You might also like
- Stainless Steel Corrosion in Acidic EnvironmentsDocument10 pagesStainless Steel Corrosion in Acidic EnvironmentsPrateep UntimanonNo ratings yet
- Stainless Steel CorrosionDocument10 pagesStainless Steel Corrosionsmab2162094No ratings yet
- Hydrogen Embrittlement PDFDocument4 pagesHydrogen Embrittlement PDFVenu Prasad100% (1)
- Stainless SteelsDocument16 pagesStainless SteelsGnobelNo ratings yet
- Austenitic Stainless SteelsDocument20 pagesAustenitic Stainless Steelsvivekr84100% (1)
- Seminar ReportDocument19 pagesSeminar Reportvivekr84100% (1)
- MCE328 Corrosionanalysisofstainlesssteel 100509104621 Phpapp01Document38 pagesMCE328 Corrosionanalysisofstainlesssteel 100509104621 Phpapp01xia luoNo ratings yet
- Corrosion Analysis of Stainless Steel: Seifedine KadryDocument9 pagesCorrosion Analysis of Stainless Steel: Seifedine KadryMarcos GonzalezNo ratings yet
- Hydrogen Attack: Piping FundamentalsDocument1 pageHydrogen Attack: Piping FundamentalsWArya RaWigunanNo ratings yet
- Stress Corrosion CrackingDocument16 pagesStress Corrosion CrackingzaxaderNo ratings yet
- Stress Corrosion: CrackingDocument16 pagesStress Corrosion: CrackingvincrediableNo ratings yet
- HeliCoil Technical Information Corrosion Screw ThreadsDocument6 pagesHeliCoil Technical Information Corrosion Screw ThreadsAce Industrial SuppliesNo ratings yet
- Jenis Korosi Berdasarkan BentuknyaDocument52 pagesJenis Korosi Berdasarkan Bentuknyaari195No ratings yet
- Nitric Acid StorageDocument7 pagesNitric Acid StorageEr Bali PandhareNo ratings yet
- General Wastage of Material Uniform CorrosionDocument3 pagesGeneral Wastage of Material Uniform CorrosionRafael Alejandro S CNo ratings yet
- Welding of Austenitic Stainless Steel - Part 2 - TWIDocument6 pagesWelding of Austenitic Stainless Steel - Part 2 - TWISumantaNo ratings yet
- Corrosion On Stainless SteelDocument3 pagesCorrosion On Stainless SteelMondayNo ratings yet
- SANDVIK What Is Stainless SteelDocument7 pagesSANDVIK What Is Stainless Steelpipedown456No ratings yet
- Lecture38metallurgical Properties Influencing CorrosionDocument10 pagesLecture38metallurgical Properties Influencing CorrosionMohamed AshfaqNo ratings yet
- Design For Corrosion Resistance: Uniform AttackDocument11 pagesDesign For Corrosion Resistance: Uniform AttackIndra PradanaNo ratings yet
- Prevention From Inter-Granual CorrosionDocument7 pagesPrevention From Inter-Granual CorrosionDevashish JoshiNo ratings yet
- Why Stainless Steel for Rail CoachesDocument83 pagesWhy Stainless Steel for Rail CoachesaravindanNo ratings yet
- Corrosion AnalysisDocument39 pagesCorrosion Analysissatya_chagantiNo ratings yet
- Corrosion Types in Naval Materials ScienceDocument13 pagesCorrosion Types in Naval Materials ScienceMad Max100% (1)
- Corrosion and Materials Selection For Amine ServiceDocument5 pagesCorrosion and Materials Selection For Amine Servicedj22500100% (1)
- Corrosion of Stainless SteelDocument10 pagesCorrosion of Stainless SteelRizky Ilham DescarianNo ratings yet
- IGA/ EGP Het FractureDocument3 pagesIGA/ EGP Het Fractureitzme_sdNo ratings yet
- 6) What Is Stainless Steel and Classify Stainless Steel ?Document3 pages6) What Is Stainless Steel and Classify Stainless Steel ?ashith g aNo ratings yet
- The Stainless Steel Family - An Overview - Campbell Tip of The MonthDocument5 pagesThe Stainless Steel Family - An Overview - Campbell Tip of The Monthpeach5No ratings yet
- Materials Selection For Corrosion PreventionDocument61 pagesMaterials Selection For Corrosion PreventionJeremy Coleman100% (1)
- Aluminium and CorrosionDocument6 pagesAluminium and CorrosionfazyroshanNo ratings yet
- Electrochemical Corrosion Process ExplainedDocument86 pagesElectrochemical Corrosion Process Explainedsandip singhNo ratings yet
- SSINA-Stainless-Steel-AlloyingDocument3 pagesSSINA-Stainless-Steel-AlloyingAditya SharmaNo ratings yet
- Corrosioncontrol 150425135701 Conversion Gate01Document62 pagesCorrosioncontrol 150425135701 Conversion Gate01bibek paikNo ratings yet
- B-Gas-Question & Answer PaparsDocument62 pagesB-Gas-Question & Answer PaparsSreedhar Patnaik.MNo ratings yet
- Caustic CrackingDocument17 pagesCaustic CrackingDurga PrasadNo ratings yet
- Stainless SteelDocument8 pagesStainless SteelEdgarDavidDiazCampos100% (1)
- Corrosion Behaviour Corrosion Behaviour of Cold Deformed Austenitic AlloysDocument30 pagesCorrosion Behaviour Corrosion Behaviour of Cold Deformed Austenitic AlloysAgnieszka Kurc-LisieckaNo ratings yet
- Hydrogen EmbrittlementDocument2 pagesHydrogen EmbrittlementAbhik BanerjeeNo ratings yet
- Corrosion ReferencesDocument6 pagesCorrosion ReferencesKimai BrackenNo ratings yet
- CFA Guidance Note - Fixings and CorrosionDocument4 pagesCFA Guidance Note - Fixings and CorrosionkanekuenenNo ratings yet
- EngineerDocument38 pagesEngineerHumayun Rashid KhanNo ratings yet
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksFrom EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- Die Casting Metallurgy: Butterworths Monographs in MaterialsFrom EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsRating: 3.5 out of 5 stars3.5/5 (2)
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingFrom EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingRating: 1 out of 5 stars1/5 (1)
- High Temperature Corrosion: Fundamentals and EngineeringFrom EverandHigh Temperature Corrosion: Fundamentals and EngineeringNo ratings yet
- Forging - Manual of Practical Instruction in Hand Forging of Wrought Iron, Machine Steel and Tool Steel; Drop Forging; and Heat Treatment of Steel, Including Annealing, Hardening and TemperingFrom EverandForging - Manual of Practical Instruction in Hand Forging of Wrought Iron, Machine Steel and Tool Steel; Drop Forging; and Heat Treatment of Steel, Including Annealing, Hardening and TemperingRating: 5 out of 5 stars5/5 (1)
- Control and Analysis in Iron and SteelmakingFrom EverandControl and Analysis in Iron and SteelmakingRating: 3 out of 5 stars3/5 (2)
- Operational ExcellDocument216 pagesOperational Excellronald rachmadiNo ratings yet
- Application Guide Jota Armour: Galvanised SteelDocument1 pageApplication Guide Jota Armour: Galvanised SteelTamerTamerNo ratings yet
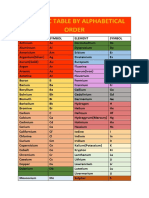
- Periodic Table by Alphabetical OrderDocument2 pagesPeriodic Table by Alphabetical OrderNicholas chooNo ratings yet
- Fulltext PDFDocument151 pagesFulltext PDFAhmed GomaaNo ratings yet
- MineralsDocument62 pagesMineralsStephanie BiyoNo ratings yet
- 2 MarksDocument15 pages2 MarksVignesh Durai100% (2)
- DocLib 7465 2102A Stoody HardfacingHighAlloyCatalog PDFDocument72 pagesDocLib 7465 2102A Stoody HardfacingHighAlloyCatalog PDFsharandeep1112No ratings yet
- Development of SA-738 Gr. B High Strength Steel Plate With Excellent Toughness For Power Generating PlantsDocument6 pagesDevelopment of SA-738 Gr. B High Strength Steel Plate With Excellent Toughness For Power Generating PlantsKK SinghNo ratings yet
- ASTM A319 Gris Resistente Altas TemperaturasDocument2 pagesASTM A319 Gris Resistente Altas TemperaturasDNo ratings yet
- Acetone analysis specifications composition limitsDocument2 pagesAcetone analysis specifications composition limitsFethi FatnassiNo ratings yet
- Design and manufacturing of plastic injection mould materialsDocument8 pagesDesign and manufacturing of plastic injection mould materialsBa BuNo ratings yet
- EN8 Carbon Steel: Form of SupplyDocument3 pagesEN8 Carbon Steel: Form of SupplyExcel Hydro Pneumatics (INDIA) EHPINo ratings yet
- SP14Document13 pagesSP14Sumit Thakur100% (1)
- 02 Effect of Chemical Composition and ProcessingDocument49 pages02 Effect of Chemical Composition and ProcessingAli MoussaNo ratings yet
- PAS Special Structural Steel Plates GuideDocument3 pagesPAS Special Structural Steel Plates GuideWalter AcostaNo ratings yet
- Effect of Temperature and Pressure On Crystal LatticeDocument6 pagesEffect of Temperature and Pressure On Crystal LatticeSamten LepchaNo ratings yet
- En 8Document1 pageEn 8Devendera TripathiNo ratings yet
- B Boehler Ti 80 T-FD Fde en 5Document1 pageB Boehler Ti 80 T-FD Fde en 5Valentin Hernández TrianoNo ratings yet
- A 6 A 6 MDocument61 pagesA 6 A 6 MMoito CarvalhoNo ratings yet
- ExperimentDocument13 pagesExperimentHandcrafting BeautiesNo ratings yet
- Processing of Non-Ferrous MetalsDocument113 pagesProcessing of Non-Ferrous MetalsZaky GhufronNo ratings yet
- Comparision Table For AluminumDocument2 pagesComparision Table For AluminumJigar M. UpadhyayNo ratings yet
- Ultrasonic Testing Level I - Material Data Sheet - Velocity ChartDocument1 pageUltrasonic Testing Level I - Material Data Sheet - Velocity Chartbenderman1No ratings yet
- Atomuri da molekuluri masis kanoniDocument231 pagesAtomuri da molekuluri masis kanoninino123 nino123No ratings yet
- Discovering Metals - A Historical OverviewDocument12 pagesDiscovering Metals - A Historical OverviewMonisha SharmaNo ratings yet
- Journey To TMT BarsDocument52 pagesJourney To TMT BarsSuresh g.s.No ratings yet
- ACList 20180808Document3 pagesACList 20180808mahmood750No ratings yet
- Material Balance & Process Flow Sheet of PlantDocument13 pagesMaterial Balance & Process Flow Sheet of PlantAnkit AswalNo ratings yet
- SUJ2 DatasheetDocument2 pagesSUJ2 DatasheetGyurmoooNo ratings yet
- Chapter 3 MineralsDocument7 pagesChapter 3 MineralsJamie Ann ManalastasNo ratings yet