You might also like
- Overcoming The StrengthDocument21 pagesOvercoming The StrengthAkash KumarNo ratings yet
- Development of Unconventional Forming MethodsDocument8 pagesDevelopment of Unconventional Forming MethodshemanththulasiNo ratings yet
- CERI Regina BulatovaDocument16 pagesCERI Regina Bulatovakinosraj kumaranNo ratings yet
- Mechanical Properties of Copper Processed by Equal Channel Angular Pressing - A ReviewDocument15 pagesMechanical Properties of Copper Processed by Equal Channel Angular Pressing - A ReviewAshok KumarNo ratings yet
- Severe Plastic Deformation - A Review: SciencedirectDocument10 pagesSevere Plastic Deformation - A Review: SciencedirectAkash KumarNo ratings yet
- Journal Pre-Proofs: Applied Surface ScienceDocument37 pagesJournal Pre-Proofs: Applied Surface ScienceMoin ANo ratings yet
- Structural and Mechanical Behaviour of Severe Plastically Deformed High Purity Aluminium Sheets Processed by Constrained Groove Pressing TechniqueDocument7 pagesStructural and Mechanical Behaviour of Severe Plastically Deformed High Purity Aluminium Sheets Processed by Constrained Groove Pressing TechniqueMoin ANo ratings yet
- Advanced Materials Manufacturing & Characterization: B.Srinivas, Ch. Srinivasu, Banda Mahesh, MD AqheelDocument6 pagesAdvanced Materials Manufacturing & Characterization: B.Srinivas, Ch. Srinivasu, Banda Mahesh, MD AqheelOsama MohammedNo ratings yet
- Simple Shear Forging As A Method For Severe Plastic DeformationDocument14 pagesSimple Shear Forging As A Method For Severe Plastic DeformationBasmalh MorsiNo ratings yet
- Shahmirzaloo 2020 Mater. Res. Express 7 116526Document16 pagesShahmirzaloo 2020 Mater. Res. Express 7 116526Arturo CervantesNo ratings yet
- Optimizing The Gating System For Steel CastingsDocument13 pagesOptimizing The Gating System For Steel CastingsHAMMAD AHMADNo ratings yet
- Adtya SynopsisDocument27 pagesAdtya SynopsisCH 09 Dileep KumarNo ratings yet
- Ms Tensile Refer ThisDocument10 pagesMs Tensile Refer Thisddsiva402No ratings yet
- Metals: Influence of HPT Deformation On The Structure and Properties of Amorphous AlloysDocument29 pagesMetals: Influence of HPT Deformation On The Structure and Properties of Amorphous AlloysGopinath PerumalNo ratings yet
- Materials Development On The Nanoscale by Accumulative Roll Bonding ProcedureDocument4 pagesMaterials Development On The Nanoscale by Accumulative Roll Bonding ProcedureBruno MouraNo ratings yet
- Redrawing of Sheet Metals - ElsevierDocument8 pagesRedrawing of Sheet Metals - ElsevierhappyfurladyNo ratings yet
- Preprints202009 0582 v1Document21 pagesPreprints202009 0582 v1Deb RoyNo ratings yet
- Roll Bonding Properties of Al/Cu Bimetallic Laminates Fabricated by The Roll Bonding TechniqueDocument10 pagesRoll Bonding Properties of Al/Cu Bimetallic Laminates Fabricated by The Roll Bonding Techniqueamalendu_biswas_1No ratings yet
- MDF - TiDocument12 pagesMDF - TiAch KitevarzNo ratings yet
- The Effect of Constrained Groove Pressing On Grain Size, Dislocation Density and Electrical Resistivity of Low Carbon SteelDocument7 pagesThe Effect of Constrained Groove Pressing On Grain Size, Dislocation Density and Electrical Resistivity of Low Carbon SteelMoin ANo ratings yet
- Finite Element Simulation of Hydrostatic Extrusion Process To Produce Thin Bimetallic PartsDocument10 pagesFinite Element Simulation of Hydrostatic Extrusion Process To Produce Thin Bimetallic Parts李庆森No ratings yet
- Literature ReviewDocument15 pagesLiterature Reviewahmed titoNo ratings yet
- 1998 - Study of Stress Development in Axi-Symmetric Products Processed by Radial Forging Using A 3-D Non-Linear Finite-Element MethodDocument9 pages1998 - Study of Stress Development in Axi-Symmetric Products Processed by Radial Forging Using A 3-D Non-Linear Finite-Element MethodNguyen Hoang DungNo ratings yet
- Cy 2424972499Document3 pagesCy 2424972499IJMERNo ratings yet
- Progress in Cold Roll Bonding of MetalsDocument12 pagesProgress in Cold Roll Bonding of MetalsADRIANONo ratings yet
- Proc Deform UGM KainzA 18052004Document11 pagesProc Deform UGM KainzA 18052004Syed HasanNo ratings yet
- Materials Science and Engineering ADocument7 pagesMaterials Science and Engineering AdurgaraokamireddyNo ratings yet
- Metals 05 ECFEDocument14 pagesMetals 05 ECFENikhil T GNo ratings yet
- Al-Cu Alloys During ECAPDocument7 pagesAl-Cu Alloys During ECAPAslı GunayNo ratings yet
- A Second-Order Inelastic Model For Steel Frames of Tapered Members With Slender WebDocument11 pagesA Second-Order Inelastic Model For Steel Frames of Tapered Members With Slender WebMahmoud AliNo ratings yet
- Accumulative Roll BondingDocument7 pagesAccumulative Roll BondingNurhamizah JamilNo ratings yet
- Metals 10 00870 PDFDocument17 pagesMetals 10 00870 PDFngocsanhaNo ratings yet
- Materials: High Cycle Fatigue Performance of LPBF 304L Stainless Steel at Nominal and Optimized ParametersDocument15 pagesMaterials: High Cycle Fatigue Performance of LPBF 304L Stainless Steel at Nominal and Optimized Parametersadarshravindran1991No ratings yet
- A Study of Abrasive Waterjet Cutting of Metallic Coated Sheet SteelsDocument16 pagesA Study of Abrasive Waterjet Cutting of Metallic Coated Sheet Steelsmusaismail8863No ratings yet
- Literature ReviewDocument15 pagesLiterature Reviewlekan4realNo ratings yet
- Component Repair Using Laser Direct Metal DepositionDocument10 pagesComponent Repair Using Laser Direct Metal DepositionelmiraNo ratings yet
- Sami Icme2017 00013 PDFDocument10 pagesSami Icme2017 00013 PDFSam AlalimiNo ratings yet
- Materials Science & Engineering A: A.A. Tohidi, M. Ketabchi, A. HasanniaDocument5 pagesMaterials Science & Engineering A: A.A. Tohidi, M. Ketabchi, A. HasanniaEidelsayedNo ratings yet
- Characterization of Mechanical Properties and Fracture Mode of PLADocument12 pagesCharacterization of Mechanical Properties and Fracture Mode of PLAatef.selmi01No ratings yet
- Mechanical Characterization of Talc Particle Filled ThermoplasticsDocument14 pagesMechanical Characterization of Talc Particle Filled ThermoplasticsideepujNo ratings yet
- Distortion Ship ProductionDocument28 pagesDistortion Ship ProductionFebrianAliandiNo ratings yet
- 1 s2.0 S0007850608001947 Main PDFDocument20 pages1 s2.0 S0007850608001947 Main PDFOssama RamyNo ratings yet
- WEDM of MG/CRT/BN Composites: Effect of Materials and Machining ParametersDocument36 pagesWEDM of MG/CRT/BN Composites: Effect of Materials and Machining ParametersAlagar SamyNo ratings yet
- F 031032038Document7 pagesF 031032038researchinventyNo ratings yet
- 12 J MST 87 2023 100 107 0018Document8 pages12 J MST 87 2023 100 107 0018k3proNo ratings yet
- ECAP - New Consolidation Method For Production ofDocument7 pagesECAP - New Consolidation Method For Production ofArchit YadavNo ratings yet
- Microstructure Evolution and Mechanical Behaviour of Pure Aluminium and Aluminium Alloys Processed Through Constrained Groove PressingDocument10 pagesMicrostructure Evolution and Mechanical Behaviour of Pure Aluminium and Aluminium Alloys Processed Through Constrained Groove PressingMoin ANo ratings yet
- Tensile Characterization of Glass FRP Bars: S. Kocaoz, V.A. Samaranayake, A. NanniDocument8 pagesTensile Characterization of Glass FRP Bars: S. Kocaoz, V.A. Samaranayake, A. NanniTavio TavioTavioNo ratings yet
- ECAP Seminar on Ultra-Fine Grained MaterialsDocument31 pagesECAP Seminar on Ultra-Fine Grained MaterialsAnup MauryaNo ratings yet
- Surface Severe Plastic Deformation of AISI 304 Via Conventional Shotpeening, Severe Shot Peening and RepeeningDocument7 pagesSurface Severe Plastic Deformation of AISI 304 Via Conventional Shotpeening, Severe Shot Peening and RepeeningjrdelsilvaNo ratings yet
- Mechanical Tests and Numerical Simulations For Mining Seafloor Massive SulfidesDocument17 pagesMechanical Tests and Numerical Simulations For Mining Seafloor Massive SulfidesDoan PhiNo ratings yet
- Materials: Direct Observation of Filling Process and Porosity Prediction in High Pressure Die CastingDocument19 pagesMaterials: Direct Observation of Filling Process and Porosity Prediction in High Pressure Die CastingatahanNo ratings yet
- Minchul Shin, Vincent P. Manno, Chris B. Rogers, Edward Paul, Mansour Moinpour, Donald Hooper, and Robert D. WhiteDocument6 pagesMinchul Shin, Vincent P. Manno, Chris B. Rogers, Edward Paul, Mansour Moinpour, Donald Hooper, and Robert D. Whitephantom_nc91No ratings yet
- 2012 Influence of Blank Holding Force On The Forming Limits of DP590 SteelDocument6 pages2012 Influence of Blank Holding Force On The Forming Limits of DP590 SteelJhon DonNo ratings yet
- Materials Science & Engineering A: Michal Gzyl, Andrzej Rosochowski, Sonia Boczkal, Lech OlejnikDocument10 pagesMaterials Science & Engineering A: Michal Gzyl, Andrzej Rosochowski, Sonia Boczkal, Lech OlejnikGortiJanardhanNo ratings yet
- FEM Simulation of Reshaping of Thick Tubes in Different PassesDocument4 pagesFEM Simulation of Reshaping of Thick Tubes in Different PassesmapasabcNo ratings yet
- 2021 CherlioDocument28 pages2021 Cherlioamin bentaherNo ratings yet
- ma2017Document32 pagesma2017SurendarNo ratings yet
- Waseem IntrDocument9 pagesWaseem IntrDarshan R GorpadeNo ratings yet
- Multiscale Modeling of Additively Manufactured Metals: Application to Laser Powder Bed Fusion ProcessFrom EverandMultiscale Modeling of Additively Manufactured Metals: Application to Laser Powder Bed Fusion ProcessNo ratings yet
- Chapter 4 - PermeabilityDocument44 pagesChapter 4 - PermeabilityAfnan HamimiNo ratings yet
- 20130503132937Document19 pages20130503132937Wendy0% (1)
- A Theoretical Justification For The Application of The Arrhenius Equation To Kinetics of Solid State Reactions (Mainly Ionic Crystals)Document12 pagesA Theoretical Justification For The Application of The Arrhenius Equation To Kinetics of Solid State Reactions (Mainly Ionic Crystals)Mwengei MutetiNo ratings yet
- Automatic Control ValvesDocument36 pagesAutomatic Control Valveshoxoxi1234No ratings yet
- Major and Minor Losses in PipesDocument15 pagesMajor and Minor Losses in Pipesanjalid9176% (17)
- Homework 2Document3 pagesHomework 2bigs1303No ratings yet
- ChE 391 Lab Manual 1Document113 pagesChE 391 Lab Manual 1Riya Gupta0% (1)
- Yield Strength Estimation For Stainless Steel Using Plane Strain Compression TestDocument10 pagesYield Strength Estimation For Stainless Steel Using Plane Strain Compression TestGeraldy Faiq PutraNo ratings yet
- PETRO Filtration Donaldson Fuel and OilDocument32 pagesPETRO Filtration Donaldson Fuel and OilGustavoNo ratings yet
- RAW Air Conditioner ComponentsDocument3 pagesRAW Air Conditioner ComponentsAnnisa Yasmin Noor ZainNo ratings yet
- Orifice Tables PDFDocument35 pagesOrifice Tables PDFAli RazzaqNo ratings yet
- P&ID InstrumentDocument51 pagesP&ID InstrumentvartharajanNo ratings yet
- Assignment Mass Transfer and DiffusionDocument62 pagesAssignment Mass Transfer and DiffusionAsim FarooqNo ratings yet
- Design and Calculation UASB Reactor For Sludge TreatmentDocument3 pagesDesign and Calculation UASB Reactor For Sludge TreatmentDavid LambertNo ratings yet
- Hydrodesulfurization of Dibenzothiophene On A Como/Al O Catalyst: Reaction Network and KineticsDocument8 pagesHydrodesulfurization of Dibenzothiophene On A Como/Al O Catalyst: Reaction Network and KineticsGrupo de Investigaciones en CatalisisNo ratings yet
- Mechanics of Materials - Shear Stress in Beam PDFDocument13 pagesMechanics of Materials - Shear Stress in Beam PDFDiradiva DitaNo ratings yet
- Sewerage and Sewage Treatment of Panvel, Maharashtra (Presentation) PDFDocument38 pagesSewerage and Sewage Treatment of Panvel, Maharashtra (Presentation) PDFDhruv MudgalNo ratings yet
- 2-Energy Balance Chapter 9 FelderDocument31 pages2-Energy Balance Chapter 9 FelderAbdullah KhaledNo ratings yet
- Calculate compressible gas flow and pressure dropDocument7 pagesCalculate compressible gas flow and pressure dropAl KappNo ratings yet
- Centrifugal Compressor System Design GuideDocument15 pagesCentrifugal Compressor System Design GuideใบบอนสิชลNo ratings yet
- Musicx Training Manual - DraftDocument78 pagesMusicx Training Manual - DraftThaiNguyenNo ratings yet
- Ni - AISI - 9013 - Amonia ProductionDocument23 pagesNi - AISI - 9013 - Amonia ProductionBaher ElsheikhNo ratings yet
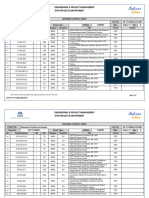
- Engineering & Project Management Site Projects DepartmentDocument7 pagesEngineering & Project Management Site Projects Departmentsmart_onyx17No ratings yet
- Design and Operation of FermentersDocument82 pagesDesign and Operation of FermentersCaitlyn Danielle Ogay SeeNo ratings yet
- Chapter 5 SlideDocument25 pagesChapter 5 Slidecanva proNo ratings yet
- Mec 214 (Fluid Mechanics) Lecture Note PDF Download by ZamgistDocument105 pagesMec 214 (Fluid Mechanics) Lecture Note PDF Download by ZamgistOma AttamahNo ratings yet
- Exhaust Air Heat - Recovery SystemsDocument4 pagesExhaust Air Heat - Recovery SystemsBiya ZainNo ratings yet
- Hydraulic Calculation For Fire Protec PDFDocument3 pagesHydraulic Calculation For Fire Protec PDFRaviNo ratings yet
- Problem Sheet 12-13 QuestionsDocument1 pageProblem Sheet 12-13 QuestionsWill Morgan-EvansNo ratings yet
- Effi Cient Liquid CoolingDocument44 pagesEffi Cient Liquid CoolingHavana AveiroNo ratings yet