You might also like
- Reductasa lecheDocument17 pagesReductasa lecheSandra Chate0% (1)
- Discusion Seco SaladoDocument2 pagesDiscusion Seco SaladoCarlos FernandesNo ratings yet
- Práctica 9 Descremado y HomogeneizaciónDocument6 pagesPráctica 9 Descremado y HomogeneizaciónIvonne Bersabee Pérez PachecoNo ratings yet
- Monografia de La LecheDocument21 pagesMonografia de La LecheGeral Murga100% (1)
- DiscusiónDocument2 pagesDiscusiónGemaEstradaNo ratings yet
- Aplicación de Parámetros de Elaboración de ManjarDocument6 pagesAplicación de Parámetros de Elaboración de ManjarAlex MendozaNo ratings yet
- Informe QUESO-SIERRADocument13 pagesInforme QUESO-SIERRAraulNo ratings yet
- BPM en El OrdeñoDocument2 pagesBPM en El OrdeñoErii RamirezNo ratings yet
- Elaboración de crema de leche acidificadaDocument9 pagesElaboración de crema de leche acidificadaDiego Rolando VizueteNo ratings yet
- Control de Calidad Del Agua Entubada en Mazatenango.Document13 pagesControl de Calidad Del Agua Entubada en Mazatenango.Kike ImeriNo ratings yet
- Resultados y Discusión QuesoDocument1 pageResultados y Discusión QuesoSamanta Silva67% (3)
- Pan de ChocolateDocument8 pagesPan de ChocolateKely VeintimillaNo ratings yet
- DiscusionesDocument4 pagesDiscusionesTatiana YanquiNo ratings yet
- DISCUSIÓNDocument2 pagesDISCUSIÓNFiorella Coro Alva100% (1)
- Diagrama de flujo queso pariaDocument4 pagesDiagrama de flujo queso pariaLLACHAG MORILLOS YANINA KATERINNo ratings yet
- Informe de QuesoDocument8 pagesInforme de QuesoKarin MishelNo ratings yet
- InformeDocument13 pagesInformeLeyla Sevincha Solis100% (1)
- Pre Informe Longaniza y ChorizoDocument5 pagesPre Informe Longaniza y ChorizoCamiilo PeriicoNo ratings yet
- OVOPRODUCTODocument81 pagesOVOPRODUCTOjankelbrito07100% (1)
- Elaboracion de Carne Enchilada, Chuletas Ahumada, Chorizo, Cueros en Escabeche (CBTa N°57)Document13 pagesElaboracion de Carne Enchilada, Chuletas Ahumada, Chorizo, Cueros en Escabeche (CBTa N°57)Cristian Jasiel Barrios SuarezNo ratings yet
- Cuestionario Practica de ChorizoDocument3 pagesCuestionario Practica de ChorizoAnallely Mulan Rehiter Angeles100% (1)
- TECNOLOGIA DE PANIFICACIONDocument13 pagesTECNOLOGIA DE PANIFICACIONJoiss Chirinos100% (1)
- PRÁCTICA-N8 Prueba de EbulliciónDocument8 pagesPRÁCTICA-N8 Prueba de EbulliciónJesus SiesquenNo ratings yet
- Informe EditadoDocument27 pagesInforme EditadoCamila Gabriela CisnerosNo ratings yet
- Informe Práctica de Elaboración de Queso CampesinoDocument5 pagesInforme Práctica de Elaboración de Queso CampesinoEdwin CallisayaNo ratings yet
- Lab. 12 CARAMELIZACION EN MEDIOS ACIDOS Y ALCALINOSDocument2 pagesLab. 12 CARAMELIZACION EN MEDIOS ACIDOS Y ALCALINOSFanny C. Diaz DelgadoNo ratings yet
- Análisis físico químico de la leche, densidad, grasa, pHDocument7 pagesAnálisis físico químico de la leche, densidad, grasa, pHAna NajarroNo ratings yet
- Poder Del CuajoDocument7 pagesPoder Del CuajoAlex Mendoza MirandaNo ratings yet
- Manjar BlancoDocument11 pagesManjar BlancochaconvillNo ratings yet
- Guia de Practicas N - 1 - Obtencion de GlutenDocument4 pagesGuia de Practicas N - 1 - Obtencion de GlutenJimna Keberlin Alfaro SoriaNo ratings yet
- Informe de SalazonDocument23 pagesInforme de SalazonBetzabeEspinozaHuaman100% (1)
- Control de Calidad de La LecheDocument9 pagesControl de Calidad de La Lechejosseline adriana rivera revollo100% (1)
- PANELITASDocument8 pagesPANELITASJavier JaramilloNo ratings yet
- Informe 7 YogurtDocument9 pagesInforme 7 YogurtMarlis BonesNo ratings yet
- Pruebas Sensoriales de La Leche CameryDocument6 pagesPruebas Sensoriales de La Leche CameryCamery Yersinia Maguiña Martínez100% (1)
- OxigenasaDocument6 pagesOxigenasaJavier CHNo ratings yet
- Informe de Analisis de PanDocument6 pagesInforme de Analisis de PanHeily VillanuevaNo ratings yet
- Queso MaduradoDocument18 pagesQueso MaduradoChristian Daniel Vilchez PardoNo ratings yet
- Informe Elaboracion de Yogurt Frutado (Diseños)Document8 pagesInforme Elaboracion de Yogurt Frutado (Diseños)jhon david godoy castellonNo ratings yet
- Informe de Práctica Sobre La Elaboración de QuesoDocument31 pagesInforme de Práctica Sobre La Elaboración de QuesoLyli Leyva100% (1)
- Segundo Examen de de Tecnologia de La Leche 2016Document2 pagesSegundo Examen de de Tecnologia de La Leche 2016ANGELY ADRIANA CHACON BLANCONo ratings yet
- Elaboracion de Mantequilla PDFDocument16 pagesElaboracion de Mantequilla PDFEduc PatricioNo ratings yet
- Informe Carne Ahumada Ing. MalagaDocument12 pagesInforme Carne Ahumada Ing. MalagasuyiNo ratings yet
- PRACTICA-Elaboracion de Salsa Ketchup y Alverjas en SalmueraDocument9 pagesPRACTICA-Elaboracion de Salsa Ketchup y Alverjas en SalmueraelnapbNo ratings yet
- Elaboración de cultivo madre para yogur a partir de bacterias lácticasDocument9 pagesElaboración de cultivo madre para yogur a partir de bacterias lácticasJackyVelezdeVilla100% (1)
- Informe de Pollo AhumadoDocument16 pagesInforme de Pollo AhumadoMaría Magdalena Albán100% (3)
- Optimización Del Rendimiento y Aseguramiento de Inocuidad en La Industria de Quesería PDFDocument169 pagesOptimización Del Rendimiento y Aseguramiento de Inocuidad en La Industria de Quesería PDFJuan Carlos CarmonaNo ratings yet
- Análisis Microbiológico de Turrones y MazapanesDocument8 pagesAnálisis Microbiológico de Turrones y MazapanesannabethcamilaNo ratings yet
- Conclusion FinalDocument2 pagesConclusion FinalNestor Perea GamboaNo ratings yet
- Resultados y Discusiones Del Dulce de LecheDocument1 pageResultados y Discusiones Del Dulce de LecheYeca YnpNo ratings yet
- Salmueras InformeDocument13 pagesSalmueras InformeDavid MontañezNo ratings yet
- Determinación de Grasas en Alimentos Utilizando El Método de GerberDocument3 pagesDeterminación de Grasas en Alimentos Utilizando El Método de GerberFreddy HuancaNo ratings yet
- Control de La Acidez en El Proceso de YogurtDocument13 pagesControl de La Acidez en El Proceso de YogurtOliver Milla100% (1)
- Elabracion de Quezo Mozarella Con OreganoDocument21 pagesElabracion de Quezo Mozarella Con OreganoCLIVER QUISPE MAMANINo ratings yet
- Evaluación color textura carne vacuno pollo hígado UNALMDocument36 pagesEvaluación color textura carne vacuno pollo hígado UNALMAubry GalindoNo ratings yet
- Informe de CuajoDocument27 pagesInforme de CuajoBetzabeEspinozaHuamanNo ratings yet
- Practica 1Document4 pagesPractica 1NATALYNo ratings yet
- ELABORACIÓN DE QUESO FRESCO EN LABORATORIODocument9 pagesELABORACIÓN DE QUESO FRESCO EN LABORATORIOGabriela De La Cruz Payano100% (1)
- Queso MozarrelaDocument10 pagesQueso Mozarrelazully davilaNo ratings yet
- Elaboración queso frescoDocument16 pagesElaboración queso frescoNarciso Serna HuamanNo ratings yet
- HeladosDocument21 pagesHeladosDaniela Alexandra100% (1)
- Separata Pulpas Nèctares, Merm Desh, Osmodes y Fruta ConfitadaDocument61 pagesSeparata Pulpas Nèctares, Merm Desh, Osmodes y Fruta ConfitadaLuis MidWan100% (1)
- Problemas Resueltos Cap 20 Fisica SerwayDocument26 pagesProblemas Resueltos Cap 20 Fisica SerwayDiego Castro100% (2)
- Tema 2 Metodos Produccion FrioDocument6 pagesTema 2 Metodos Produccion FrioRicardo Josè Carhuavilca SolanoNo ratings yet
- Paso 1-Salmon Cold ChainDocument1 pagePaso 1-Salmon Cold ChainDaniela AlexandraNo ratings yet
- CristalizacionDocument6 pagesCristalizacionDaniela AlexandraNo ratings yet
- Rango de pH de alimentosDocument2 pagesRango de pH de alimentosjuamilo3822100% (1)
- Bromatología - Elaboración de Leche Vegetal Integral A Base de Almendra, Avena y Soya Con Sabor de Chocolate y Frutilla para Intolerantes A La LactosaDocument29 pagesBromatología - Elaboración de Leche Vegetal Integral A Base de Almendra, Avena y Soya Con Sabor de Chocolate y Frutilla para Intolerantes A La LactosaYF JulianNo ratings yet
- P2 2 Preformulación de Butilbromuro de HioscinaDocument11 pagesP2 2 Preformulación de Butilbromuro de HioscinaHuaman Rivera NiltonNo ratings yet
- Clase 10-EnzimasDocument29 pagesClase 10-EnzimasWILSON DAVID RODRIGUEZ HERRERANo ratings yet
- Desayunos proteicos para la primera fase Dukan (PPDocument5 pagesDesayunos proteicos para la primera fase Dukan (PPSeabiscuit NygmaNo ratings yet
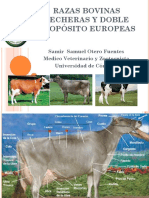
- Razas Lecheras y Doble Propósito EuropeasDocument30 pagesRazas Lecheras y Doble Propósito Europeasestefany vertelNo ratings yet
- Guia-SAAS-16 REFUERZA TUS DEFENSASDocument33 pagesGuia-SAAS-16 REFUERZA TUS DEFENSASisabelNo ratings yet
- Acta de Entrega Puesto Ing ProduccionDocument5 pagesActa de Entrega Puesto Ing ProduccionJose Vallejo MuñozNo ratings yet
- Actividad 10. Gacetilla - La-Importancia-De-Consumir-ProteinasDocument4 pagesActividad 10. Gacetilla - La-Importancia-De-Consumir-ProteinasMarielle Del Pilar Padilla ArevaloNo ratings yet
- Incremento en producción de leche bovinaDocument6 pagesIncremento en producción de leche bovinaHUGO PACOTAYPE MEZANo ratings yet
- Nutella, Receta CaseraDocument1 pageNutella, Receta CaseraLenin FernándezNo ratings yet
- Le Estructura Interna de La UbreDocument35 pagesLe Estructura Interna de La UbreAlessio BoccoNo ratings yet
- Propuesta y Elevator Pitch Sobre Precio.Document9 pagesPropuesta y Elevator Pitch Sobre Precio.Jose Abraham CHACON HEREDIANo ratings yet
- Tratamiento de Aguas para El Uso de La Industria AlimentariaDocument15 pagesTratamiento de Aguas para El Uso de La Industria AlimentariaMiguel GómezNo ratings yet
- Origen de La MantequillaDocument109 pagesOrigen de La MantequillaMARIA EUGENIANo ratings yet
- Helado Probiótico BifidobacteriumDocument6 pagesHelado Probiótico BifidobacteriumhergofraNo ratings yet
- Preparaciones hiperprotéicas y hipercalóricasDocument2 pagesPreparaciones hiperprotéicas y hipercalóricasEdison Andres Muñoz RojasNo ratings yet
- Cocina Vegana - Quesos y TortillasDocument46 pagesCocina Vegana - Quesos y Tortillasmargaly100% (24)
- Actividad 17 Evidencia 1Document11 pagesActividad 17 Evidencia 1Esneider RomeroNo ratings yet
- Nek Zontli PDFDocument19 pagesNek Zontli PDFElias Martin EspinozaNo ratings yet
- Fichas Tecnicas Administracion de La OperacionDocument42 pagesFichas Tecnicas Administracion de La OperacionPaz ConstanzaNo ratings yet
- E-Book GUIA+PRÁCTICA DE LA TIROIDES V2020Document71 pagesE-Book GUIA+PRÁCTICA DE LA TIROIDES V2020Martin GanmarNo ratings yet
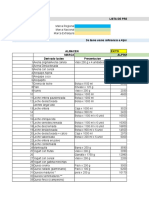
- Lista Precios LacteosDocument20 pagesLista Precios Lacteosdiana galarzaNo ratings yet
- Alimentación pospartoDocument2 pagesAlimentación pospartoFranVillalobosHurtadoNo ratings yet
- Produccion de CuyesDocument24 pagesProduccion de CuyesJoel Cepida VenturaNo ratings yet
- Utilización de Los Conservantes Químicos o Sustancias Naturales para La Conservación de La LecheDocument16 pagesUtilización de Los Conservantes Químicos o Sustancias Naturales para La Conservación de La LecheEINY ARGELNo ratings yet
- Tarea Academica - N° 1Document21 pagesTarea Academica - N° 1JimenaCorderoSotoNo ratings yet
- Determinacion de Densidad de La LecheDocument13 pagesDeterminacion de Densidad de La LecheTony S. Fuentes MeztasNo ratings yet
- Actividad A.Document3 pagesActividad A.Dayana MoralesNo ratings yet
- Numero Mas ProbableDocument14 pagesNumero Mas ProbableRudy FukudaNo ratings yet