You might also like
- Manual Ultrasonic Testing Procedure for 26Document12 pagesManual Ultrasonic Testing Procedure for 26Rohit Kumar Mishra100% (1)
- EX - 12.7MM - PLATE 01 PAUT Report TrainingDocument4 pagesEX - 12.7MM - PLATE 01 PAUT Report Trainingagung akbarNo ratings yet
- Radiographic Examination ProceduresDocument22 pagesRadiographic Examination ProceduresIwan F Simbolon100% (3)
- RT Procedure 10.09.16Document9 pagesRT Procedure 10.09.16mukeshsingh6No ratings yet
- Quality For WeldsDocument9 pagesQuality For WeldsArturs StangainisNo ratings yet
- Magnetic Particle Testing ProcedureDocument7 pagesMagnetic Particle Testing Procedurebhavin178No ratings yet
- Sa 450/sa 450MDocument13 pagesSa 450/sa 450MSaravana VelNo ratings yet
- Ultrasonic Testing ReportDocument28 pagesUltrasonic Testing Reporteldobie3No ratings yet
- BV organization for ASME services at AMAP ZoneDocument26 pagesBV organization for ASME services at AMAP ZoneBayu JatmikoNo ratings yet
- Techno NDT Services: Ultrasonic Flaw Detection ReportDocument1 pageTechno NDT Services: Ultrasonic Flaw Detection Reportram dreamsNo ratings yet
- Proc SopDocument90 pagesProc SopJohn Dolan100% (1)
- Procedure For Ferrit TestingDocument11 pagesProcedure For Ferrit TestingKarrar TalibNo ratings yet
- Cp16 Issue Renewal and Recertification of PCN Levels 1 & 2 CertificatesDocument19 pagesCp16 Issue Renewal and Recertification of PCN Levels 1 & 2 Certificatesndt_inspectorNo ratings yet
- WIKA Calibration Certificate for Process CalibratorDocument3 pagesWIKA Calibration Certificate for Process CalibratorBalaji BobadeNo ratings yet
- LPT Written ProcedureDocument8 pagesLPT Written ProcedureManikantaSumanthNo ratings yet
- Finished Goods Packing & Dispatch ProcedureDocument2 pagesFinished Goods Packing & Dispatch ProcedurePratik KarekarNo ratings yet
- ANDTS MT Procedure Yoke Calibration FormDocument1 pageANDTS MT Procedure Yoke Calibration Formreiazh100% (1)
- Ultrasonic Test Report: Before AfterDocument7 pagesUltrasonic Test Report: Before AfterMenad SalahNo ratings yet
- Obite TC & Ogbogu Cluster - Ultrasonic Examination Procedure For Steel StructureDocument22 pagesObite TC & Ogbogu Cluster - Ultrasonic Examination Procedure For Steel StructureeetuaNo ratings yet
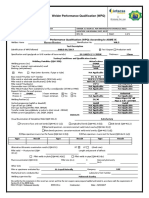
- Welder Performance Qualification (WPQ) According To ASME IX Hassan HussienDocument1 pageWelder Performance Qualification (WPQ) According To ASME IX Hassan HussienMahmoud shawkyNo ratings yet
- Checking Calibration of Ut Machines, Probes and Dac'sDocument6 pagesChecking Calibration of Ut Machines, Probes and Dac'sRakesh Ranjan100% (1)
- Request for Welding Procedure ApprovalDocument10 pagesRequest for Welding Procedure ApprovalAlam MD SazidNo ratings yet
- PTDocument7 pagesPTMohdHuzairiRusliNo ratings yet
- MT Procedure Rkl-Pro-08-ThocDocument26 pagesMT Procedure Rkl-Pro-08-ThocEmmad JriNo ratings yet
- Long Seam Inspection ProcedureDocument4 pagesLong Seam Inspection ProcedureDeepak100% (1)
- Ultrasonic Test Procedure: Rev. Date Prepared by Reviewed ApprovedDocument8 pagesUltrasonic Test Procedure: Rev. Date Prepared by Reviewed Approvedkevin desaiNo ratings yet
- Sicc Ac CP 01 Snttc1aDocument15 pagesSicc Ac CP 01 Snttc1aEnrique Campos CannavaroNo ratings yet
- Procedure for Radiographic Testing of Welded Steel JointsDocument30 pagesProcedure for Radiographic Testing of Welded Steel JointsG_ARVALIS8470No ratings yet
- 10 Procedure For PWHT PDFDocument5 pages10 Procedure For PWHT PDFeghashangzadeh100% (1)
- Manual Ultrasonic Thickness Testing ProcedureDocument8 pagesManual Ultrasonic Thickness Testing ProcedureAmit shahNo ratings yet
- Fm-Ti-050 - Rev.0 Inspection Report Ultrasonic Examination - Eff.170107Document1 pageFm-Ti-050 - Rev.0 Inspection Report Ultrasonic Examination - Eff.170107Jindarat KasemsooksakulNo ratings yet
- API 6A RadiographyDocument4 pagesAPI 6A RadiographyminakshissawantNo ratings yet
- Table 5: Requirements For Drill Pipe Inspection ReportingDocument1 pageTable 5: Requirements For Drill Pipe Inspection ReportingJosue FishNo ratings yet
- As 1816.1-2007 Metallic Materials - Brinell Hardness Test Test Method (ISO 6506-1-2005 MOD)Document3 pagesAs 1816.1-2007 Metallic Materials - Brinell Hardness Test Test Method (ISO 6506-1-2005 MOD)SAI Global - APACNo ratings yet
- MPI Cal Cert-002 SampleDocument1 pageMPI Cal Cert-002 SampleJohn OLiverNo ratings yet
- General Welding Procedure - Rev0Document27 pagesGeneral Welding Procedure - Rev0Jayan VKNo ratings yet
- PROJECT STANDARDS and SPECIFICATIONS Welding Qualification Test Procedure Rev01webDocument5 pagesPROJECT STANDARDS and SPECIFICATIONS Welding Qualification Test Procedure Rev01webhiyeonNo ratings yet
- Ea 4 15 G Rev01 May 2015 Rev PDFDocument24 pagesEa 4 15 G Rev01 May 2015 Rev PDFandrej_voloscuk13100% (1)
- 4#600 Body RSSDocument1 page4#600 Body RSSRavi patelNo ratings yet
- Dye Penetrant Inspection ProcedureDocument13 pagesDye Penetrant Inspection ProcedureHafidzManaf100% (1)
- Examination Procedures For Ultrasonic Thickness MeasurementDocument13 pagesExamination Procedures For Ultrasonic Thickness MeasurementOsilonya HenryNo ratings yet
- Application DIN 2303Document8 pagesApplication DIN 2303Marcelle Poll100% (1)
- Test Certificate 01Document1 pageTest Certificate 01Anoop RaghuNo ratings yet
- 757 Nondestructive Test Manual: BoeingDocument2 pages757 Nondestructive Test Manual: BoeingStephen Rincon GonzalezNo ratings yet
- GRP - PM.QA.02A - Prosedur Magnetic Test (AWS) - Rev.01Document14 pagesGRP - PM.QA.02A - Prosedur Magnetic Test (AWS) - Rev.01Riyan to100% (1)
- Iso 9712Document19 pagesIso 9712Daniel100% (1)
- ISO Specifications for Non-Destructive TestingDocument4 pagesISO Specifications for Non-Destructive Testingskynyrd75No ratings yet
- 17-05 Dimensional ControlDocument1 page17-05 Dimensional ControlRyan GillespieNo ratings yet
- ThyssenDocument0 pagesThyssenAbbas RizviNo ratings yet
- Dial Gauge Calibration ProcedureDocument6 pagesDial Gauge Calibration ProcedurearabcalNo ratings yet
- Ultrasonic Weld Examination ProcedureDocument16 pagesUltrasonic Weld Examination ProcedureramalingamNo ratings yet
- 8384-2602-SQ-0720 B1 Spec Welding and NDTDocument100 pages8384-2602-SQ-0720 B1 Spec Welding and NDTHướng PhạmNo ratings yet
- E125-97 MT Ref PhotosDocument2 pagesE125-97 MT Ref PhotosveluNo ratings yet
- Ut Format Report For Ut Libra (Naidu)Document4 pagesUt Format Report For Ut Libra (Naidu)vsnaiduqcNo ratings yet
- Report 1 Paut Sts 409Document12 pagesReport 1 Paut Sts 409DEBJYOTI SENGUPTA100% (2)
- SOP UT ThicknessDocument12 pagesSOP UT ThicknessPT PUTRA SETIAWAN PRIMANo ratings yet
- Nde Uesl Ult NDT 0002Document24 pagesNde Uesl Ult NDT 0002George OgbecheNo ratings yet
- Phased Array Ut Procedure For Welds: Industrial Engineering ServicesDocument14 pagesPhased Array Ut Procedure For Welds: Industrial Engineering ServicesAmit Hasan100% (2)
- Ultrasonic ProcedureDocument12 pagesUltrasonic ProceduremnmsingamNo ratings yet
- TECOALLIDocument1 pageTECOALLIEdson AragaNo ratings yet
- PARAMETROSDocument2 pagesPARAMETROSEdson AragaNo ratings yet
- ASTM DS67D-16 Ed 5Document864 pagesASTM DS67D-16 Ed 5Waldo Arellano100% (3)
- ASNT Handbook Volume 2 Liquid Penetrant TestingDocument498 pagesASNT Handbook Volume 2 Liquid Penetrant TestingJosé Juan Jiménez Alejandro94% (32)
- 2 PDFDocument51 pages2 PDFSalah JallaliNo ratings yet
- Asme Sec V B Se 165 Examen Con Liquidos Penetrantes PDFDocument25 pagesAsme Sec V B Se 165 Examen Con Liquidos Penetrantes PDFA.A100% (1)
- Apendice O PDFDocument3 pagesApendice O PDFEdson AragaNo ratings yet
- Reporte Element T 47Document3 pagesReporte Element T 47Edson AragaNo ratings yet
- NTN Bearing Bpfo&BpfiDocument61 pagesNTN Bearing Bpfo&BpfishantanusamajdarNo ratings yet
- Tension TestDocument17 pagesTension TestEdson AragaNo ratings yet
- Universidad Tecnológica de Altamira: Organismo Público Descentralizado de La Administración Pública EstatalDocument1 pageUniversidad Tecnológica de Altamira: Organismo Público Descentralizado de La Administración Pública EstatalEdson AragaNo ratings yet
- Information Handling Services Nov 16 2001Document11 pagesInformation Handling Services Nov 16 2001Edson AragaNo ratings yet
- Catalogo AWS 2003catDocument40 pagesCatalogo AWS 2003catEdson AragaNo ratings yet
- Ultrasonic Test Inspection Free NDT Sample ProcedureDocument9 pagesUltrasonic Test Inspection Free NDT Sample ProcedureEdson Araga100% (1)
- Diference:: Diesel Cycle Vrs. Otto CycleDocument5 pagesDiference:: Diesel Cycle Vrs. Otto CycleEdson AragaNo ratings yet
- Aluminum Silicon Casting AlloysDocument126 pagesAluminum Silicon Casting AlloysEdson Araga67% (3)
- 21st Bomber Command Tactical Mission Report 146, OcrDocument54 pages21st Bomber Command Tactical Mission Report 146, OcrJapanAirRaidsNo ratings yet
- Amptec Issue 7Document8 pagesAmptec Issue 7Linda Turner-BoothNo ratings yet
- Learning Resource Management Made SimpleDocument12 pagesLearning Resource Management Made SimpleJosenia ConstantinoNo ratings yet
- Active Directory Command Line OneDocument9 pagesActive Directory Command Line OneSreenivasan NagappanNo ratings yet
- F1FR80 Series Quick-Response SprinklersDocument6 pagesF1FR80 Series Quick-Response SprinklersAtila AmayaNo ratings yet
- Electronic Ticket Receipt, November 03 For MR ARAYA GEBRESLASSIE BERHEDocument2 pagesElectronic Ticket Receipt, November 03 For MR ARAYA GEBRESLASSIE BERHEMengstu Gebreslassie50% (2)
- Artificial Lotus Leaf by NanocastingDocument4 pagesArtificial Lotus Leaf by Nanocastinganon_527700070No ratings yet
- Wa0001Document8 pagesWa0001varshasharma05No ratings yet
- E12817 GT AC5300 Manual EnglishDocument152 pagesE12817 GT AC5300 Manual Englishlegato1984No ratings yet
- Template Icme 13 PosterDocument1 pageTemplate Icme 13 PosterZulma Xiomara Rueda GarciaNo ratings yet
- Battery Testing and MaintenanceDocument23 pagesBattery Testing and MaintenanceMormor Omerta0% (1)
- Design Rules CMOS Transistor LayoutDocument7 pagesDesign Rules CMOS Transistor LayoututpalwxyzNo ratings yet
- Designing The Marketing Channels 13Document13 pagesDesigning The Marketing Channels 13Gajender SinghNo ratings yet
- MyPower S3220&S3320-INSTALLATIONDocument83 pagesMyPower S3220&S3320-INSTALLATIONJorge GonzalesNo ratings yet
- Fundamentals 2014Document959 pagesFundamentals 2014Angelo Vittorio VettorazziNo ratings yet
- CV Summary for IT Position Seeking Recent GraduateDocument5 pagesCV Summary for IT Position Seeking Recent Graduateeang barangNo ratings yet
- GPT 1-15 LineBackerDocument4 pagesGPT 1-15 LineBackerazadeazNo ratings yet
- CNC Meldas 60-60sDocument300 pagesCNC Meldas 60-60schidambaram kasiNo ratings yet
- Total Drill Cost CalculatorDocument3 pagesTotal Drill Cost CalculatorRenéAlvarezPolo100% (2)
- Paint Color Comparison ChartDocument132 pagesPaint Color Comparison ChartCarlos Rubiños AlonsoNo ratings yet
- Current Developments in Lens DesignDocument12 pagesCurrent Developments in Lens DesignMahabub HossainNo ratings yet
- Ranking 4Document34 pagesRanking 4Deepti BhatiaNo ratings yet
- Smart Lighting Market Analysis and Forecast 2025 by Global Marketing InsightsDocument5 pagesSmart Lighting Market Analysis and Forecast 2025 by Global Marketing InsightsEko Hadi Susanto100% (1)
- The Future of Smart Cities and RegionsDocument20 pagesThe Future of Smart Cities and RegionsChristianNo ratings yet
- LR Phono PreampsDocument44 pagesLR Phono PreampsMartin FernandezNo ratings yet
- Design of A 120 In.-Diameter Steel Bifurcation With A Small Acute Angle For A High-Pressure PenstockDocument10 pagesDesign of A 120 In.-Diameter Steel Bifurcation With A Small Acute Angle For A High-Pressure PenstockStalynMEcNo ratings yet
- Ref Paper 2Document4 pagesRef Paper 2Subhanjali MyneniNo ratings yet
- Phase Locked LoopDocument4 pagesPhase Locked LoopsagarduttaNo ratings yet
- HoltacDocument8 pagesHoltacdargil66No ratings yet
- Grant Park Platform Bedroom Set Furniture RowDocument1 pageGrant Park Platform Bedroom Set Furniture Rowjyzjz6sr65No ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Electrical Principles and Technology for EngineeringFrom EverandElectrical Principles and Technology for EngineeringRating: 4 out of 5 stars4/5 (4)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerFrom EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerRating: 5 out of 5 stars5/5 (1)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)