You might also like
- Cartle Chileno 1963-1973 PDFDocument9 pagesCartle Chileno 1963-1973 PDFVALENTINA FERNÁNDEZ GUERRANo ratings yet
- Teoria de La Elasticidad, TimoshenkoDocument275 pagesTeoria de La Elasticidad, TimoshenkoJLSUSTAITA97% (32)
- Teoria de La Elasticidad, TimoshenkoDocument275 pagesTeoria de La Elasticidad, TimoshenkoJLSUSTAITA97% (32)
- Banham - El Brutalismo en Arquitectura - 1966 (Selección)Document36 pagesBanham - El Brutalismo en Arquitectura - 1966 (Selección)marianasantangeloNo ratings yet
- Revista Reseña Del IsbaDocument23 pagesRevista Reseña Del IsbaMirtha OlmedoNo ratings yet
- Urnas de Oaxaca - AC e IBDocument406 pagesUrnas de Oaxaca - AC e IBTlatoani OrtizNo ratings yet
- Arco Parabolico MUNI.Document1 pageArco Parabolico MUNI.Gustavo Iván Troya JimenezNo ratings yet
- TDR-Habilitación de Accesos SECHIN-Casma. Rev2 (F)Document54 pagesTDR-Habilitación de Accesos SECHIN-Casma. Rev2 (F)Giovanni Neumann100% (1)
- Manual Sgi Rev 04Document39 pagesManual Sgi Rev 04joselynNo ratings yet
- Armado y desarmado de andamios procedimientoDocument46 pagesArmado y desarmado de andamios procedimientoManuel José Rodríguez MillánNo ratings yet
- Procedimiento inspección SST empresa constructoraDocument10 pagesProcedimiento inspección SST empresa constructoraLiz MartinezNo ratings yet
- Protocolo recepción materiales mina plantaDocument1 pageProtocolo recepción materiales mina plantaNormaNo ratings yet
- Vaciado de concreto en placas y columnasDocument7 pagesVaciado de concreto en placas y columnasLuis López RodriguezNo ratings yet
- P-TP-OPE-004 Demolicion y Vaciado de Pisos de Concreto ArmadoDocument5 pagesP-TP-OPE-004 Demolicion y Vaciado de Pisos de Concreto ArmadoRony Medina MedinaNo ratings yet
- 550 C C PRO 1002 - Rev0Document17 pages550 C C PRO 1002 - Rev0Erick100% (1)
- PRO-CH-MA-10-26 Limpieza de Baños Portátiles en SuperficieDocument7 pagesPRO-CH-MA-10-26 Limpieza de Baños Portátiles en SuperficieFrank Estrella RuizNo ratings yet
- Ppto Muro de Contención OwbDocument8 pagesPpto Muro de Contención OwbArturo PadillaNo ratings yet
- Memoria Descriptiva y Requerimiento TecnicoDocument18 pagesMemoria Descriptiva y Requerimiento Tecnicomari carmenNo ratings yet
- SG-SST Registros acciones preventivas correctivasDocument1 pageSG-SST Registros acciones preventivas correctivasPaulo Andres Torres PuentesNo ratings yet
- Procedimiento de PintadoDocument4 pagesProcedimiento de PintadoJaramjcNo ratings yet
- PET-010 Pintado de Estructuras MetalicasDocument7 pagesPET-010 Pintado de Estructuras MetalicasWilbert QuispeNo ratings yet
- Procedimiento de Pintura de MaterialesDocument13 pagesProcedimiento de Pintura de MaterialesArerreh NimajnebNo ratings yet
- Plan de Calidad 2022Document7 pagesPlan de Calidad 2022Armando TorresNo ratings yet
- Brochure Empresa I.C.D.M SasDocument2 pagesBrochure Empresa I.C.D.M SascaensimaNo ratings yet
- Acabado para Estructureros (Línea F79) DICIEMBRE-2017Document2 pagesAcabado para Estructureros (Línea F79) DICIEMBRE-2017ABIMAELNo ratings yet
- GO-Pr-007 Vaciado de PedestalesDocument17 pagesGO-Pr-007 Vaciado de PedestalesMax KazumaNo ratings yet
- Fabricacion y Montaje de Cañeria Acero CarbonoDocument15 pagesFabricacion y Montaje de Cañeria Acero CarbonoheryrojasNo ratings yet
- Var SRL - Sga - Proc - 005 Procedimiento de Control de No ConformidadDocument9 pagesVar SRL - Sga - Proc - 005 Procedimiento de Control de No ConformidadPaolaNo ratings yet
- Procedimiento limpieza tanques sandblastingDocument46 pagesProcedimiento limpieza tanques sandblastingManuel José Rodríguez MillánNo ratings yet
- Check lista infraestructura áreas producciónDocument3 pagesCheck lista infraestructura áreas producciónSaltos ShaNo ratings yet
- Plan de Mto Paraequipos Del Taller Mecanico de Ña Cantral Hidroelectrica de MirandaDocument66 pagesPlan de Mto Paraequipos Del Taller Mecanico de Ña Cantral Hidroelectrica de MirandaAndres LopezNo ratings yet
- Ing-Pc-011procedimiento Torqueo de Esparragos en Juntas BridadasDocument15 pagesIng-Pc-011procedimiento Torqueo de Esparragos en Juntas BridadasJhon RozoNo ratings yet
- Análisis Hotel TurísticoDocument15 pagesAnálisis Hotel TurísticoElsa Yamile Escobar CorredorNo ratings yet
- Procedimiento de Zanjado RevDocument13 pagesProcedimiento de Zanjado RevWilliam J Yandar ErasoNo ratings yet
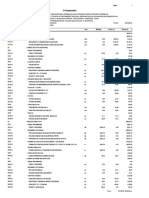
- PresupuestoDocument8 pagesPresupuestoErwuin Daniel Ynoñan ObregónNo ratings yet
- PT-Nº 05-5028 Ensayo de Chispa Eléctrica Rev.BDocument16 pagesPT-Nº 05-5028 Ensayo de Chispa Eléctrica Rev.Brodrigo brañezNo ratings yet
- 5 P-SP-180210 - Preparacion de Superficies (Arenado)Document7 pages5 P-SP-180210 - Preparacion de Superficies (Arenado)LeydiLopezNo ratings yet
- Procedimiento Escrito de TrabajosDocument6 pagesProcedimiento Escrito de TrabajosDavidGustavoEBNo ratings yet
- Instalacion de Tuberias HDPEDocument9 pagesInstalacion de Tuberias HDPEEdson CarrilloNo ratings yet
- Plan de CalidadDocument77 pagesPlan de CalidadJuan Luis calderón moraNo ratings yet
- OPS-A-P11-Procedimiento para El Habilitado de Acero de Refuerzo Rev. 00Document5 pagesOPS-A-P11-Procedimiento para El Habilitado de Acero de Refuerzo Rev. 00Cristian Manuel Rios Berrocal100% (1)
- 105 18138 Mob00122 Pet 464 H 0038Document13 pages105 18138 Mob00122 Pet 464 H 0038Omar Alonso Vega VilchezNo ratings yet
- Iopemec-004 Preparación Superficial Sspc-sp3 y Pintado de Tuberías y Estructuras - Versión 1Document27 pagesIopemec-004 Preparación Superficial Sspc-sp3 y Pintado de Tuberías y Estructuras - Versión 1César AugustoNo ratings yet
- 15 Bodega de Sustacias Peligrosas Rev. 0Document3 pages15 Bodega de Sustacias Peligrosas Rev. 0Francisco HenriquezNo ratings yet
- Plan de Seguridad, Salud y Medio AmbienteDocument13 pagesPlan de Seguridad, Salud y Medio AmbienteMarino NuñezNo ratings yet
- Brochure Amo Contratistas Generales SacDocument12 pagesBrochure Amo Contratistas Generales Saclurdes flores100% (1)
- Limpieza Con Herramientas MecanicasDocument7 pagesLimpieza Con Herramientas MecanicasmarcoaparrafNo ratings yet
- Espacios Confinados PDFDocument44 pagesEspacios Confinados PDFMelinaMerianSotoNo ratings yet
- Ficha ProveedorDocument4 pagesFicha ProveedorAlberto Herrera DíazNo ratings yet
- Ficha TécnicaDocument2 pagesFicha TécnicaTFM comprasNo ratings yet
- Procedimiento de Control DimensionalDocument6 pagesProcedimiento de Control DimensionalKnaut123No ratings yet
- Imred 12 - Proc Descripcion Del IperDocument13 pagesImred 12 - Proc Descripcion Del IperLuis Alberto ValienteNo ratings yet
- 005 Proc. Inspeccion en Fabricacion y Montaje de SpoolDocument8 pages005 Proc. Inspeccion en Fabricacion y Montaje de SpoolGuillermo Antonio Piña CurielNo ratings yet
- PMAO Reparación de Taludes y Canal B4 - ACTUALIZACIÓNDocument23 pagesPMAO Reparación de Taludes y Canal B4 - ACTUALIZACIÓNRomario1141No ratings yet
- BD Empresas de LimaDocument960 pagesBD Empresas de LimaRuben ErnestoNo ratings yet
- Pr-Ob-5 Procedimiento para Trazado, Excavación y Compactación.Document12 pagesPr-Ob-5 Procedimiento para Trazado, Excavación y Compactación.angelaNo ratings yet
- Anexo GDocument62 pagesAnexo GdarioNo ratings yet
- Detalles técnicos de construcción de tejado de maderaDocument1 pageDetalles técnicos de construcción de tejado de maderajuan c1137arlos lulichac minezNo ratings yet
- Inspeccion Visual ASME VDocument1 pageInspeccion Visual ASME VivanbfNo ratings yet
- NC MN OC08 09 Instalacion y Adecuacion de Pasamanos y Barandas de SeguridadDocument8 pagesNC MN OC08 09 Instalacion y Adecuacion de Pasamanos y Barandas de SeguridadXtral LacoNo ratings yet
- Pets - Trazo y ReplanteoDocument4 pagesPets - Trazo y ReplanteoBryan Kenneth Villar SandovalNo ratings yet
- Procedimiento de LimpiezaDocument4 pagesProcedimiento de LimpiezaFlor Delia Pérez TorresNo ratings yet
- PTS Procedimiento para La Impermeabilizacion de Cisternas Sistema PenetronDocument17 pagesPTS Procedimiento para La Impermeabilizacion de Cisternas Sistema PenetronNibaldo RodrigoNo ratings yet
- Pets-Ssgg Quishuar - 065 Stripping de TopsoilDocument6 pagesPets-Ssgg Quishuar - 065 Stripping de TopsoilAnderson Castañeda ChávezNo ratings yet
- Propuesta de MejoraDocument108 pagesPropuesta de Mejoraeduar losada solarteNo ratings yet
- Propuesta de Mejora para El Proceso Productivo de La Empresa Cementos Tequendama.Document74 pagesPropuesta de Mejora para El Proceso Productivo de La Empresa Cementos Tequendama.Mariam PerezNo ratings yet
- DiseÑo Estructural en ConcretoDocument13 pagesDiseÑo Estructural en Concretojesus82_80100% (1)
- Teoria PDFDocument1 pageTeoria PDFPedro OscarNo ratings yet
- 20 PDFDocument26 pages20 PDFPedro OscarNo ratings yet
- Ejemplo Calculo Estructural de Un Eduficio de 10 PisossDocument62 pagesEjemplo Calculo Estructural de Un Eduficio de 10 Pisossamadoroman83% (6)
- 754 PDFDocument1 page754 PDFPedro OscarNo ratings yet
- Ar 12Document13 pagesAr 12Anonymous PDEpTC4No ratings yet
- EscobarDocument84 pagesEscobarPedro OscarNo ratings yet
- Losas de CimentacionDocument14 pagesLosas de CimentacionAngelCorro100% (2)
- ConcretoDocument53 pagesConcretoAnonymous ajiJdpNo ratings yet
- g.050 Seguridad Durante La ConstruccionDocument86 pagesg.050 Seguridad Durante La ConstruccionPaul Christian Rojas Flores100% (2)
- Losaspostensadas 160809053410 PDFDocument4 pagesLosaspostensadas 160809053410 PDFPedro OscarNo ratings yet
- Losas PostensadasDocument9 pagesLosas PostensadasPedro OscarNo ratings yet
- Losaspostensadas 160809053410 PDFDocument4 pagesLosaspostensadas 160809053410 PDFPedro OscarNo ratings yet
- g.050 Seguridad Durante La ConstruccionDocument86 pagesg.050 Seguridad Durante La ConstruccionPaul Christian Rojas Flores100% (2)
- Indices UnificadosDocument8 pagesIndices UnificadosJesus Cordova CoronadoNo ratings yet
- Libro Cap5 ObrasDocument10 pagesLibro Cap5 ObrasPedro OscarNo ratings yet
- Trabajo2 Densidaddemurosycargasverticales 170608050201 PDFDocument28 pagesTrabajo2 Densidaddemurosycargasverticales 170608050201 PDFPedro OscarNo ratings yet
- Osce Valorizaciones y Liquidacion de ObraDocument35 pagesOsce Valorizaciones y Liquidacion de Obravivo por rossy100% (2)
- Calculodecostohorariodeuntractororuga 150407142331 Conversion Gate01Document7 pagesCalculodecostohorariodeuntractororuga 150407142331 Conversion Gate01Ramper JaimeNo ratings yet
- Determinacion de Costo Horario de Equipos y MaquinariaDocument34 pagesDeterminacion de Costo Horario de Equipos y MaquinariaPedro OscarNo ratings yet
- Analisis Costos UnitariosDocument29 pagesAnalisis Costos UnitariosLuis Zevallos100% (1)
- Vigas H ASTM A36 propiedades dimensionesDocument3 pagesVigas H ASTM A36 propiedades dimensionesPedro OscarNo ratings yet
- Analisis de Precios Unitarios Equipos yDocument55 pagesAnalisis de Precios Unitarios Equipos yjorgeNo ratings yet
- Analisis Costos UnitariosDocument29 pagesAnalisis Costos UnitariosLuis Zevallos100% (1)
- Diseño Sismo Resistente para Recuperacion de Edificios CABLEADO (R Tosoni)Document19 pagesDiseño Sismo Resistente para Recuperacion de Edificios CABLEADO (R Tosoni)Pedro Manuel Rosario EspinalNo ratings yet
- Análisis PushOver FEMA 273Document12 pagesAnálisis PushOver FEMA 273Elkin Mauricio López MorantesNo ratings yet
- CondensacionesDocument2 pagesCondensacionesjoel123452No ratings yet
- Círculo CromaticoDocument4 pagesCírculo CromaticoDraco OlafNo ratings yet
- La influencia de la poesía inglesa del siglo XVIII en Meléndez ValdésDocument23 pagesLa influencia de la poesía inglesa del siglo XVIII en Meléndez ValdésSamuearlNo ratings yet
- Manifestaciones Artísticas en El Periodo RománicoDocument41 pagesManifestaciones Artísticas en El Periodo RománicoLuis Alfredo Azofeifa100% (3)
- Especificaciones Tecnicas Estructura HSDocument26 pagesEspecificaciones Tecnicas Estructura HSsaosaltaNo ratings yet
- Señalización Vertical y HorizontalDocument73 pagesSeñalización Vertical y HorizontalLaura Reyes MardiniNo ratings yet
- Tensiones en Los Acordes 9Document6 pagesTensiones en Los Acordes 9Kleber Carrasco100% (1)
- 2012 - Burger - PPT Teoria de La Vanguardia PDFDocument18 pages2012 - Burger - PPT Teoria de La Vanguardia PDFMauricio PividoriNo ratings yet
- MANUAL ARTE ComillasDocument990 pagesMANUAL ARTE ComillasFernandoNo ratings yet
- Margarita DittbornDocument24 pagesMargarita DittbornLeonor Tapia HeyermannNo ratings yet
- Instalacion Muros DivisoriosDocument8 pagesInstalacion Muros DivisorioskeyleenlNo ratings yet
- Sillas de diseño históricoDocument29 pagesSillas de diseño históricoDiseño Industrial UdiNo ratings yet
- Oteiza Laboratorio2 PDFDocument453 pagesOteiza Laboratorio2 PDFAnthos KosmosNo ratings yet
- Mariposa de PapelDocument18 pagesMariposa de PapelNormangy FLNo ratings yet
- William BlakeDocument9 pagesWilliam BlakeJames VelascoNo ratings yet
- Cristo de La ConcordiaDocument7 pagesCristo de La ConcordiaROLANDO MAMANI ROJASNo ratings yet
- 02.BGS 2de3Document545 pages02.BGS 2de3Francisco José Puche SánchezNo ratings yet
- El Bosco en El CineDocument20 pagesEl Bosco en El CineGeraldine Andrea PeñaNo ratings yet
- Diseño casa domótica SketchUpDocument7 pagesDiseño casa domótica SketchUpDiana Quispe SoriaNo ratings yet
- Unidades Didácticas Emociones 2022Document3 pagesUnidades Didácticas Emociones 2022Noelia Hernández RuizNo ratings yet
- Manual de Marca - TortilleríaDocument24 pagesManual de Marca - Tortilleríachiks_de_preparatoriaNo ratings yet
- Arq. PanamaDocument30 pagesArq. PanamaVictorMoreno33% (3)
- Cinthia Davidson - Tras El Rastro de EisenmanDocument12 pagesCinthia Davidson - Tras El Rastro de EisenmanMartín Porro100% (1)
- Arquitectura OrganicaDocument14 pagesArquitectura OrganicaNataly SanchezNo ratings yet
- Color - Wikipedia, La Enciclopedia LibreDocument19 pagesColor - Wikipedia, La Enciclopedia LibreAndrea GonzalezNo ratings yet
- Goya e Italia, El Enigma Sin Fin - Maria Elena Manrique AraDocument14 pagesGoya e Italia, El Enigma Sin Fin - Maria Elena Manrique AraApllxl88No ratings yet
- Retrato-Rosa OlivaresDocument9 pagesRetrato-Rosa OlivaresFundacion Artistica FasyvNo ratings yet