You might also like
- جداول دكتايل مواصفاتDocument52 pagesجداول دكتايل مواصفاتMohammad MohammadNo ratings yet
- Katalog HDPE GFDocument12 pagesKatalog HDPE GFArief Prabowo100% (1)
- Fabricf37 PDFDocument8 pagesFabricf37 PDFGerardo HernándezNo ratings yet
- 1.10. Grades: Process Piping Fundamentals, Codes and Standards - Module 1Document5 pages1.10. Grades: Process Piping Fundamentals, Codes and Standards - Module 1Raakze MoviNo ratings yet
- Check Valves and Strainers: BELGICAST Is A Company ofDocument20 pagesCheck Valves and Strainers: BELGICAST Is A Company ofluisNo ratings yet
- Thermowell General SpecsDocument3 pagesThermowell General SpecsEsakkirajaNo ratings yet
- Solid Drilled Thermowells: General DescriptionDocument4 pagesSolid Drilled Thermowells: General DescriptionSaeed VuNo ratings yet
- Welding Qualification SeminarDocument66 pagesWelding Qualification SeminarsoparlNo ratings yet
- 400E EngineeringDocument8 pages400E EngineeringDenis Oliveira CostaNo ratings yet
- Mid If ItDocument4 pagesMid If ItsncomputerNo ratings yet
- Motorized Butterfly Valve With Actuator JJ (WAFN3 - MSEENR)Document10 pagesMotorized Butterfly Valve With Actuator JJ (WAFN3 - MSEENR)hvacvn1984No ratings yet
- KN Ife Ga Te & Bu Tte Rfly Va Lve S E: Valves & EquipmentDocument14 pagesKN Ife Ga Te & Bu Tte Rfly Va Lve S E: Valves & EquipmentravishankarNo ratings yet
- FMC - Knife Edge Gate ValveDocument5 pagesFMC - Knife Edge Gate ValvesheshidharrajubNo ratings yet
- Ball Valves 0893ENDocument72 pagesBall Valves 0893ENelmarina compNo ratings yet
- CAT_LINE_PP-H_EN_10-2018_lrDocument234 pagesCAT_LINE_PP-H_EN_10-2018_lrmiclodean4No ratings yet
- Tank Units Designed For Use For Sampling, Vent or Drain. Mainly Used at Hydrant Pits (Airports)Document6 pagesTank Units Designed For Use For Sampling, Vent or Drain. Mainly Used at Hydrant Pits (Airports)bharuk100% (1)
- Piping Component E-books for Oil & Gas EngineersDocument50 pagesPiping Component E-books for Oil & Gas EngineersAmit SharmaNo ratings yet
- Logos-Bac Ninh-Spec Sprinkler-HydrantDocument5 pagesLogos-Bac Ninh-Spec Sprinkler-HydrantAn TamNo ratings yet
- Solenoid Valves Parker2Document27 pagesSolenoid Valves Parker2SREENATH S.SNo ratings yet
- kineva_enDocument12 pageskineva_enRamazan YaşarNo ratings yet
- Install PlusV9Document16 pagesInstall PlusV9Ben ZithaNo ratings yet
- HeatExchangers WebDocument4 pagesHeatExchangers WebAdityaNo ratings yet
- 1-2471 SERIES Eccentric Disc Control ValvesDocument12 pages1-2471 SERIES Eccentric Disc Control ValvesGiovanni PetrizzoNo ratings yet
- STP CatalogueDocument37 pagesSTP CataloguemmkattaNo ratings yet
- Valves Pipe Fittings DimensionsDocument37 pagesValves Pipe Fittings DimensionstsoheilNo ratings yet
- Ball Valves KH ParkerDocument7 pagesBall Valves KH Parkerkocho79No ratings yet
- Check Valve Type NRVA: Data SheetDocument8 pagesCheck Valve Type NRVA: Data SheetleticiaNo ratings yet
- Presentasi PipingDocument45 pagesPresentasi PipingYan LaksanaNo ratings yet
- Parker 341 SolenoidDocument2 pagesParker 341 SolenoidIan SanNo ratings yet
- Piping Components E-book for Oil & Gas EngineersDocument45 pagesPiping Components E-book for Oil & Gas Engineerssrinivasanssc100% (2)
- Piping Components Classification GuideDocument45 pagesPiping Components Classification Guideindika sunarkoNo ratings yet
- FlangesDocument14 pagesFlangesMAMI RAKOTOMAHANINANo ratings yet
- 3.SS Braided Epdm HoseDocument2 pages3.SS Braided Epdm HoseKhaled Al AkhdarNo ratings yet
- RAMC GS01R01B02-00E-E Ed28 Pub22032019Document24 pagesRAMC GS01R01B02-00E-E Ed28 Pub22032019zaffarNo ratings yet
- INTRODUCTION TO FLANGES, PIPE & FITTINGSDocument41 pagesINTRODUCTION TO FLANGES, PIPE & FITTINGSguravdrNo ratings yet
- Flanged Spherical Pipe Joints: - Elastomeric Expansion Joints / Flexible ConnectorsDocument2 pagesFlanged Spherical Pipe Joints: - Elastomeric Expansion Joints / Flexible ConnectorsKhaled Al AkhdarNo ratings yet
- Ke Masterhose: Metallic and Rubber Flexible HosesDocument40 pagesKe Masterhose: Metallic and Rubber Flexible HosesfcspekNo ratings yet
- Datasheet 1803 enDocument2 pagesDatasheet 1803 enPhan Việt AnhNo ratings yet
- PTS-Technical Catalogue 2020Document51 pagesPTS-Technical Catalogue 2020Commercial MarocNo ratings yet
- TB27a ENDocument4 pagesTB27a ENandy131078No ratings yet
- VALVES: Euroguarco's Manual and Actuated Valve ManufacturingDocument8 pagesVALVES: Euroguarco's Manual and Actuated Valve ManufacturingrezajakakusumaNo ratings yet
- Lined PipingDocument32 pagesLined Piping심판자No ratings yet
- Non Return Valves RH...Document10 pagesNon Return Valves RH...kocho79No ratings yet
- Bơm EurofloDocument8 pagesBơm EuroflokimcucspktNo ratings yet
- Loper - Unbonded Flexible Pipe ConstructionDocument18 pagesLoper - Unbonded Flexible Pipe ConstructionChiemela Victor AmaechiNo ratings yet
- (DS2-010112) Y:/Proyecto/2090/PLANOS/04-Piping/Estandares/En Trabajo/4C/4C-01.03 C Rev-0Document3 pages(DS2-010112) Y:/Proyecto/2090/PLANOS/04-Piping/Estandares/En Trabajo/4C/4C-01.03 C Rev-0Christian Martínez G.No ratings yet
- 05 Edge Welded BellowsDocument13 pages05 Edge Welded BellowsAbhishek BasakNo ratings yet
- 60 Years of Quality Fittings CatalogueDocument27 pages60 Years of Quality Fittings CataloguerenramaNo ratings yet
- VN LeafletDocument6 pagesVN LeafletDenial BasanovicNo ratings yet
- Welded, Applied & Extruded Finned TubingDocument16 pagesWelded, Applied & Extruded Finned TubingFederico MoranNo ratings yet
- Conex CompressionDocument32 pagesConex Compressionh2odavid100% (1)
- InstrumentationFittingsCat PDFDocument48 pagesInstrumentationFittingsCat PDFChowdhury FatemaNo ratings yet
- FT44 Carbon Steel Ball Float Steam Traps (DN15 To DN50)Document7 pagesFT44 Carbon Steel Ball Float Steam Traps (DN15 To DN50)Liêm HàNo ratings yet
- Pressure Test PointsDocument25 pagesPressure Test PointsGepef ProduçãoNo ratings yet
- Pneumatic Butterfly Valves Technical SpecificationDocument12 pagesPneumatic Butterfly Valves Technical SpecificationFactory FactoryNo ratings yet
- Flanges General For DummiesDocument68 pagesFlanges General For DummiesditoNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- Ideapad Miix310-10ICR Platform Specifi CationsDocument1 pageIdeapad Miix310-10ICR Platform Specifi CationsHotnCrispy CrispyNo ratings yet
- 28 TdsDocument3 pages28 TdsHotnCrispy CrispyNo ratings yet
- Threaded CouplingDocument5 pagesThreaded CouplingHotnCrispy CrispyNo ratings yet
- Flange SpectacleDocument10 pagesFlange SpectacleHotnCrispy CrispyNo ratings yet
- Dev Plast Put TDDocument3 pagesDev Plast Put TDHotnCrispy CrispyNo ratings yet
- List of Mathematical SymbolsDocument20 pagesList of Mathematical SymbolsHotnCrispy CrispyNo ratings yet
- Overseas Workers Welfare Administration: (Mm/date/yearDocument1 pageOverseas Workers Welfare Administration: (Mm/date/yearHotnCrispy CrispyNo ratings yet
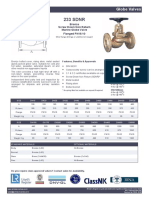
- Stop Abd Check ValveDocument1 pageStop Abd Check ValveHotnCrispy CrispyNo ratings yet
- PN16 Cast Iron Globe Valve - SDNR: SKU: GV5198Document2 pagesPN16 Cast Iron Globe Valve - SDNR: SKU: GV5198HotnCrispy CrispyNo ratings yet
- Mathematical SymbolsDocument5 pagesMathematical SymbolsJohn TingNo ratings yet
- Piping Coordination Systems - Mechanical Symbols For Isometric Drawings PDFDocument4 pagesPiping Coordination Systems - Mechanical Symbols For Isometric Drawings PDFIvan Roco78% (9)
- Standarde Din FlangeDocument45 pagesStandarde Din Flangeadri2No ratings yet
- Hydraulic Steel Tubes: © 2020 RFS Hydraulics SDN BHDDocument9 pagesHydraulic Steel Tubes: © 2020 RFS Hydraulics SDN BHDHotnCrispy CrispyNo ratings yet
- Tioga Pipe ChartDocument2 pagesTioga Pipe ChartMahmoud GaberNo ratings yet
- TBD Angl PDFDocument24 pagesTBD Angl PDFAtiqur RahmanNo ratings yet
- 9859Document20 pages9859HotnCrispy CrispyNo ratings yet
- Wse2011 K1 PDFDocument4 pagesWse2011 K1 PDFHotnCrispy CrispyNo ratings yet
- DimensionsDocument22 pagesDimensionsanmol6237No ratings yet
- 3LPE 1d44a0 PDFDocument33 pages3LPE 1d44a0 PDFHotnCrispy CrispyNo ratings yet
- Polyethylene Painting ProcessDocument8 pagesPolyethylene Painting ProcessHotnCrispy CrispyNo ratings yet
- TBD Angl PDFDocument24 pagesTBD Angl PDFAtiqur RahmanNo ratings yet
- CS S 14WeldingandGrindingSafety - Rev1 PDFDocument9 pagesCS S 14WeldingandGrindingSafety - Rev1 PDFnqh2009No ratings yet
- Wse2011 K1 PDFDocument4 pagesWse2011 K1 PDFHotnCrispy CrispyNo ratings yet
- 3000 ManualDocument24 pages3000 ManualHotnCrispy CrispyNo ratings yet
- Big DataDocument16 pagesBig DataHotnCrispy CrispyNo ratings yet
- OdmeDocument2 pagesOdmeHotnCrispy CrispyNo ratings yet
- Sds MethanolDocument8 pagesSds MethanolalumnopitagorasNo ratings yet
- Measuring Barriers to Big Data in Colombia's Public SectorDocument13 pagesMeasuring Barriers to Big Data in Colombia's Public SectorHotnCrispy CrispyNo ratings yet
- SOGIE Equality BillDocument8 pagesSOGIE Equality BillJohn Roice M. AldezaNo ratings yet
- Big Data and Open Data As SustainabilityDocument30 pagesBig Data and Open Data As SustainabilityEleazar Chi PérezNo ratings yet
- Application of Differential EquationsDocument2 pagesApplication of Differential EquationsATHARVA KOTKARNo ratings yet
- Photonics' IntroductionDocument22 pagesPhotonics' IntroductionSergio Fernández100% (1)
- NET December 2016 Physics Exam QuestionsDocument21 pagesNET December 2016 Physics Exam QuestionsRamesh IswaraNo ratings yet
- HW 14 SolutionsDocument8 pagesHW 14 SolutionsSeleneblueNo ratings yet
- Physical Chemistry Homework AssignmentDocument3 pagesPhysical Chemistry Homework AssignmentJosef CatiggayNo ratings yet
- TikZ-Feynman: Draw Feynman Diagrams with TikZDocument33 pagesTikZ-Feynman: Draw Feynman Diagrams with TikZwintersoulsNo ratings yet
- General Chemistry 2 Kinetic Molecular Model of Solids and LiquidsDocument3 pagesGeneral Chemistry 2 Kinetic Molecular Model of Solids and LiquidsJohnmark RaquiñoNo ratings yet
- 01 U4 Guided Obj.v.ppDocument5 pages01 U4 Guided Obj.v.ppAntehyaNo ratings yet
- MELCOR Computer Code Manuals Vol. 2: Reference ManualDocument897 pagesMELCOR Computer Code Manuals Vol. 2: Reference ManualJack CavaluzziNo ratings yet
- Conduct FAILURE ANAYLSISDocument10 pagesConduct FAILURE ANAYLSISMohamad Nadzri YahayaNo ratings yet
- Electric ChargeDocument14 pagesElectric Chargefrancis solivenNo ratings yet
- Radiation Safety For Baggage X-Ray Inspection Systems: CanadaDocument83 pagesRadiation Safety For Baggage X-Ray Inspection Systems: CanadaLinssen KongNo ratings yet
- Design of a submerged slide gate structureDocument11 pagesDesign of a submerged slide gate structurealiNo ratings yet
- Tutorial #3 #ProblemsDocument5 pagesTutorial #3 #ProblemsAisha AbuzgaiaNo ratings yet
- Physical Chemistry Examples for Second Year StudentsDocument22 pagesPhysical Chemistry Examples for Second Year StudentsZsolt Dürvanger100% (1)
- Ad 0299980Document68 pagesAd 0299980alexNo ratings yet
- 45 Ex2 PracticeDocument5 pages45 Ex2 PracticeJules BrunoNo ratings yet
- Pressure Drawdown Test Analysis and Simulation Using SaphirDocument52 pagesPressure Drawdown Test Analysis and Simulation Using SaphirAldo Aprian PratamaNo ratings yet
- Relative Acceleration (1) : From Relative Velocity Circular MotionDocument12 pagesRelative Acceleration (1) : From Relative Velocity Circular Motionkeremmerek1No ratings yet
- Physics Lecture Notes Elasticity Stress Strain ModuliDocument18 pagesPhysics Lecture Notes Elasticity Stress Strain ModuliMarian Galvez-LuisNo ratings yet
- Bag Bcs Primus t5 Data SheetDocument4 pagesBag Bcs Primus t5 Data SheetAyman ZarefyNo ratings yet
- 2021 BIT Admission BookDocument32 pages2021 BIT Admission BookabdessamedNo ratings yet
- Instructor: Arun Kumar Lecture - 1 Electromagnetic Waves and Quantum MechanicsDocument18 pagesInstructor: Arun Kumar Lecture - 1 Electromagnetic Waves and Quantum MechanicsShiv Kumar MeenaNo ratings yet
- Stereographic Projection: Want To Represent 3-D Crystal On 2-D Paper Use ADocument39 pagesStereographic Projection: Want To Represent 3-D Crystal On 2-D Paper Use AMadhu RanjanNo ratings yet
- Significant Figures, Scientific Notation and Metric PrefixesDocument3 pagesSignificant Figures, Scientific Notation and Metric PrefixesmphoNo ratings yet
- ABB Motor Signature AnalisisDocument17 pagesABB Motor Signature AnalisisHari Krishna.M100% (2)
- Eddy Current Testing ExplainedDocument26 pagesEddy Current Testing ExplainedBhavani PrasadNo ratings yet
- Intensity of Optical Absorption by Excitons (Elliott 1957) PDFDocument6 pagesIntensity of Optical Absorption by Excitons (Elliott 1957) PDFDavid ParfittNo ratings yet
- 23 Numerical-Prediction-Of-Centrifugal-Compressor-Noise PDFDocument10 pages23 Numerical-Prediction-Of-Centrifugal-Compressor-Noise PDFAnonymous zXVPi2PlyNo ratings yet
- Dimensional Stone Cutting With Water Jet. Surface FinishingDocument7 pagesDimensional Stone Cutting With Water Jet. Surface FinishingGuillermo Ruperto Martín CortésNo ratings yet