Cerro QuebradoDocument10 pagesAntecedentes Proyecto Cerro QuebradoJaime Yavara ArayaNo ratings yet
- Modificación Reglamento Técnico Plantas Envasado GLPDocument21 pagesModificación Reglamento Técnico Plantas Envasado GLPingventorNo ratings yet
- EUNICEDocument53 pagesEUNICELuz Loida Licas TorresNo ratings yet
- Valvula Mariposa Tipo Wafer Bridadas: Metalurgica Guadalupe S.R.LDocument1 pageValvula Mariposa Tipo Wafer Bridadas: Metalurgica Guadalupe S.R.LDNo ratings yet
- Informe CarretillasDocument10 pagesInforme CarretillasJOSE LUIS LOPEZ RODRIGUEZNo ratings yet
- Actividad 6 Taller Pruebas de HipótesisDocument2 pagesActividad 6 Taller Pruebas de HipótesisJose Novoa67% (3)
- Apuntes de TransporteDocument308 pagesApuntes de Transportejenshz100% (1)
- MEMORIA DESCRIPTIVA ArquitecturaDocument3 pagesMEMORIA DESCRIPTIVA ArquitecturaDanipsa Choque VillanuevaNo ratings yet
- Manual Seccionador DADocument19 pagesManual Seccionador DAKene Aguilar Zanabria100% (1)
- NormasCalidadSGQDocument12 pagesNormasCalidadSGQAle GiménezNo ratings yet
- Método Del Costo MínimoDocument5 pagesMétodo Del Costo MínimoJhon Lozano MirandaNo ratings yet