You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Numerical Analysis of Effect of Coolant On The Transient Temperature in Underwater Friction Stir Welding of Al6061-T6Document101 pagesNumerical Analysis of Effect of Coolant On The Transient Temperature in Underwater Friction Stir Welding of Al6061-T6Kaushik SenguptaNo ratings yet
- Optimizations of Welding Strength of Joining by FSW of Aluminum Alloy A6068 Using Response Surface Methodology - IIDocument3 pagesOptimizations of Welding Strength of Joining by FSW of Aluminum Alloy A6068 Using Response Surface Methodology - IIKaushik SenguptaNo ratings yet
- Book FrictionStir WeldingDocument239 pagesBook FrictionStir WeldingKaushik SenguptaNo ratings yet
- The Effect of Pin Profiles On The Microstructure and Mechanical Properties of Underwater Friction Stir Welded AA2519-T87 Aluminium AlloyDocument6 pagesThe Effect of Pin Profiles On The Microstructure and Mechanical Properties of Underwater Friction Stir Welded AA2519-T87 Aluminium AlloyKaushik SenguptaNo ratings yet
- Microstructure, Mechanical Properties and Corrosion of Friction Stir Welded 6061 Aluminum Alloy PDFDocument25 pagesMicrostructure, Mechanical Properties and Corrosion of Friction Stir Welded 6061 Aluminum Alloy PDFKaushik SenguptaNo ratings yet
- Overview of Underwater Friction Stir WeldingDocument9 pagesOverview of Underwater Friction Stir WeldingKaushik SenguptaNo ratings yet
- Underwater Friction Stir Welding: An OverviewDocument6 pagesUnderwater Friction Stir Welding: An OverviewKaushik SenguptaNo ratings yet
- Review On Different Trends in FSWDocument27 pagesReview On Different Trends in FSWKaushik SenguptaNo ratings yet
- Underwater Friction Stir Welding of Ultrafine Grained 2017 Aluminum Alloy PDFDocument5 pagesUnderwater Friction Stir Welding of Ultrafine Grained 2017 Aluminum Alloy PDFKaushik SenguptaNo ratings yet
- Review On Underwater Friction Stir Welding A Variant of Friction Stir Welding With Great Potential of Improving Joint PropertiesDocument4 pagesReview On Underwater Friction Stir Welding A Variant of Friction Stir Welding With Great Potential of Improving Joint PropertiesKaushik SenguptaNo ratings yet
- On The Immersed Friction Stir Welding of Aa6061-T6 A Metallurgic and Mechanical Comparison To Friction Stir WeldingDocument5 pagesOn The Immersed Friction Stir Welding of Aa6061-T6 A Metallurgic and Mechanical Comparison To Friction Stir WeldingKaushik SenguptaNo ratings yet
- Investigation of Submerged Friction Stir Welding of Marine-Grade Aluminum AlloyDocument75 pagesInvestigation of Submerged Friction Stir Welding of Marine-Grade Aluminum AlloyKaushik SenguptaNo ratings yet
- Optimization of Process Parameters of Friction Stir Welding For Dissimilar Aluminium Alloys AA5083-0 and 6061 - T6Document5 pagesOptimization of Process Parameters of Friction Stir Welding For Dissimilar Aluminium Alloys AA5083-0 and 6061 - T6Kaushik SenguptaNo ratings yet
- Study of Mechanical Properties of Aluminium Alloys On Normal Friction Stir Welding and Underwater Friction Stir Welding For Structural ApplicationsDocument5 pagesStudy of Mechanical Properties of Aluminium Alloys On Normal Friction Stir Welding and Underwater Friction Stir Welding For Structural ApplicationsKaushik SenguptaNo ratings yet
- Optimization of Process Parameters of Friction Stir WeldedDocument8 pagesOptimization of Process Parameters of Friction Stir WeldedKaushik SenguptaNo ratings yet
- Microstructure and Mechanical Characterization of Friction Stir Welded High Strength Low Alloy SteelsDocument8 pagesMicrostructure and Mechanical Characterization of Friction Stir Welded High Strength Low Alloy SteelsKaushik SenguptaNo ratings yet
- Experimental and Numerical Investigation On Under-Water Friction Stir Welding of Armour Grade AA2519-T87 Aluminium AlloyDocument10 pagesExperimental and Numerical Investigation On Under-Water Friction Stir Welding of Armour Grade AA2519-T87 Aluminium AlloyKaushik SenguptaNo ratings yet
- Modeling and Optimization of Submerged Friction Stir Welding of AA 2219-T6 AlloyDocument8 pagesModeling and Optimization of Submerged Friction Stir Welding of AA 2219-T6 AlloyKaushik SenguptaNo ratings yet
- Feasibility of Underwater Friction Stir Welding of Hardenable Alloy SteelDocument56 pagesFeasibility of Underwater Friction Stir Welding of Hardenable Alloy SteelKaushik SenguptaNo ratings yet
- Underwater Friction Stir Welding: An OverviewDocument6 pagesUnderwater Friction Stir Welding: An OverviewKaushik SenguptaNo ratings yet
- Modelling and Optimization of Submerged Friction Stir Welding Parameters For AA6061-T6 Alloy Using RSMDocument12 pagesModelling and Optimization of Submerged Friction Stir Welding Parameters For AA6061-T6 Alloy Using RSMKaushik SenguptaNo ratings yet
- Microstructure, Mechanical Properties and Corrosion of Friction Stir Welded 6061 Aluminum AlloyDocument4 pagesMicrostructure, Mechanical Properties and Corrosion of Friction Stir Welded 6061 Aluminum AlloyKaushik SenguptaNo ratings yet
- Influences of Tool Travel Speed On Tensile Properties of Underwater Friction Stir Welded High Strength Armour Grade Aluminium Alloy JointsDocument7 pagesInfluences of Tool Travel Speed On Tensile Properties of Underwater Friction Stir Welded High Strength Armour Grade Aluminium Alloy JointsKaushik SenguptaNo ratings yet
- Feasibility of Underwater Friction Stir Welding of HY-80 SteelDocument53 pagesFeasibility of Underwater Friction Stir Welding of HY-80 SteelKaushik SenguptaNo ratings yet
- Friction Stir Welding of 6mm Thick Carbon Steel Underwater and in AirDocument13 pagesFriction Stir Welding of 6mm Thick Carbon Steel Underwater and in AirKaushik SenguptaNo ratings yet
- Influence of Tool Geometry and Processing Parameters On Welding Defects and Mechanical Properties For Friction Stir Welding of 6061 Aluminium AlloyDocument10 pagesInfluence of Tool Geometry and Processing Parameters On Welding Defects and Mechanical Properties For Friction Stir Welding of 6061 Aluminium AlloyKaushik SenguptaNo ratings yet
- Friction Stir Welding of 5052 PHD Thesis by Iit DelhiDocument39 pagesFriction Stir Welding of 5052 PHD Thesis by Iit DelhiKaushik SenguptaNo ratings yet
- An Experimental Insight On The Selection of The Tool Tilt Angle For Friction Stir Welding of 7075 T651 Aluminum AlloysDocument11 pagesAn Experimental Insight On The Selection of The Tool Tilt Angle For Friction Stir Welding of 7075 T651 Aluminum AlloysKaushik SenguptaNo ratings yet
- Fabrication and Characterization of Friction Stir Welding Using Al 3105Document13 pagesFabrication and Characterization of Friction Stir Welding Using Al 3105Kaushik SenguptaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- MPZ Operating ManualDocument48 pagesMPZ Operating Manualweslley.luzNo ratings yet
- Diccionario Técnico Ingles-InglesDocument518 pagesDiccionario Técnico Ingles-InglesManuel CTNo ratings yet
- Apometre 1Document9 pagesApometre 1Spinu DanielNo ratings yet
- 11 Chapter 2Document67 pages11 Chapter 2Sangeet SharmaNo ratings yet
- Lindec: Joint Filler and Crack Repair SystemDocument2 pagesLindec: Joint Filler and Crack Repair Systemmulti5torpeNo ratings yet
- White Met BearingDocument3 pagesWhite Met BearingeasawickaNo ratings yet
- Bearing Replacement Guide UkDocument134 pagesBearing Replacement Guide UkBalan VladNo ratings yet
- Sugar MillDocument12 pagesSugar Millnirma kinasihNo ratings yet
- Lubrication ProjectDocument23 pagesLubrication ProjectAaron Palm100% (1)
- Series 622: Operating, Maintenance & Parts ManualDocument12 pagesSeries 622: Operating, Maintenance & Parts ManualMARTIN FLORESNo ratings yet
- Aggregate Training ManualDocument266 pagesAggregate Training ManualFanuel MsangiNo ratings yet
- SWR SRB Product SheetDocument2 pagesSWR SRB Product SheetCarlo AguiluzNo ratings yet
- Microwave CladdingDocument34 pagesMicrowave Claddingparamjeet singhNo ratings yet
- Characterisation and Optimisation of Ladle Stirring Systems - EUDocument223 pagesCharacterisation and Optimisation of Ladle Stirring Systems - EUJarek PlaszczycaNo ratings yet
- Cutter LifeDocument14 pagesCutter LifeTran NghiNo ratings yet
- AJIYA PPGL Roofing - SampleDocument2 pagesAJIYA PPGL Roofing - Sampleshazlan.ppcNo ratings yet
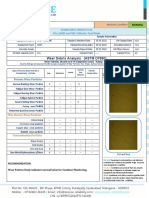
- Wear Debris Analysis (ASTM D7690) : Power Mech Projects LTD Site: 2x600 MW CEPL-Tuticorin-Tamil NaduDocument1 pageWear Debris Analysis (ASTM D7690) : Power Mech Projects LTD Site: 2x600 MW CEPL-Tuticorin-Tamil Nadudevi JammanaNo ratings yet
- Gear Lubrication 1Document9 pagesGear Lubrication 1rashm006ranjanNo ratings yet
- Droplet - Erosion - Coating - Offshore WT Blades-MainDocument13 pagesDroplet - Erosion - Coating - Offshore WT Blades-MainNABIL HUSSAIN100% (1)
- RexPro Standard Rollenketten High Performance lubricants overviewDocument8 pagesRexPro Standard Rollenketten High Performance lubricants overviewAlessandro CamozzatoNo ratings yet
- (PEJT5025-02) Reporting Particle Count by ISO CodeDocument12 pages(PEJT5025-02) Reporting Particle Count by ISO Codevictor.ciprianiNo ratings yet
- Refractory Lining of Blast Furnace PDFDocument11 pagesRefractory Lining of Blast Furnace PDFceng el samiuNo ratings yet
- NABL Accredited Mechanical Testing Lab GuideDocument50 pagesNABL Accredited Mechanical Testing Lab GuideGautam GuptaNo ratings yet
- Service+manual+s068 Rev.1.0 EngDocument72 pagesService+manual+s068 Rev.1.0 Engtoasterzapper100% (1)
- Chemically Formed Ceramic CoatingsDocument8 pagesChemically Formed Ceramic CoatingsAngel LagrañaNo ratings yet
- New Front Crankshaft Seals and New Rear Crankshaft Seals Are Now in Production (1160, 1161)Document6 pagesNew Front Crankshaft Seals and New Rear Crankshaft Seals Are Now in Production (1160, 1161)TASHKEEL100% (1)
- Stanley Math Drawing Instruments 1868Document270 pagesStanley Math Drawing Instruments 1868dgg3565No ratings yet
- Benefits of Vibration Analysis For Deployment of Pumping Equipment (Slurry or Reuse Pump)Document20 pagesBenefits of Vibration Analysis For Deployment of Pumping Equipment (Slurry or Reuse Pump)Fery HartantoNo ratings yet
- Bearing Design in MachineryDocument641 pagesBearing Design in MachineryGiuseppeNicola86% (7)