You might also like
- Ejercicios DOP y DAPDocument3 pagesEjercicios DOP y DAPEnzo Echevarria60% (5)
- DapDocument3 pagesDapalexNo ratings yet
- Repaso e P1Document4 pagesRepaso e P1sayuri moralesNo ratings yet
- Diagrama DOP1Document6 pagesDiagrama DOP1Czar FloresNo ratings yet
- Dimensionamiento Del ProductoDocument4 pagesDimensionamiento Del ProductoOlger Aragon BerlangaNo ratings yet
- S04.s1 - DAP Flujo de Producto Terminado Mesa de MaderaDocument18 pagesS04.s1 - DAP Flujo de Producto Terminado Mesa de MaderaKevin Pare100% (1)
- Actividad DAP - ELABORACIÓN DE JUEGO DE TOALLASDocument2 pagesActividad DAP - ELABORACIÓN DE JUEGO DE TOALLASMax BallenaNo ratings yet
- Dop de Pulpa de DuraznoDocument1 pageDop de Pulpa de DuraznoshirleyNo ratings yet
- Diagrama Sipoc de La Empresa VINA LA JOYA EDocument1 pageDiagrama Sipoc de La Empresa VINA LA JOYA EJulio Wilber Valencia Cornejo100% (1)
- Dap de Memelada de FresaDocument1 pageDap de Memelada de FresaHector Manuel Neyra MoralesNo ratings yet
- Dop - Fabricacion de ZapatosDocument1 pageDop - Fabricacion de ZapatosAlex SerranoNo ratings yet
- Elaboración de pijamas: proceso productivo paso a pasoDocument3 pagesElaboración de pijamas: proceso productivo paso a pasoNATALI IVONNE BRIONES BENITESNo ratings yet
- GuiaPractica8 - Cronometraje IndustrialDocument13 pagesGuiaPractica8 - Cronometraje IndustrialLisbet Amanda Rojas TorresNo ratings yet
- Ejercicios Dap - Carlos Silva Quicana PDFDocument1 pageEjercicios Dap - Carlos Silva Quicana PDFYoel A UmañaNo ratings yet
- DOP-Jugo de CarambolasDocument1 pageDOP-Jugo de Carambolasjoseluisvalera98No ratings yet
- Fabricacion de Camisa de Manga Corta Dap Detallado Bien FinaaalDocument9 pagesFabricacion de Camisa de Manga Corta Dap Detallado Bien FinaaalEzequiel André Meza ValenciaNo ratings yet
- EJERCICIOS - ELABORACION DE de Pisco SourDocument2 pagesEJERCICIOS - ELABORACION DE de Pisco Sourhiork2000No ratings yet
- Diagrama de Operaciones Del Proceso de AcabadosDocument2 pagesDiagrama de Operaciones Del Proceso de AcabadosGerson Sagastegui AnguloNo ratings yet
- DAP CamisaDocument8 pagesDAP CamisaNotlim Otrebla Ollis AzolañepNo ratings yet
- Dop de MaderaDocument2 pagesDop de MaderaMarjo Magallanes100% (1)
- Pisco SourDocument9 pagesPisco SourJose Vitor100% (2)
- DAP Casaca+tiemposDocument6 pagesDAP Casaca+tiemposGuillermo Linares SánchezNo ratings yet
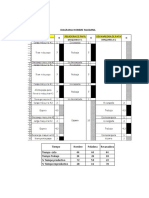
- Ejercicio 1: Diagrama Hombre MaquinaDocument5 pagesEjercicio 1: Diagrama Hombre MaquinaPriscila ACNo ratings yet
- DOP y DAPDocument4 pagesDOP y DAPHansel Morillo FloresNo ratings yet
- Borrador Diagrama Hombre - MaquinaDocument9 pagesBorrador Diagrama Hombre - MaquinaManuel RodrigoNo ratings yet
- ExamennnnDocument5 pagesExamennnnBRAYAN AARON MEZA TRISTANNo ratings yet
- Procesos Dop y DapDocument2 pagesProcesos Dop y DapAnonymous aX8xJaALQkNo ratings yet
- R EPASODocument4 pagesR EPASOErick Alexander Maldonado SenceNo ratings yet
- Dop de EmbaladoDocument2 pagesDop de EmbaladoJhon Henry Velarde VidalNo ratings yet
- Dop CalzadosDocument2 pagesDop CalzadosMilton Mejia Mariño100% (2)
- Intro IndustrialDocument5 pagesIntro IndustrialJorge Nuñez MoyNo ratings yet
- Ejercicio GestionDocument5 pagesEjercicio GestionJhony JesusNo ratings yet
- Dap LavanderiaDocument1 pageDap LavanderiaFlavio PalaciosNo ratings yet
- Dap Detrallado PolosDocument4 pagesDap Detrallado Polosmonica cuti magaño100% (2)
- Dop de Pulpa de DuraznoDocument1 pageDop de Pulpa de DuraznoAlex Culque GuerreroNo ratings yet
- Actividad Diagrama BimanualDocument5 pagesActividad Diagrama BimanualDiego Cárdenas100% (1)
- DIAGRAMAS HOMBRE MÁQUINA TEMAS ING METODOS 1Document9 pagesDIAGRAMAS HOMBRE MÁQUINA TEMAS ING METODOS 1Jonatan Muñoz Vara100% (1)
- Dap de Producción de NectarDocument6 pagesDap de Producción de NectarMayito MendozaNo ratings yet
- DAP Corregido de La LecheDocument4 pagesDAP Corregido de La LecheAdriana Rodriguez0% (1)
- DAP CarroDocument2 pagesDAP CarroLuis Miguel CFerNo ratings yet
- Indicadores de Productividad Solucionario - E.T.Document59 pagesIndicadores de Productividad Solucionario - E.T.Dean Espinoza67% (3)
- Descripcion Del Proceso Productivo Dop Dap RecorridoDocument10 pagesDescripcion Del Proceso Productivo Dop Dap RecorridoAzucenaLeyvaVillanuevaNo ratings yet
- Laboratorio Grupal NDocument6 pagesLaboratorio Grupal NKarla Rodríguez100% (1)
- Optimizar beneficios frutaDocument41 pagesOptimizar beneficios frutaCelicia Lopez100% (1)
- Dap - Tuberías CorrugadasDocument1 pageDap - Tuberías CorrugadasGIno AlvaRadoNo ratings yet
- Guia Practica VerfinalDocument10 pagesGuia Practica VerfinalSebastian HuamanNo ratings yet
- Diagrama HMDocument13 pagesDiagrama HMTatiana BenitezNo ratings yet
- Diagramas procesos analisis sistemasDocument33 pagesDiagramas procesos analisis sistemasrankedu0% (1)
- Proceso productivo de piezas de aluminio desde lingotesDocument3 pagesProceso productivo de piezas de aluminio desde lingotesJunior Rojas Yalo0% (1)
- Optimiza los procesos de preparación y entrega de pizza con tecnologíaDocument2 pagesOptimiza los procesos de preparación y entrega de pizza con tecnologíaAlbertoVegaNo ratings yet
- Chocolate 1 EntregableDocument37 pagesChocolate 1 Entregableluna100% (1)
- IngredientesDocument2 pagesIngredientesYordy GarciaNo ratings yet
- Dop y Dap Leche Gloria Procesos para IngenieriaDocument5 pagesDop y Dap Leche Gloria Procesos para Ingenieriawilly Pérez Urbina100% (1)
- Proceso confección camisaDocument11 pagesProceso confección camisadavid DsdNo ratings yet
- GuiaPractica3 - Diagrama Multiple Actividad VDCDocument5 pagesGuiaPractica3 - Diagrama Multiple Actividad VDCGIANCARLO SAMIR VALENCIA SERNAQUÉNo ratings yet
- Curso Integrador 1 - Avance 3Document20 pagesCurso Integrador 1 - Avance 3Reizer100% (1)
- Gestión Del Mantenimiento - Evidencia 1Document20 pagesGestión Del Mantenimiento - Evidencia 1Alison WilliamsNo ratings yet
- Actividad - Taller Diagramas DOPDocument5 pagesActividad - Taller Diagramas DOPDIEGO ARMANDO MARTÍNEZ GARCÍANo ratings yet
- Diagramas de Mineria de Estudio Del Trabajo y CalidadDocument6 pagesDiagramas de Mineria de Estudio Del Trabajo y CalidadGera DiazNo ratings yet
- Parcial # 2 2021Document6 pagesParcial # 2 2021María CristinaNo ratings yet
- ¿Cuáles Son Los Pilares Técnicos Del TPM?Document176 pages¿Cuáles Son Los Pilares Técnicos Del TPM?FERNANDO AVILANo ratings yet
- ¿Cuáles Son Los Pilares Técnicos Del TPM?Document176 pages¿Cuáles Son Los Pilares Técnicos Del TPM?FERNANDO AVILANo ratings yet
- Dop en Talleres de SoldaduraDocument2 pagesDop en Talleres de SoldaduraFERNANDO AVILA50% (2)
- Problemas Desarrollados de ProductividadDocument11 pagesProblemas Desarrollados de ProductividadFERNANDO AVILANo ratings yet
- Los 8 pilares TPMDocument4 pagesLos 8 pilares TPMtareaschamitoNo ratings yet
- Trabajo Costos 1Document7 pagesTrabajo Costos 1FERNANDO AVILANo ratings yet
- Gerencia EmpresarialDocument7 pagesGerencia Empresarialferavila60No ratings yet
- Planeación Agregada 1Document16 pagesPlaneación Agregada 1vidalNo ratings yet
- Diagrama de RecorridoDocument3 pagesDiagrama de RecorridoFERNANDO AVILANo ratings yet
- Ejercicios de ProductividadDocument7 pagesEjercicios de ProductividadFERNANDO AVILANo ratings yet
- Balanceo de LineaDocument2 pagesBalanceo de LineaLuisana NoriegaNo ratings yet
- Balance de Línea y Manufactura EsbeltaDocument22 pagesBalance de Línea y Manufactura EsbeltaFERNANDO AVILANo ratings yet
- Empresa industrial contabilidad costosDocument19 pagesEmpresa industrial contabilidad costosFERNANDO AVILANo ratings yet
- Tesis Unfv SmedDocument107 pagesTesis Unfv SmedFERNANDO AVILA100% (1)
- 11922-Texto Del Artículo-41555-1-10-20160609 PDFDocument8 pages11922-Texto Del Artículo-41555-1-10-20160609 PDFFiorella CastilloNo ratings yet
- Los EcosistemasDocument24 pagesLos EcosistemasFERNANDO AVILANo ratings yet
- Ejercicios de Mate1Document1 pageEjercicios de Mate1FERNANDO AVILANo ratings yet
- Herramientas básicas en un taller de mecánica automotrizDocument63 pagesHerramientas básicas en un taller de mecánica automotrizFERNANDO AVILA94% (16)
- Presentaciones TallerDocument44 pagesPresentaciones TallerFERNANDO AVILANo ratings yet
- Mantenimiento Mecánico. Prof. Ing. Luis SuárezDocument42 pagesMantenimiento Mecánico. Prof. Ing. Luis SuárezLaLu Giil Sclu'tNo ratings yet
- Donde Estudiar APDRDocument2 pagesDonde Estudiar APDRcesarixNo ratings yet
- Herramientas básicas en un taller de mecánica automotrizDocument63 pagesHerramientas básicas en un taller de mecánica automotrizFERNANDO AVILA94% (16)
- Formatos Estudio Del TrabajoDocument2 pagesFormatos Estudio Del TrabajoFERNANDO AVILANo ratings yet
- Resumen Unidad 1Document18 pagesResumen Unidad 1Ðâvid Ĵesus Morales SeguraNo ratings yet
- Instalaciones eléctricas mantenimiento principiosDocument8 pagesInstalaciones eléctricas mantenimiento principiosFERNANDO AVILANo ratings yet
- 26.contaminacion Acustica PDFDocument14 pages26.contaminacion Acustica PDFmaritzaNo ratings yet
- Instalaciones eléctricas mantenimiento principiosDocument8 pagesInstalaciones eléctricas mantenimiento principiosFERNANDO AVILANo ratings yet
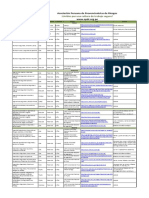
- Guia para La Elaboracion de Informe Final de PAMADocument10 pagesGuia para La Elaboracion de Informe Final de PAMAFERNANDO AVILANo ratings yet
- Productos Gourmet CacaoDocument16 pagesProductos Gourmet CacaoELSY ABREUNo ratings yet
- Introducción a la pasteleríaDocument47 pagesIntroducción a la pasteleríaalex flores arias50% (2)
- Recetas Adriana BolognaDocument29 pagesRecetas Adriana BolognaGabriela GarcíaNo ratings yet
- Ejercicios de BalanceDocument2 pagesEjercicios de BalanceDonDiablo Crhistian MarceloNo ratings yet
- Distintivo H - MANIPULACIÓN HIGIÉNICA DE LOS ALIMENTOSDocument8 pagesDistintivo H - MANIPULACIÓN HIGIÉNICA DE LOS ALIMENTOSCesar RojasNo ratings yet
- Clinica Integral Del NiñoDocument42 pagesClinica Integral Del Niñoms_back96808No ratings yet
- EncrucijadaDocument201 pagesEncrucijadaAle VerdunNo ratings yet
- Hist del tabacoDocument7 pagesHist del tabacoyulexyNo ratings yet
- Entremes Ganas de Reñir de Los Alvarez QuinteroDocument8 pagesEntremes Ganas de Reñir de Los Alvarez Quinterosusiblue100% (5)
- Diagrama de Flujo para La Elaboración de Vino de FrutasDocument6 pagesDiagrama de Flujo para La Elaboración de Vino de FrutasLuIs Myguel67% (6)
- De Cheve en Bolsita A Mike BrewingDocument3 pagesDe Cheve en Bolsita A Mike Brewinglinnk99No ratings yet
- PG-1290-Sosa Jalaca, Viviana PDFDocument149 pagesPG-1290-Sosa Jalaca, Viviana PDFOscar MoralesNo ratings yet
- Hábitos alimenticios regionales de PiuraDocument32 pagesHábitos alimenticios regionales de PiuraGabriela Ascoy ColonaNo ratings yet
- Panadería IDocument18 pagesPanadería IRecetas JzNo ratings yet
- Encuesta de GaseosasDocument18 pagesEncuesta de GaseosasAngie Azucena Calle ArrunateguiNo ratings yet
- INFORME 10 PresentarDocument20 pagesINFORME 10 PresentarMiluska Cisneros100% (1)
- Soluciones químicas: preparación y cálculo de concentracionesDocument25 pagesSoluciones químicas: preparación y cálculo de concentracionesLeo LeoneNo ratings yet
- Beneficio de Hongos Mohos y Levaduras en La IndustriaDocument3 pagesBeneficio de Hongos Mohos y Levaduras en La IndustriaRobinho TanNo ratings yet
- Historia de La PizzaDocument8 pagesHistoria de La PizzaJuan Jose Gomez Contreras100% (1)
- Laboratorio 6-1Document3 pagesLaboratorio 6-1Juan Carlos Carmona0% (1)
- Foto Familiar KELLY YOHANA AGUILLONDocument6 pagesFoto Familiar KELLY YOHANA AGUILLONKelly JohanaNo ratings yet
- Plantilla Del Cuestionario de La Primera ConsultaDocument3 pagesPlantilla Del Cuestionario de La Primera ConsultavictorNo ratings yet
- Enologia I GastroDocument167 pagesEnologia I GastroJose Rafael Callao QuesquenNo ratings yet
- Informe de Laboratorio de QuimicaDocument6 pagesInforme de Laboratorio de QuimicaJuan Jose Crow WashbrumNo ratings yet
- El sabor vallecaucano: El maíz como principal alimento y símbolo de la cocina del Valle del Cauca en el siglo XIXDocument15 pagesEl sabor vallecaucano: El maíz como principal alimento y símbolo de la cocina del Valle del Cauca en el siglo XIXTatiana Bolaños MonteroNo ratings yet
- Vivir 5 Personas Con 5 Euros Al Dia PDFDocument3 pagesVivir 5 Personas Con 5 Euros Al Dia PDFanxoNo ratings yet
- Alteraciones Del CafeDocument1 pageAlteraciones Del CafeLälîïng LöpzNo ratings yet
- Relación entre publicidad y ventas de alcohol en baresDocument9 pagesRelación entre publicidad y ventas de alcohol en baresJoel TortoneNo ratings yet
- Caracterización de materiales grasos mediante calorimetría diferencial de barrido (DSCDocument16 pagesCaracterización de materiales grasos mediante calorimetría diferencial de barrido (DSCsebastian escobarNo ratings yet
- Ajdut Kosher - Lista Pesaj 2020Document3 pagesAjdut Kosher - Lista Pesaj 2020Prensa KosherNo ratings yet