You might also like
- Aitek Magnetic Pickups MPU Cat08 - SensorsDocument40 pagesAitek Magnetic Pickups MPU Cat08 - SensorsJose Luis Castro Aguilar0% (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Bend Shaft Vibration SpectrumDocument6 pagesBend Shaft Vibration SpectrumAvnish DubeyNo ratings yet
- Mechatronics in Rotating MachineryDocument16 pagesMechatronics in Rotating MachineryPiotr PietrzakNo ratings yet
- Saes o 204Document7 pagesSaes o 204suresh100% (1)
- JNCIEDocument389 pagesJNCIEHari Dwi Eka100% (2)
- 2 Vibn Analysis BasicsDocument117 pages2 Vibn Analysis BasicsTanoj PatroNo ratings yet
- Vibration AnalysisDocument125 pagesVibration AnalysisAshutosh Patra100% (7)
- Basics of vibration monitoring in 40 charactersDocument14 pagesBasics of vibration monitoring in 40 characterssandystaysNo ratings yet
- VIBRATION MONITORING: MEASURE AMPLITUDE, FREQUENCY & PHASEDocument28 pagesVIBRATION MONITORING: MEASURE AMPLITUDE, FREQUENCY & PHASEAmit Kumar100% (1)
- ISO/IEC 15288 System Life Cycle StandardDocument20 pagesISO/IEC 15288 System Life Cycle StandardJulio Armando FabazNo ratings yet
- Vib AnalysisDocument125 pagesVib AnalysisFaruque Khan Yumkhaibam100% (2)
- STARFINDER SOCIETY ROLEPLAYING GUILD SHIPSDocument10 pagesSTARFINDER SOCIETY ROLEPLAYING GUILD SHIPSJackNo ratings yet
- Orbit V30N1 2010 Q4Document60 pagesOrbit V30N1 2010 Q4Krishna100% (1)
- Performance Management SetupsDocument34 pagesPerformance Management Setupshamdy2001100% (6)
- Introduction To VibrationDocument31 pagesIntroduction To Vibrationolivero23100% (3)
- 21-Industrial Vibration AnalysisDocument5 pages21-Industrial Vibration Analysissuna06m6403100% (1)
- Ingersoll Rand Parts ListDocument42 pagesIngersoll Rand Parts ListIzabela SantanaNo ratings yet
- Slider-Crank MQP Final DraftDocument93 pagesSlider-Crank MQP Final DraftettypasewangNo ratings yet
- Slider-Crank MQP Final DraftDocument93 pagesSlider-Crank MQP Final DraftettypasewangNo ratings yet
- Vibration BasicsDocument120 pagesVibration Basicspradeep.selvarajan100% (1)
- Hysys Dynamics PDFDocument549 pagesHysys Dynamics PDFminh nguyenNo ratings yet
- Andrey Elenkov's Measurement and Instrumentation LecturesDocument223 pagesAndrey Elenkov's Measurement and Instrumentation LecturesManuel Adrian Vidal PenedoNo ratings yet
- Totis 2014Document18 pagesTotis 2014fernando.s88No ratings yet
- Ijmet: ©iaemeDocument9 pagesIjmet: ©iaemeIAEME PublicationNo ratings yet
- AMS Measuring TypesDocument14 pagesAMS Measuring TypesVILLANUEVA_DANIEL2064No ratings yet
- An Overview of Steam Turbine Blade Vibration Monitoring System (BVMS)Document3 pagesAn Overview of Steam Turbine Blade Vibration Monitoring System (BVMS)SebastianNo ratings yet
- Intelligent Tool Condition Monitoring in MillingDocument10 pagesIntelligent Tool Condition Monitoring in MillingKavin PrakashNo ratings yet
- Machine Vibration Basics GuideDocument9 pagesMachine Vibration Basics GuidevikasinmumbaiNo ratings yet
- Chapter 3: Vibration Measurement - Selecting and Using PickupsDocument62 pagesChapter 3: Vibration Measurement - Selecting and Using PickupsAndrey AtienzaNo ratings yet
- Vibration Monitoring and AnalysisDocument8 pagesVibration Monitoring and AnalysishashimtkmceNo ratings yet
- 1-s2.0-S0141635923001952-mainDocument20 pages1-s2.0-S0141635923001952-mainYves-rolandN'guessanNo ratings yet
- Manual VIB-11BDocument17 pagesManual VIB-11BCPPS Comércio de Produtos, Peças e Serviços LtdaNo ratings yet
- Turbine Supervisory Instruments Monitor Critical ParametersDocument25 pagesTurbine Supervisory Instruments Monitor Critical ParametersMorassa Chona100% (1)
- To Determine Natural FrequencyDocument5 pagesTo Determine Natural FrequencyRithwik pawarNo ratings yet
- How To Measure Torque - A Definitive GuideDocument4 pagesHow To Measure Torque - A Definitive GuideSri SaiNo ratings yet
- Lab Report 08 Applying Non-Destructive Analysis Techniques For Assets Health Assessment Using Predictive Maintenance StrategyDocument8 pagesLab Report 08 Applying Non-Destructive Analysis Techniques For Assets Health Assessment Using Predictive Maintenance StrategyImdad Jalali100% (1)
- Vibration Analysis and Repair Process For The VentDocument6 pagesVibration Analysis and Repair Process For The VentHichem Khelifa K-mNo ratings yet
- Instrumentation: MODEL 950I / 950S Suspended Solids MonitorDocument36 pagesInstrumentation: MODEL 950I / 950S Suspended Solids MonitorJOSE GABRIELNo ratings yet
- Shaft Alignment Tools TMEA Series: SKF Product Data SheetDocument3 pagesShaft Alignment Tools TMEA Series: SKF Product Data SheetGts ImportadoraNo ratings yet
- Vib Training-Hpc CacharDocument108 pagesVib Training-Hpc CacharSasi NimmakayalaNo ratings yet
- Magnet Mount Strain Sensor: Instruction ManualDocument8 pagesMagnet Mount Strain Sensor: Instruction Manualmuhammad taufik rahmanNo ratings yet
- Maxmill Fanuc Manual PDFDocument426 pagesMaxmill Fanuc Manual PDFRaul LupuNo ratings yet
- Sine Wave GeneratorDocument32 pagesSine Wave GeneratorlospacosNo ratings yet
- Gyrodata SWDDocument1 pageGyrodata SWDRodolfo CastroNo ratings yet
- Strain and Force Sensors for Injection MoldingDocument12 pagesStrain and Force Sensors for Injection Moldingmuhammad taufik rahmanNo ratings yet
- Cutting Force Measurement in Milling Using Piezoelectric DynamometerDocument9 pagesCutting Force Measurement in Milling Using Piezoelectric DynamometerDan SamuelNo ratings yet
- 40 Static Equilibrium of A Rigid BodyDocument4 pages40 Static Equilibrium of A Rigid BodyMuhammad izmiNo ratings yet
- Distance SenzoraDocument3 pagesDistance Senzorajasmin selimićNo ratings yet
- TP 02004Document4 pagesTP 02004hyarub9No ratings yet
- Development of A High Cycle Vibration Fatigue Diagnosticsystem With Non-Contactvibration SensingDocument15 pagesDevelopment of A High Cycle Vibration Fatigue Diagnosticsystem With Non-Contactvibration SensingkhabiranNo ratings yet
- 1468 - Vane Anemometer - DatasheetDocument2 pages1468 - Vane Anemometer - Datasheetrekaman bandungNo ratings yet
- MFT II Manual 2Document35 pagesMFT II Manual 2Thulasi RamNo ratings yet
- University of Tabuk: Mechanical Engineering DepartmentDocument11 pagesUniversity of Tabuk: Mechanical Engineering DepartmentJoker AzzamNo ratings yet
- AlTek PickupsDocument40 pagesAlTek PickupsLuis Alfonso Andler C.100% (1)
- Intelligent Cutter Formatted 20080519 FinalDocument15 pagesIntelligent Cutter Formatted 20080519 Finalfernando.s88No ratings yet
- Experiment: Grinding: Ayush Sinha Roll No.13188 Group B2G1Document4 pagesExperiment: Grinding: Ayush Sinha Roll No.13188 Group B2G1Randhir KyNo ratings yet
- Cutting Force MeasurementDocument4 pagesCutting Force MeasurementVrushiket PatilNo ratings yet
- Roundness Measuring Instrument: RMI-D560C RMI-D420Document8 pagesRoundness Measuring Instrument: RMI-D560C RMI-D420Phạm DươngNo ratings yet
- AccelometerDocument2 pagesAccelometerShelton RajaNo ratings yet
- Surftest SV-3100Document12 pagesSurftest SV-3100صالح سميرNo ratings yet
- Ifu Tksa 40 - mp5362Document432 pagesIfu Tksa 40 - mp5362JeffersonDeOliveiraFerreiraNo ratings yet
- A Review Paper On Vibration Monitoring of Lathe Ijariie12185Document5 pagesA Review Paper On Vibration Monitoring of Lathe Ijariie12185ASHWIN JAWAHARNo ratings yet
- Sensors For Die Casters:: Measure Locking Force Avoid Tie Bar BreakageDocument10 pagesSensors For Die Casters:: Measure Locking Force Avoid Tie Bar BreakageSelvamNo ratings yet
- WT901BLECL DataSheetDocument21 pagesWT901BLECL DataSheetsenchiNo ratings yet
- Investigate The Spindle Error Motions From Thermal Change For High Precision CNC Machining CapabilityDocument7 pagesInvestigate The Spindle Error Motions From Thermal Change For High Precision CNC Machining CapabilityShamanth CNo ratings yet
- Gyroscopic EffectDocument13 pagesGyroscopic EffectRavinder SinghNo ratings yet
- Vibrations of Power Plant Machines: A Guide for Recognition of Problems and TroubleshootingFrom EverandVibrations of Power Plant Machines: A Guide for Recognition of Problems and TroubleshootingNo ratings yet
- January 2021: Monday Tuesday Wednesday Thursday Friday Saturday SundayDocument12 pagesJanuary 2021: Monday Tuesday Wednesday Thursday Friday Saturday SundayMuhammadTaufikAliRahmanNo ratings yet
- Checklist Peralatan K3G - SharingDocument11 pagesChecklist Peralatan K3G - SharingMuhammadTaufikAliRahmanNo ratings yet
- SkematikDocument1 pageSkematikMuhammadTaufikAliRahmanNo ratings yet
- 008795-1-EN - Model 1700 - SeriesDocument2 pages008795-1-EN - Model 1700 - SeriesMuhammadTaufikAliRahmanNo ratings yet
- Apl Mirip CanvaDocument1 pageApl Mirip CanvaMuhammadTaufikAliRahmanNo ratings yet
- Hand Held Torque GaugeDocument1 pageHand Held Torque GaugeMuhammadTaufikAliRahmanNo ratings yet
- AGS-3000 Automatic Gouging SystemDocument4 pagesAGS-3000 Automatic Gouging SystemMuhammadTaufikAliRahmanNo ratings yet
- Vertex Catalog Reply 4Document1 pageVertex Catalog Reply 4MuhammadTaufikAliRahmanNo ratings yet
- Hand Held Torque GaugeDocument1 pageHand Held Torque GaugeMuhammadTaufikAliRahmanNo ratings yet
- Vertex Catalog ReplyDocument1 pageVertex Catalog ReplyMuhammadTaufikAliRahmanNo ratings yet
- 0370Document1 page0370MuhammadTaufikAliRahmanNo ratings yet
- Popular Model: Motorized Test StandsDocument1 pagePopular Model: Motorized Test StandsMuhammadTaufikAliRahmanNo ratings yet
- Torqometer torque wrench guideDocument1 pageTorqometer torque wrench guideMuhammadTaufikAliRahmanNo ratings yet
- V Vlov MC001 E4 - MDocument10 pagesV Vlov MC001 E4 - MMuhammadTaufikAliRahmanNo ratings yet
- Vertex Catalog Reply 1Document1 pageVertex Catalog Reply 1Alejandro HurtadoNo ratings yet
- Floating Locating PinsDocument13 pagesFloating Locating PinsMuhammadTaufikAliRahmanNo ratings yet
- Jig & Fixture DesignDocument2 pagesJig & Fixture DesignMuhammadTaufikAliRahmanNo ratings yet
- Rebar Data Scan Complete DataDocument2 pagesRebar Data Scan Complete DataMuhammadTaufikAliRahmanNo ratings yet
- CarrLaneModular 1 PDFDocument13 pagesCarrLaneModular 1 PDFMuhammadTaufikAliRahmanNo ratings yet
- BISON-BIAL Factory Tooling and Chucks ManufacturerDocument6 pagesBISON-BIAL Factory Tooling and Chucks ManufacturerMuhammadTaufikAliRahmanNo ratings yet
- TCS2DN S PDFDocument12 pagesTCS2DN S PDFMuhammadTaufikAliRahmanNo ratings yet
- Classified Catalogues ROEMHELD Group en 0210Document4 pagesClassified Catalogues ROEMHELD Group en 0210MuhammadTaufikAliRahmanNo ratings yet
- LM001 03 02Document20 pagesLM001 03 02MuhammadTaufikAliRahmanNo ratings yet
- Single-Action Swing Clamp: LT/LGDocument20 pagesSingle-Action Swing Clamp: LT/LGMuhammadTaufikAliRahmanNo ratings yet
- Rebar Data Scan Complete DataDocument2 pagesRebar Data Scan Complete DataMuhammadTaufikAliRahmanNo ratings yet
- Ball Screw General CatalogDocument490 pagesBall Screw General CatalogMax NovaxNo ratings yet
- 0542Document1 page0542MuhammadTaufikAliRahmanNo ratings yet
- Manual de ServicioDocument192 pagesManual de ServicioCrispin CrispianoNo ratings yet
- Ather Bank StatementDocument12 pagesAther Bank StatementsksaudNo ratings yet
- Forklift Study Guide Victoria 1Document16 pagesForklift Study Guide Victoria 1Nair YadukrishnanNo ratings yet
- Evinrude Carburetor Group Parts For 1966 18hp 18602 Outboard MotorDocument8 pagesEvinrude Carburetor Group Parts For 1966 18hp 18602 Outboard MotorWouter GrootNo ratings yet
- Socitec - HH16Document2 pagesSocitec - HH16Andrzej RogalaNo ratings yet
- Emko CatalogueDocument60 pagesEmko Cataloguelãng duNo ratings yet
- Microwave Phase Shifters and Attenuators ReviewDocument3 pagesMicrowave Phase Shifters and Attenuators ReviewBruno AlvimNo ratings yet
- Hydrogen Application Step by Step GuideDocument13 pagesHydrogen Application Step by Step Guidewindreader1No ratings yet
- PLC and SCADA Lab Experiments for Instrumentation CourseDocument4 pagesPLC and SCADA Lab Experiments for Instrumentation CourseAnonymous FKMfvCbNo ratings yet
- External User (Agent) Registration Use Case-Diagram: Create Online AccountDocument16 pagesExternal User (Agent) Registration Use Case-Diagram: Create Online AccountSawijamesNo ratings yet
- Document Tracking SystemDocument13 pagesDocument Tracking SystemjertinNo ratings yet
- Sql-Data TypesDocument15 pagesSql-Data Typesaedira poojithaNo ratings yet
- Philippine high school evaluates contemporary regional artsDocument4 pagesPhilippine high school evaluates contemporary regional artsDianne AcquiatNo ratings yet
- SCHEDULINGDocument29 pagesSCHEDULINGkishoreNo ratings yet
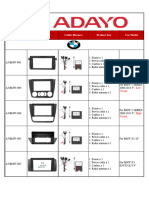
- Adayo ReplacementDocument13 pagesAdayo Replacementkwf7yjpr26No ratings yet
- Fuel Systems and Engine ComponentsDocument27 pagesFuel Systems and Engine ComponentsRam SaaceNo ratings yet
- EGN Indonesia OverviewDocument15 pagesEGN Indonesia OverviewIip NashrullahNo ratings yet
- Indian Railways - Powering Through To ExcellenceDocument14 pagesIndian Railways - Powering Through To ExcellenceM Joshua AlfredNo ratings yet
- Components of A Computer - Information Technology and CommunicationDocument7 pagesComponents of A Computer - Information Technology and CommunicationDarryl John PasambaNo ratings yet
- Linux File System - Ext2 Vs Ext3 Vs Ext4 Vs XFSDocument2 pagesLinux File System - Ext2 Vs Ext3 Vs Ext4 Vs XFSridteamNo ratings yet
- Introduction to VSAT Technical TrainingDocument129 pagesIntroduction to VSAT Technical TrainingAlexeyTsygantsov100% (1)
- Rewriting Continuous Ink Jet Printing RulesDocument2 pagesRewriting Continuous Ink Jet Printing RulesAnastasia Lova DiantoroNo ratings yet
- Ecfl 30Document4 pagesEcfl 30Jozsef MolnarNo ratings yet