You might also like
- Empresa de Produccion de YogurtDocument10 pagesEmpresa de Produccion de Yogurtbynicioalv90% (10)
- PLAN ANUAL 2023 MagdalenaDocument22 pagesPLAN ANUAL 2023 MagdalenaEsterfilia Zapata MedinaNo ratings yet
- Propiedades Fisicas de Los Aceites y GrasasDocument7 pagesPropiedades Fisicas de Los Aceites y Grasasrosmeri katherin medina mezaNo ratings yet
- Elaboración queso Petit SuisseDocument8 pagesElaboración queso Petit SuisseGustavo Serrano LoraNo ratings yet
- La AlmendraDocument19 pagesLa AlmendraRoberto RL100% (1)
- Nuevos métodos de conservación de alimentosDocument6 pagesNuevos métodos de conservación de alimentosPaola CipaconNo ratings yet
- Estabilidad en HorasDocument3 pagesEstabilidad en HorasWen SanchezNo ratings yet
- La Importancia de Reporte DiarioDocument2 pagesLa Importancia de Reporte DiariobetoNo ratings yet
- Construcción embarcaciones pesquerasDocument28 pagesConstrucción embarcaciones pesquerasJean GomezNo ratings yet
- Negociación y resolución de conflictosDocument40 pagesNegociación y resolución de conflictosMatias OrellanaNo ratings yet
- Esterilización BiorreactoresDocument27 pagesEsterilización BiorreactoresFranco Lobato SalcedoNo ratings yet
- 3 Ley Culomb Campo Eletrico y Potencial ElectricoDocument58 pages3 Ley Culomb Campo Eletrico y Potencial ElectricoArnulfo Antonio Barrios RosadoNo ratings yet
- Un Intelectual Sin Ambición Es Un Impostor. Entrevista de Daniel Sacilotto. Alonso AlmenaraDocument8 pagesUn Intelectual Sin Ambición Es Un Impostor. Entrevista de Daniel Sacilotto. Alonso AlmenaraZOSIMO DE LA CRUZNo ratings yet
- Aceite de Salvado de ArrozDocument10 pagesAceite de Salvado de ArrozCarlita TorricoNo ratings yet
- Control de Calidad Del Aceite de ManíDocument31 pagesControl de Calidad Del Aceite de ManíjanethbraezNo ratings yet
- Efecto de Los Solutos Sobre Las Propiedades Físicas Del AguaDocument13 pagesEfecto de Los Solutos Sobre Las Propiedades Físicas Del AguaMardok80% (5)
- Margarinas y Shortenings A Base de Aceite de Palma - Mejoras en La Cristalización Por Formulación y ProcesoDocument33 pagesMargarinas y Shortenings A Base de Aceite de Palma - Mejoras en La Cristalización Por Formulación y ProcesoLuis Eduardo Zapata Munevar100% (1)
- Indice de Solidos en MantequillaDocument2 pagesIndice de Solidos en MantequillaJudith VegaNo ratings yet
- Ceras Aplicadas en La Industria AlimentariaDocument6 pagesCeras Aplicadas en La Industria AlimentariaJuberly DelgadoNo ratings yet
- Práctica 3 Rancidez Oxidativa-1Document3 pagesPráctica 3 Rancidez Oxidativa-1Julio César RiosNo ratings yet
- Transformación de La Proteína en El Proceso de Elaboración de Jamón Curado, Serrano o Tipo SerranoDocument16 pagesTransformación de La Proteína en El Proceso de Elaboración de Jamón Curado, Serrano o Tipo SerranoMarlon Vergara MonterrozaNo ratings yet
- Expocision Tecnologia Del SacrificioDocument34 pagesExpocision Tecnologia Del SacrificioluzNo ratings yet
- Lípidos I - Caracterización y reacciones básicasDocument4 pagesLípidos I - Caracterización y reacciones básicasfiorellaNo ratings yet
- Desodorizado de Aceites y GrasasDocument6 pagesDesodorizado de Aceites y GrasasDaniel Romero100% (1)
- Indices de Determinacion de GrasasDocument12 pagesIndices de Determinacion de GrasasErikaBolañosNo ratings yet
- Harina Zootécnica de MaízDocument4 pagesHarina Zootécnica de MaízJordano MoisesNo ratings yet
- Manufactura de Grasas y AceitesDocument1 pageManufactura de Grasas y AceitesEmmanuel Chavez100% (2)
- Aceite Linaza PDFDocument35 pagesAceite Linaza PDFRuth Lisseth Gil JulcaNo ratings yet
- p3 Indice de Acidez y Punto de HumoDocument8 pagesp3 Indice de Acidez y Punto de HumoEva Luz Alvarez MolinaNo ratings yet
- Composicion Bromatologica de La LecheDocument8 pagesComposicion Bromatologica de La LecheRubelyRequejo0% (1)
- Biotecnologia EjerciciosDocument5 pagesBiotecnologia EjerciciosJessica EncaladaNo ratings yet
- Extraccion de Aceite de Pistacho - Yec. Aceites y GrasasDocument10 pagesExtraccion de Aceite de Pistacho - Yec. Aceites y GrasasSarita CharaNo ratings yet
- Elaboración de mantequillaDocument37 pagesElaboración de mantequillaDixie Julieth Ibarra Rivera100% (1)
- Finalidad de La Limpieza de Las Materias PrimasDocument12 pagesFinalidad de La Limpieza de Las Materias PrimasfernandoluisNo ratings yet
- Practica de Salsa - Catsup.FOUDocument4 pagesPractica de Salsa - Catsup.FOUJaz TrejoNo ratings yet
- Formacion de MasasDocument5 pagesFormacion de MasasgabNo ratings yet
- Almidón Como EspesanteDocument3 pagesAlmidón Como EspesanteNestor Heredia velasquezNo ratings yet
- Practica PolvoronesDocument3 pagesPractica Polvoronesmari100% (1)
- Pelado PracticaDocument13 pagesPelado PracticaValeriaNo ratings yet
- PRACTICA #2 Elaboracion de Chorizo..... MDocument9 pagesPRACTICA #2 Elaboracion de Chorizo..... MMARITZANo ratings yet
- Algodón de AzucarDocument9 pagesAlgodón de AzucarJorge Chavez QuispeNo ratings yet
- Equipo 1 Prensado Operaciones UnitariasDocument10 pagesEquipo 1 Prensado Operaciones UnitariasDaniela Estrada SeverianoNo ratings yet
- Microorganismos Presentes en Los EmbutidosDocument10 pagesMicroorganismos Presentes en Los EmbutidosHans Ortega ValerNo ratings yet
- Mecanismos generación sabores olores alimentosDocument21 pagesMecanismos generación sabores olores alimentosClaudia Murillo CzNo ratings yet
- Compuestos Originados Por Calentamiento y Oxidación de GrasasDocument16 pagesCompuestos Originados Por Calentamiento y Oxidación de GrasasGerardo Manuel Cabezas Huatuco0% (1)
- Sustancias CurantesDocument2 pagesSustancias CurantestlilayatziNo ratings yet
- Práctica Elaboracion de SalchichaDocument7 pagesPráctica Elaboracion de SalchichaLaura Luna Ávila0% (1)
- Impacto de La Ciencia y Tecnología en La Conservación de AlimentosDocument2 pagesImpacto de La Ciencia y Tecnología en La Conservación de AlimentosMauricio MarNo ratings yet
- Cuadro ComparativoDocument2 pagesCuadro ComparativoFrancisco Javier Garcia OrtizNo ratings yet
- Reglas HeuristicasDocument17 pagesReglas HeuristicasMaria Ines JacomeNo ratings yet
- AteDocument4 pagesAteAracely Del Valle ZamoraNo ratings yet
- Practica de Laboratorio Bebida RefrescanteDocument3 pagesPractica de Laboratorio Bebida RefrescanteAngeles Leon100% (1)
- INTRODUCCION Mezclas FriorificasDocument1 pageINTRODUCCION Mezclas FriorificasEdgar C MedinaNo ratings yet
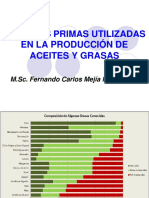
- Materias Primas Utilizadas en La Producción de AceitesDocument203 pagesMaterias Primas Utilizadas en La Producción de AceitesLuiggi G Quispe RNo ratings yet
- Tipos salazón alimentosDocument2 pagesTipos salazón alimentosDaniela RebolledoNo ratings yet
- Análisis de salchichas: calidad nutrimental y declaracionesDocument12 pagesAnálisis de salchichas: calidad nutrimental y declaracionesArdillon15No ratings yet
- Garapiñados de cacahuate: proceso y evaluación organolépticaDocument3 pagesGarapiñados de cacahuate: proceso y evaluación organolépticaDulce Sánchez0% (1)
- Tecnología de Margarinas y Grasas Solidas - EstDocument16 pagesTecnología de Margarinas y Grasas Solidas - EstESTUDIANTE PEDRO LUIS MEDINA MARTINEZNo ratings yet
- Valoración Sanitaria y Despiece de La CanalDocument4 pagesValoración Sanitaria y Despiece de La CanalJose luis BobadillaNo ratings yet
- Los Colorantes y PigmentosDocument28 pagesLos Colorantes y PigmentosElmer Quiroz BermeoNo ratings yet
- Mantequilla 25imprimirDocument21 pagesMantequilla 25imprimirThalia Flores100% (1)
- Mantequilla y CremaDocument8 pagesMantequilla y CremaJorge CarrascalNo ratings yet
- Las FriturasDocument14 pagesLas FriturasAlex MendozaNo ratings yet
- Bacterias en Cereales HongosDocument44 pagesBacterias en Cereales HongosP'Lilianaa Olivares73% (11)
- Aceite de GirasolDocument8 pagesAceite de GirasolYordan Alexis0% (1)
- Industria Aceitera 1Document12 pagesIndustria Aceitera 1MCarmen Rodas SalazarNo ratings yet
- Obtención aceite girasol crudoDocument6 pagesObtención aceite girasol crudoManuel HernandezNo ratings yet
- Proceso de Extraccion Del Aceite VegetalDocument8 pagesProceso de Extraccion Del Aceite VegetalEmmanuel MenendezNo ratings yet
- Proteina Aislado en SemillasDocument6 pagesProteina Aislado en SemillasRoberto RLNo ratings yet
- Manual U1 PDFDocument28 pagesManual U1 PDFAnaFranshescaRamosNo ratings yet
- ZANKYDocument32 pagesZANKYRoberto RLNo ratings yet
- Pota Congelada FinalDocument152 pagesPota Congelada Finaljugador_tk57330No ratings yet
- Manual U1 PDFDocument28 pagesManual U1 PDFAnaFranshescaRamosNo ratings yet
- Iindice de Yodo-NelidaDocument5 pagesIindice de Yodo-NelidaRoberto RLNo ratings yet
- Manual Buenas PracticasDocument32 pagesManual Buenas PracticasRoberto RLNo ratings yet
- Manual Buenas Practicas Panadería FechipanDocument88 pagesManual Buenas Practicas Panadería FechipanNacho Aldama0% (1)
- ZANKYDocument32 pagesZANKYRoberto RLNo ratings yet
- Conservacion de AlimentosDocument8 pagesConservacion de AlimentosGraciela Rodriguez VivancoNo ratings yet
- Descripción Del ProcesoDocument4 pagesDescripción Del ProcesoRoberto RLNo ratings yet
- EXPLORACIONDocument4 pagesEXPLORACIONYordy QuecañoNo ratings yet
- Artículo Calidad Base Del Desarrollo ProfesionalDocument1 pageArtículo Calidad Base Del Desarrollo ProfesionalCarmenNo ratings yet
- 3°? Examen Mensual Febrero (2022-2023)Document10 pages3°? Examen Mensual Febrero (2022-2023)Grettel EspinosaNo ratings yet
- Veredicto de Acreditacion PasantiasDocument2 pagesVeredicto de Acreditacion PasantiasrobertoNo ratings yet
- Estructuras ocupacionales agrícolasDocument172 pagesEstructuras ocupacionales agrícolasDunkin Donuts Ecuador0% (1)
- Crucigrama Métodos de Separación - 1Document2 pagesCrucigrama Métodos de Separación - 1Raul SánchezNo ratings yet
- Tecnicas de Negociacion Del Modulo N. 5 de La Universidad Tecnológica de Honduras UTHDocument7 pagesTecnicas de Negociacion Del Modulo N. 5 de La Universidad Tecnológica de Honduras UTHjojse alvarenga100% (2)
- Hoja de Vida John Jairo SepulvedaDocument2 pagesHoja de Vida John Jairo Sepulvedasenjohn sepulvedaNo ratings yet
- Cables Con Cargas DistribuidasDocument25 pagesCables Con Cargas DistribuidasYTll Gian llNo ratings yet
- pc2 2020.06.26 Demoliciones Excavaciones Submuraciones PDFDocument14 pagespc2 2020.06.26 Demoliciones Excavaciones Submuraciones PDFMariela GomezNo ratings yet
- Comprimidos Obtenidos Por Compresión de Un GranuladoDocument12 pagesComprimidos Obtenidos Por Compresión de Un GranuladoMaria Rene TorresNo ratings yet
- Hoja Resumen-Los EsponsalesDocument2 pagesHoja Resumen-Los EsponsalesLuisaPlasenciaNo ratings yet
- Proyecto Multiple MisicuniDocument7 pagesProyecto Multiple MisicuniGonzalo Checa LimaNo ratings yet
- Teorias Act 3 Cuadro Comparativo JuanDocument20 pagesTeorias Act 3 Cuadro Comparativo JuanJuan Pablo RiverosNo ratings yet
- Diapositivas Teoria +soluciones+ Semana+6 2023Document29 pagesDiapositivas Teoria +soluciones+ Semana+6 2023Químicapp AntonieNo ratings yet
- Registro Invima - Doopler - MindrayDocument2 pagesRegistro Invima - Doopler - MindrayANDRES CORTESNo ratings yet
- Reseña Historica Mision CulturaDocument2 pagesReseña Historica Mision CulturaAbraham HernandezNo ratings yet
- Articulo de Hamburguesa, TerminadoDocument8 pagesArticulo de Hamburguesa, TerminadoAdix Adelia BernillaNo ratings yet
- GUÍA - Laboratorio Máquinas Simples - PoleasDocument8 pagesGUÍA - Laboratorio Máquinas Simples - Poleassebastian garcía MadridNo ratings yet
- Tarea 3 ADocument5 pagesTarea 3 AMk LucyNo ratings yet
- UNIDAD 2 TAREA 2 TrigonometriaDocument10 pagesUNIDAD 2 TAREA 2 TrigonometriaANDREA ALVAREZ DIAZNo ratings yet
- Aspectos Generales de ConjuntosDocument3 pagesAspectos Generales de ConjuntosSusan AlvaradoNo ratings yet
- Lobo EsteparioDocument2 pagesLobo EsteparioAlejandro ValenciaNo ratings yet