You might also like
- This Study Resource Was: Ingeniería de ManufacturaDocument3 pagesThis Study Resource Was: Ingeniería de ManufacturaERIKA JOHANA RAMIREZ OCAMPONo ratings yet
- EmbutidoDocument1 pageEmbutidoayrton100% (1)
- Ejercicios de EmbutidoDocument5 pagesEjercicios de EmbutidoFabri Benalcazar29% (7)
- Cuestionario - Corte y Doblez - ScheyCh10 - KalpakjianCh16 - GrooverCh20 - NRC5470Document8 pagesCuestionario - Corte y Doblez - ScheyCh10 - KalpakjianCh16 - GrooverCh20 - NRC5470Roberto Luis Tasinchano0% (1)
- 12 EJERCICIOS Unidad 20 Tec MecDocument6 pages12 EJERCICIOS Unidad 20 Tec MecChristian Alejandro Bell Muller100% (1)
- Practica Procesos en LáminaDocument5 pagesPractica Procesos en LáminaNayda Pérez33% (3)
- Se Diseña Un Troquel para Corte de Formas para Cortar El Contorno de La Pieza Que Se Muestra en La Figura P20Document2 pagesSe Diseña Un Troquel para Corte de Formas para Cortar El Contorno de La Pieza Que Se Muestra en La Figura P20Yuranys Gomez100% (1)
- EJERCICIOS Laminacio-Forjado y ExtruccionDocument30 pagesEJERCICIOS Laminacio-Forjado y ExtruccionAyr TonNo ratings yet
- Material EsDocument1 pageMaterial EsDiego Andres Gomez0% (1)
- Ejemplos ProblemasDocument79 pagesEjemplos ProblemasOscar Quiros50% (2)
- Problemas de Extrusión y Trefilado FinalDocument14 pagesProblemas de Extrusión y Trefilado FinalGRACIELA QUISPE HUAMAN100% (1)
- Formulario Forjado, Extrusion y LaminadoDocument8 pagesFormulario Forjado, Extrusion y LaminadoMiguel100% (1)
- Preguntas de RepasoDocument32 pagesPreguntas de RepasoMaría Mercedes Vivar Ojeda42% (12)
- Deber #8 Metalurgia de PolvosDocument4 pagesDeber #8 Metalurgia de PolvosJonathan Heredia Lucero50% (4)
- Ejercicios para 1er ParcialDocument123 pagesEjercicios para 1er ParcialCynthia Guerra100% (1)
- Ejercicios de Embutido Profundo de LáminasDocument1 pageEjercicios de Embutido Profundo de LáminasDiego Allendes67% (3)
- ch11 en EsDocument8 pagesch11 en Eskarla camposNo ratings yet
- Taller de Fundicion Ingeniería de ManufacturaDocument2 pagesTaller de Fundicion Ingeniería de ManufacturaJorge Isaac Flores SamaniegoNo ratings yet
- cUESTIONARIO 23Document1 pagecUESTIONARIO 23Jhon Michel CondoNo ratings yet
- Practica ManufacturaDocument3 pagesPractica ManufacturaKevin RodriguezNo ratings yet
- Prob. Proc. Man. Sin Perdida de MaterialDocument28 pagesProb. Proc. Man. Sin Perdida de MaterialPaola MoyaNo ratings yet
- 10Document2 pages10Kevin Campos Rodriguez100% (4)
- Preguntas Pag 292Document3 pagesPreguntas Pag 292Toro Loko100% (2)
- Problemas de LaminadoDocument1 pageProblemas de Laminadogreomer100% (1)
- Principales Operaciones de MaquinadoDocument10 pagesPrincipales Operaciones de MaquinadoNAPOLE�N MARCIAL RAMOSNo ratings yet
- Propiedades TermicasDocument3 pagesPropiedades TermicasFernando RomeroNo ratings yet
- Ejercicios - Procesos de ConformadoDocument7 pagesEjercicios - Procesos de ConformadoleonardoNo ratings yet
- 04 TMM - Relaciones de Fuerzas y Ecuación de MerchantDocument11 pages04 TMM - Relaciones de Fuerzas y Ecuación de MerchantMarcelo Ordóñez50% (2)
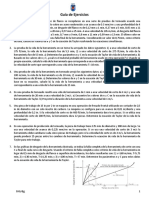
- Guiadeproblemas PDFDocument5 pagesGuiadeproblemas PDFJaime OrmeñoNo ratings yet
- Ejercicio de Doblado de LaminasDocument4 pagesEjercicio de Doblado de LaminasNicolas BaezNo ratings yet
- Ejercicio 01 LaminacionDocument1 pageEjercicio 01 LaminacionAlexNo ratings yet
- Ejercicios Procesos ManufacturaDocument4 pagesEjercicios Procesos ManufacturaOrlando Charis PerezNo ratings yet
- 1234567890Document8 pages1234567890Kelly De La CruzNo ratings yet
- Los Tres Tipos Básicos de Operaciones Con Laminas MetálicasDocument1 pageLos Tres Tipos Básicos de Operaciones Con Laminas Metálicaspui9567% (3)
- Recubrimientos MetálicosDocument1 pageRecubrimientos MetálicosAndreaCastilloNo ratings yet
- Preguntas Capitulo 21 ProcesosDocument3 pagesPreguntas Capitulo 21 ProcesosFidel Sacalxot67% (9)
- Tarea TP31Document11 pagesTarea TP31AleG. 14100% (1)
- Tisalema 7720 Cap 19Document44 pagesTisalema 7720 Cap 19carmen tisalemaNo ratings yet
- Preguntas de RepasoDocument4 pagesPreguntas de RepasoEdwin MaldonadoNo ratings yet
- Ejercicios de Deformaciones VolumétricasDocument4 pagesEjercicios de Deformaciones VolumétricasAngel Chamorro100% (2)
- Informe de (Torneado, Fresado y Rectificado)Document10 pagesInforme de (Torneado, Fresado y Rectificado)OmarNo ratings yet
- Capitulo 14 Trabajo FinalDocument49 pagesCapitulo 14 Trabajo FinalNelson Santiago Villarroel Aquino.No ratings yet
- Reembutido y Estiarado de La Chapa Segunda Parte PDFDocument68 pagesReembutido y Estiarado de La Chapa Segunda Parte PDFJuancito TucupeiNo ratings yet
- Problemas de TorneadoDocument1 pageProblemas de Torneadomarcela lopezNo ratings yet
- Problemas - FundamentosDocument16 pagesProblemas - Fundamentosfranck50% (10)
- Ejercicio ForjaDocument5 pagesEjercicio Forjaandrespulido100% (1)
- Maquinado No ConvencionalDocument19 pagesMaquinado No ConvencionalheroeshardNo ratings yet
- Ejercicios Schey 9C 3,8,9,14,22,24,25,27,28,31 Groveer 21 - 6,7,14,15,17,20,24,27,29 PDFDocument116 pagesEjercicios Schey 9C 3,8,9,14,22,24,25,27,28,31 Groveer 21 - 6,7,14,15,17,20,24,27,29 PDFdavidlm22No ratings yet
- Informe Engranaje Recto y HelicoidalDocument4 pagesInforme Engranaje Recto y HelicoidalJhony Mendoza0% (1)
- PracticaDocument3 pagesPracticaDaniel Condori MasacheNo ratings yet
- TP #8 - DobladoDocument2 pagesTP #8 - DobladoBueno Argentina100% (2)
- Unidad 5 - Guia de EjerciciosDocument2 pagesUnidad 5 - Guia de EjerciciosSebastian Soto0% (1)
- Tarea TP41Document33 pagesTarea TP41AleG. 1467% (3)
- Ejercicio 2.24Document2 pagesEjercicio 2.24Daniel Argote100% (1)
- Ejercicios de AplicaciónDocument11 pagesEjercicios de AplicaciónJoe Botello100% (1)
- Proceso de Manufactura para La Realización de Una Carretilla.Document12 pagesProceso de Manufactura para La Realización de Una Carretilla.Estuardo Calderòn0% (1)
- Corte CdelADocument6 pagesCorte CdelAIsaac ZTNo ratings yet
- Resumen Capitulo 20Document19 pagesResumen Capitulo 20Isela De LimaNo ratings yet
- 05 DH Diseño de TroquelesDocument38 pages05 DH Diseño de Troquelesdiegograff18No ratings yet
- Formado de MetalesDocument18 pagesFormado de MetalesIsmael TaboraNo ratings yet
- XV Censo Nacional de Población y ViviendaDocument3 pagesXV Censo Nacional de Población y Viviendaeder rojasNo ratings yet
- PROYECTO CompactadoraDocument11 pagesPROYECTO Compactadoraeder rojasNo ratings yet
- AutomatismoDocument4 pagesAutomatismoeder rojasNo ratings yet
- Balance ScorecardDocument9 pagesBalance Scorecardeder rojasNo ratings yet
- Soliworks y InventorDocument16 pagesSoliworks y Inventoreder rojasNo ratings yet
- Proyecto SalpicadoraDocument95 pagesProyecto Salpicadoraeder rojas50% (2)
- Proyecto SalpicadoraDocument95 pagesProyecto Salpicadoraeder rojasNo ratings yet
- Como Mandar La Gente Al Carajo PDFDocument61 pagesComo Mandar La Gente Al Carajo PDFeder rojasNo ratings yet
- Tarea 2Document11 pagesTarea 2CARLOS ADRIAN PALACIOS ROSADONo ratings yet
- Big Data y Business IntelligenceDocument14 pagesBig Data y Business IntelligenceAdriana Garcia67% (3)
- Aptitud AcadémicaDocument30 pagesAptitud AcadémicabelliytNo ratings yet
- Monografia SociolllDocument19 pagesMonografia SociolllMarko CCNo ratings yet
- Circuito de Control de Potencia Con SCR o TriacDocument3 pagesCircuito de Control de Potencia Con SCR o TriacAnonymous ZMwWk2vNo ratings yet
- P - Morales - 2012 Inmigración Catalana en PyDocument16 pagesP - Morales - 2012 Inmigración Catalana en PyMaría José LópezNo ratings yet
- Cómo Aprender A Leer Partituras y A Tocar El ViolínDocument6 pagesCómo Aprender A Leer Partituras y A Tocar El ViolínJosepgf17 GirbesNo ratings yet
- Caras y Caretas (Buenos Aires) - 18-2-1899, N.º 20Document23 pagesCaras y Caretas (Buenos Aires) - 18-2-1899, N.º 20Nika Pika SolNo ratings yet
- Diagnóstico para Biología 3 Bgu-12Document6 pagesDiagnóstico para Biología 3 Bgu-12Vinicio VarelaNo ratings yet
- Lectura CríticaDocument92 pagesLectura CríticaJenyfferCoronelNo ratings yet
- Ejercicios SubrutinasDocument3 pagesEjercicios SubrutinasKaren SuarezNo ratings yet
- Hoja de Vida Diana RojasDocument4 pagesHoja de Vida Diana RojasDiego ArdilaNo ratings yet
- Estadistica IIDocument349 pagesEstadistica IIMariaUtreraDelNo ratings yet
- PlantillaDocument15 pagesPlantillaBenja IgnacioNo ratings yet
- Recolección de MuestraDocument2 pagesRecolección de MuestraJhoan Yampol Perez MendezNo ratings yet
- 03 Propiedades de Las PotenciasDocument21 pages03 Propiedades de Las PotenciasDavid Esteban Quezada MieresNo ratings yet
- Analis FinancieroDocument20 pagesAnalis FinancieromariaNo ratings yet
- Balistica 2da ParteDocument46 pagesBalistica 2da ParteMARCELL ANTONIO ORTEGA MAMANINo ratings yet
- Secretaria de La MujerDocument323 pagesSecretaria de La MujerCamila GuzmánNo ratings yet
- Mpu Panama Pppea 0 PoliticaDocument21 pagesMpu Panama Pppea 0 PoliticaMarilyn SugastyNo ratings yet
- La VIRGENDocument157 pagesLa VIRGENÓscar GorrizNo ratings yet
- Mda Examen 6 b1 2017-2018 AlumnoDocument12 pagesMda Examen 6 b1 2017-2018 AlumnoSila Patricia Rodriguez100% (1)
- La Concepción Filosófica Del Derecho Penal de José Rafael SañudoDocument13 pagesLa Concepción Filosófica Del Derecho Penal de José Rafael SañudoSantiago GuttiNo ratings yet
- La Dieta de La Sopa Quema GrasaDocument11 pagesLa Dieta de La Sopa Quema GrasaSusapinNo ratings yet
- 36 40Document2 pages36 40HolaSoyDavidRCFlëxJr.83% (6)
- CURSO ODOO 17 - CLASGURU - BoDocument7 pagesCURSO ODOO 17 - CLASGURU - BoChristian Emanuel Paredes AlanesNo ratings yet
- Sna 11 FfemDocument8 pagesSna 11 FfemGianfranco Leon100% (1)
- Laudo Arbitral TrabajoDocument2 pagesLaudo Arbitral TrabajoRosemary AvellanedaNo ratings yet
- 1 Cos Pat 3Document9 pages1 Cos Pat 3Libros De Ciencia y TecnologiaNo ratings yet
- Gthy Gestion PDFDocument5 pagesGthy Gestion PDFAlbert MateoNo ratings yet