You might also like
- Introduction and Perspectives: Why Carburize Case-Harden?Document10 pagesIntroduction and Perspectives: Why Carburize Case-Harden?Denis Yasmin AlineNo ratings yet
- Spring15 MetalUrgencyDocument2 pagesSpring15 MetalUrgencymech054No ratings yet
- Data 2 PDFDocument2 pagesData 2 PDFSalem GarrabNo ratings yet
- 410 Tech DataDocument1 page410 Tech DataAbraham FernandezNo ratings yet
- Mechanical and Wear PropertiesDocument5 pagesMechanical and Wear PropertiesSyehifful FadlinNo ratings yet
- 410 Spec SheetDocument4 pages410 Spec SheetDavid CabreraNo ratings yet
- Ni HardMaterialDataandApplications 11017 PDFDocument28 pagesNi HardMaterialDataandApplications 11017 PDFhesamalaNo ratings yet
- Asme Jemt 2008 PandaDocument9 pagesAsme Jemt 2008 PandaDarshan HanchateNo ratings yet
- Technical Data: Blue SheetDocument9 pagesTechnical Data: Blue SheetforuzzNo ratings yet
- 1415712636wpdm - Stainless Steel Grade AISI 409Document2 pages1415712636wpdm - Stainless Steel Grade AISI 409Anurag SarkarNo ratings yet
- PSP 108 Alloy409Document2 pagesPSP 108 Alloy409Alexis A. Illarramendi G.No ratings yet
- Morgan Carbon Bearings: Application DataDocument10 pagesMorgan Carbon Bearings: Application Datamado reouNo ratings yet
- Alloy 410S Spec SheetDocument2 pagesAlloy 410S Spec SheetPrakash SundharamNo ratings yet
- 5 Badkar2010Document14 pages5 Badkar2010Prasanna VenkatNo ratings yet
- 444 Data Sheet PDFDocument2 pages444 Data Sheet PDFamitavjhaNo ratings yet
- Material Product Data Sheet Amdry 400 Braze Filler Metal: Quick FactsDocument3 pagesMaterial Product Data Sheet Amdry 400 Braze Filler Metal: Quick FactsJ. BangjakNo ratings yet
- 9ni 4coDocument102 pages9ni 4cosunsirNo ratings yet
- 0710 Bodycote PDFDocument13 pages0710 Bodycote PDFRuchira Chanda InduNo ratings yet
- Astm B446-08Document5 pagesAstm B446-08Srinivasan KrishnamoorthyNo ratings yet
- The Mechanism of Stress Relief CrackingDocument11 pagesThe Mechanism of Stress Relief CrackingMeshal AlabbasiNo ratings yet
- Failure Analysis of W e L D Repaired Turbine RotorDocument6 pagesFailure Analysis of W e L D Repaired Turbine RotorAli AlyaniNo ratings yet
- Heat Treatment Proposal (Group #2)Document5 pagesHeat Treatment Proposal (Group #2)Emilio E Mayorga TapiaNo ratings yet
- Ferrous Alloys: SeptemberDocument12 pagesFerrous Alloys: SeptembersunsirNo ratings yet
- Gray Iron Castings For Elevated Temperatures For Non-Pressure Containing PartsDocument2 pagesGray Iron Castings For Elevated Temperatures For Non-Pressure Containing PartsfaroukNo ratings yet
- Case Hardening SteelsDocument52 pagesCase Hardening SteelsGururaja TantryNo ratings yet
- Flame HardeningDocument2 pagesFlame Hardenings_manikandanNo ratings yet
- Heat Treatment of SteelsDocument9 pagesHeat Treatment of SteelsAnkit MauryaNo ratings yet
- Carburizing Microstructures and PropertiesDocument9 pagesCarburizing Microstructures and PropertiesCarlos LaoNo ratings yet
- Alloy 410s Spec SheetDocument2 pagesAlloy 410s Spec SheetALONSO GOMEZNo ratings yet
- X65Cr13 C 0.58 - 0.70 CR 12.50 - 14.50 S Max. 0.015Document2 pagesX65Cr13 C 0.58 - 0.70 CR 12.50 - 14.50 S Max. 0.015Jim SmithNo ratings yet
- Din en Iso 9015 1 PDFDocument4 pagesDin en Iso 9015 1 PDFMarcos Verissimo Juca de PaulaNo ratings yet
- Content: C-Stähle Für Die WärmebehandlungDocument18 pagesContent: C-Stähle Für Die WärmebehandlungAsad EjazNo ratings yet
- Abstract of ASTM F871M 1991Document10 pagesAbstract of ASTM F871M 1991Jesse ChenNo ratings yet
- 409 Stainless Steel PDFDocument2 pages409 Stainless Steel PDFDang Thanh TuanNo ratings yet
- ASTM 4373 - Standard Method For Rapid Determination of Carbonate Contents in SoilsDocument5 pagesASTM 4373 - Standard Method For Rapid Determination of Carbonate Contents in SoilsGurpreetNo ratings yet
- Lightweight Bulletproof Vests Hot-Pressed Boron Carbide ForDocument7 pagesLightweight Bulletproof Vests Hot-Pressed Boron Carbide ForBurcu ErtuğNo ratings yet
- Taking Your Weld's TemperatureDocument6 pagesTaking Your Weld's Temperatureweldingheattreatment100% (1)
- 10 2118@178431-PaDocument6 pages10 2118@178431-Pathlim19078656No ratings yet
- Mineral Wool Pipe InsulationDocument4 pagesMineral Wool Pipe InsulationMiguel Martinez GuerreroNo ratings yet
- Cartech Trimrite® Stainless: IdentificationDocument7 pagesCartech Trimrite® Stainless: IdentificationYassinSalahNo ratings yet
- Astm B849 PDFDocument3 pagesAstm B849 PDFmarcelo rezende100% (2)
- Literature Review: Conclusion Tempratur e & Time Cooling by Objective Title Author YearDocument5 pagesLiterature Review: Conclusion Tempratur e & Time Cooling by Objective Title Author Yearahmed ezwaiNo ratings yet
- Applications Characteristics: UNS No - S34700 / S34709Document3 pagesApplications Characteristics: UNS No - S34700 / S34709HarmanNo ratings yet
- Nickel-Chromium-Iron Sealing Alloys: Standard Specification ForDocument4 pagesNickel-Chromium-Iron Sealing Alloys: Standard Specification ForRob GridleyNo ratings yet
- 420 Stainless Steel DS 201406 PDFDocument3 pages420 Stainless Steel DS 201406 PDFAlexander Saavedra MambuscayNo ratings yet
- Astm F871M 1998Document7 pagesAstm F871M 1998Jesse ChenNo ratings yet
- 409 Data BulletinDocument12 pages409 Data BulletinWilliam PaivaNo ratings yet
- Weldability of Steel PDFDocument5 pagesWeldability of Steel PDFVC100% (3)
- D6a (C) PDFDocument46 pagesD6a (C) PDFsunsirNo ratings yet
- Cold-Rolled Magnetic Lamination Quality Steel, Semiprocessed TypesDocument5 pagesCold-Rolled Magnetic Lamination Quality Steel, Semiprocessed TypessamehNo ratings yet
- H Band and RH Band Steels PDFDocument2 pagesH Band and RH Band Steels PDFAnonymous RY3dAWN9oNo ratings yet
- High-Strength Low-Alloy Structural Steel Plate With Low Carbon and Restricted Sulfur For Improved Weldability, Formability, and ToughnessDocument3 pagesHigh-Strength Low-Alloy Structural Steel Plate With Low Carbon and Restricted Sulfur For Improved Weldability, Formability, and ToughnessDiegoNo ratings yet
- 420 Stainless Steel: Corrosion Resistance Magnetic Increased Strength and HardnessDocument3 pages420 Stainless Steel: Corrosion Resistance Magnetic Increased Strength and HardnessSai reddyNo ratings yet
- Fine Print of MetallurgyDocument6 pagesFine Print of MetallurgydhruvNo ratings yet
- Questão 01Document17 pagesQuestão 01eduardoNo ratings yet
- A573 Standard Specification For Structural Carbon Steel Plates of Improved ToughnessDocument2 pagesA573 Standard Specification For Structural Carbon Steel Plates of Improved ToughnessSaimar Celeste Peñaloza GuanareNo ratings yet
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesFrom EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Aisi 01 Din 2: It1Il - TtttiDocument1 pageAisi 01 Din 2: It1Il - TtttiFebri SSNo ratings yet
- Acoustic EmissionDocument10 pagesAcoustic Emissionzamaniu1No ratings yet
- Silsteel Data SheetDocument44 pagesSilsteel Data SheetFebri SSNo ratings yet
- Analisa Getaran Bearing Berbasis Variasi Jarak Penyangga Pada Alat Uji Putaran KritisDocument6 pagesAnalisa Getaran Bearing Berbasis Variasi Jarak Penyangga Pada Alat Uji Putaran KritisFebri SSNo ratings yet
- Silsteel Data Sheet PDFDocument1 pageSilsteel Data Sheet PDFtyoNo ratings yet
- Leis2004 Hydrotest PDFDocument12 pagesLeis2004 Hydrotest PDFFebri SSNo ratings yet
- Packaging Code: GMD033B11A822KA01 - (0201, B:JIS, 8200pF, DC10V) Reference SheetDocument20 pagesPackaging Code: GMD033B11A822KA01 - (0201, B:JIS, 8200pF, DC10V) Reference SheetFebri SSNo ratings yet
- Brochure PDFDocument35 pagesBrochure PDFFebri SSNo ratings yet
- Output SPSSDocument6 pagesOutput SPSSFebri SSNo ratings yet
- 1045 Steel Flat BarDocument4 pages1045 Steel Flat BarFebri SSNo ratings yet
- Research ArticleDocument8 pagesResearch ArticleFebri SSNo ratings yet
- Samplelab2 PDFDocument8 pagesSamplelab2 PDFFebri SSNo ratings yet
- Chapter 3 PDFDocument91 pagesChapter 3 PDFFebri SSNo ratings yet
- Astm A255 JominyDocument24 pagesAstm A255 JominyLizbeth Fiallos AvilaNo ratings yet
- Sample Lab 2Document7 pagesSample Lab 2Febri SSNo ratings yet
- ACF180BDocument11 pagesACF180BFebri SSNo ratings yet
- Heat Treatment PDFDocument1 pageHeat Treatment PDFkdalavadi3905No ratings yet
- Heat Treatment of SteelsDocument18 pagesHeat Treatment of SteelsRajeev SaiNo ratings yet
- ACF180BDocument11 pagesACF180BFebri SSNo ratings yet
- Jis Z2245 1992 PDFDocument12 pagesJis Z2245 1992 PDFFebri SS100% (1)
- 7 Limited Pressure CycleDocument4 pages7 Limited Pressure CyclecaptainhassNo ratings yet
- Solutions To Home Work # 1: 3-14C Convection Heat Transfer Through The Wall Is Expressed AsDocument6 pagesSolutions To Home Work # 1: 3-14C Convection Heat Transfer Through The Wall Is Expressed Aspriyadarshini212007No ratings yet
- Diesel Engine Continued: P-V Dual CycleDocument6 pagesDiesel Engine Continued: P-V Dual CycleshamashergyNo ratings yet
- Penggunaan Analisis Dimensional Teorema Π Buckingham Pada Penyelidikan Pengaruh Kekerasan Material Untuk Menentukan Kemudahan Proses Electrical Discharge MachiningDocument6 pagesPenggunaan Analisis Dimensional Teorema Π Buckingham Pada Penyelidikan Pengaruh Kekerasan Material Untuk Menentukan Kemudahan Proses Electrical Discharge MachiningFebri SSNo ratings yet
- Kepdirjen EBTKE Kumpulan Regulasi Teknis BioenergiDocument67 pagesKepdirjen EBTKE Kumpulan Regulasi Teknis BioenergiFebri SSNo ratings yet
- Lehm3026 03 PDFDocument4 pagesLehm3026 03 PDFJhonnatan Quispe FrancoNo ratings yet
- Sample Lab 2Document8 pagesSample Lab 2Febri SSNo ratings yet
- Samplelab2 PDFDocument8 pagesSamplelab2 PDFFebri SSNo ratings yet
- G1000 Us 1014 PDFDocument820 pagesG1000 Us 1014 PDFLuís Miguel RomãoNo ratings yet
- Test Bank For The Psychology of Health and Health Care A Canadian Perspective 5th EditionDocument36 pagesTest Bank For The Psychology of Health and Health Care A Canadian Perspective 5th Editionload.notablewp0oz100% (37)
- Marion Nicoll: Life & Work by Catharine MastinDocument147 pagesMarion Nicoll: Life & Work by Catharine MastinArt Canada InstituteNo ratings yet
- [18476228 - Organization, Technology and Management in Construction_ an International Journal] Adaptive Reuse_ an Innovative Approach for Generating Sustainable Values for Historic Buildings in Developing CountriesDocument15 pages[18476228 - Organization, Technology and Management in Construction_ an International Journal] Adaptive Reuse_ an Innovative Approach for Generating Sustainable Values for Historic Buildings in Developing Countrieslohithsarath bethalaNo ratings yet
- B. Pengenalan Kepada Pengawal Mikro 1. Mengenali Sistem Yang Berasaskan Pengawal MikroDocument4 pagesB. Pengenalan Kepada Pengawal Mikro 1. Mengenali Sistem Yang Berasaskan Pengawal MikroSyamsul IsmailNo ratings yet
- ইসলাম ও আধুনিকতা – মুফতি মুহম্মদ তকী উসমানীDocument118 pagesইসলাম ও আধুনিকতা – মুফতি মুহম্মদ তকী উসমানীMd SallauddinNo ratings yet
- Healthymagination at Ge Healthcare SystemsDocument5 pagesHealthymagination at Ge Healthcare SystemsPrashant Pratap Singh100% (1)
- Accounting Students' Perceptions On Employment OpportunitiesDocument7 pagesAccounting Students' Perceptions On Employment OpportunitiesAquila Kate ReyesNo ratings yet
- DNA Vs RNA - Introduction and Differences Between DNA and RNADocument10 pagesDNA Vs RNA - Introduction and Differences Between DNA and RNAKienlevyNo ratings yet
- Ethical Conflicts in Psychology PDF DownloadDocument2 pagesEthical Conflicts in Psychology PDF DownloadAvory0% (2)
- Acetylcysteine 200mg (Siran, Reolin)Document5 pagesAcetylcysteine 200mg (Siran, Reolin)ddandan_2No ratings yet
- Engineering DrawingDocument1 pageEngineering DrawingDreamtech PressNo ratings yet
- Introduction To HDLDocument28 pagesIntroduction To HDLBack UpNo ratings yet
- Manual de Operacion y MantenimientoDocument236 pagesManual de Operacion y MantenimientoalexNo ratings yet
- 1500 Series: Pull Force Range: 10-12 Lbs (44-53 N) Hold Force Range: 19-28 Lbs (85-125 N)Document2 pages1500 Series: Pull Force Range: 10-12 Lbs (44-53 N) Hold Force Range: 19-28 Lbs (85-125 N)Mario FloresNo ratings yet
- Muscles of The Dog 2: 2012 Martin Cake, Murdoch UniversityDocument11 pagesMuscles of The Dog 2: 2012 Martin Cake, Murdoch UniversityPiereNo ratings yet
- Beyond Models and Metaphors Complexity Theory, Systems Thinking and - Bousquet & CurtisDocument21 pagesBeyond Models and Metaphors Complexity Theory, Systems Thinking and - Bousquet & CurtisEra B. LargisNo ratings yet
- (Isaac Asimov) How Did We Find Out About AntarcticDocument24 pages(Isaac Asimov) How Did We Find Out About AntarcticDrBabu PSNo ratings yet
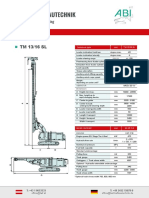
- ABI TM 13 16 SL - EngDocument1 pageABI TM 13 16 SL - EngJuan Carlos Benitez MartinezNo ratings yet
- Music 9 Q3 Mod4 Musical Elements of Given Romantic Period PiecesDocument19 pagesMusic 9 Q3 Mod4 Musical Elements of Given Romantic Period PiecesFinn Daniel Omayao100% (1)
- Algorithms For Automatic Modulation Recognition of Communication Signals-Asoke K, Nandi, E.E AzzouzDocument6 pagesAlgorithms For Automatic Modulation Recognition of Communication Signals-Asoke K, Nandi, E.E AzzouzGONGNo ratings yet
- Tyler Nugent ResumeDocument3 pagesTyler Nugent Resumeapi-315563616No ratings yet
- Measurement and Scaling Techniques1Document42 pagesMeasurement and Scaling Techniques1Ankush ChaudharyNo ratings yet
- Summative Reflection CommDocument5 pagesSummative Reflection Commapi-546460750No ratings yet
- Strategic Marketing: The University of Lahore (Islamabad Campus)Document3 pagesStrategic Marketing: The University of Lahore (Islamabad Campus)Sumaira IrshadNo ratings yet
- Case Study - Montana Mountain BikingDocument6 pagesCase Study - Montana Mountain Bikingbonny MishNo ratings yet
- BSH 7005-15Document129 pagesBSH 7005-15Mark InnesNo ratings yet
- Homeopatija I KancerDocument1 pageHomeopatija I KancermafkoNo ratings yet
- Quanta To QuarksDocument32 pagesQuanta To QuarksDaniel Bu100% (5)
- Toshiba MotorsDocument16 pagesToshiba MotorsSergio Cabrera100% (1)

























































































![[18476228 - Organization, Technology and Management in Construction_ an International Journal] Adaptive Reuse_ an Innovative Approach for Generating Sustainable Values for Historic Buildings in Developing Countries](https://imgv2-1-f.scribdassets.com/img/document/422064728/149x198/344a5742a7/1565947342?v=1)