You might also like
- BambúDocument8 pagesBambúflerziNo ratings yet
- Especificaciones Tècnicas para CorrugadosDocument14 pagesEspecificaciones Tècnicas para CorrugadosCarlos A. Osorio M.No ratings yet
- Lin Gru Elemento Linea Descripcion CantidadDocument67 pagesLin Gru Elemento Linea Descripcion CantidadGuillermo Florez100% (1)
- Los Tableros Alistonados PDFDocument6 pagesLos Tableros Alistonados PDFangelitomhtNo ratings yet
- ADHESIVOSDocument17 pagesADHESIVOSKatHe MartinezNo ratings yet
- Resina MaderaDocument5 pagesResina MaderaPetterNo ratings yet
- Madera y Materiales TextilesDocument2 pagesMadera y Materiales TextilesIsabella TriviñoNo ratings yet
- Liquido Limpiaparabrisas AntiempananteDocument1 pageLiquido Limpiaparabrisas Antiempanantethor7527No ratings yet
- Producción de ladrillos ecológicos a partir de plástico PET para contribuir con el medio ambiente en Cajamarca, 2018Document16 pagesProducción de ladrillos ecológicos a partir de plástico PET para contribuir con el medio ambiente en Cajamarca, 2018Jose Marin AguilarNo ratings yet
- Pintura Lavable Ficha TecnicaDocument4 pagesPintura Lavable Ficha Tecnicaeduardo ospinaNo ratings yet
- Madera Plástica para La Edificación SustentableDocument17 pagesMadera Plástica para La Edificación SustentableAuge21: Revista Científica Multidisciplinaria100% (2)
- Elaboración y Uso de Productos Defensivos y Mezclas de Nutrientes Foliares de Bajo CostoDocument19 pagesElaboración y Uso de Productos Defensivos y Mezclas de Nutrientes Foliares de Bajo CostosaornilNo ratings yet
- Conserva de PiñaDocument12 pagesConserva de PiñaGabyJavierNo ratings yet
- Envase InnovadorDocument17 pagesEnvase InnovadorBrenda Moreno Ramirez100% (1)
- Tintes para MaderaDocument149 pagesTintes para MaderaEemedellinNo ratings yet
- Polyepox Primer Recubrimiento PDFDocument4 pagesPolyepox Primer Recubrimiento PDFEderNo ratings yet
- Acabados para MaderasDocument43 pagesAcabados para MaderasJosue GutierrezNo ratings yet
- Tesis Montaje de ExtrusoraDocument120 pagesTesis Montaje de ExtrusoraGabrielEnriqueLopez100% (1)
- Biopolímero a partir de almidón de maízDocument52 pagesBiopolímero a partir de almidón de maízLupita G. Sampieri100% (1)
- Manual de Curvado de Madera y MDFDocument87 pagesManual de Curvado de Madera y MDFjuanNo ratings yet
- Barniz para MaderaDocument15 pagesBarniz para MaderaYESSER HARVEY BETANCOURT LASTRANo ratings yet
- Pinturas y LacasDocument9 pagesPinturas y LacasFreddy Alfaro FloresNo ratings yet
- NITROCELULOSA-Manual Tecnico de Aplicacion-Parte2Document32 pagesNITROCELULOSA-Manual Tecnico de Aplicacion-Parte2Mark Baker0% (1)
- Evaluacion Unidad I (SOLUCION)Document2 pagesEvaluacion Unidad I (SOLUCION)BooOHNo ratings yet
- Historia de los adhesivosDocument21 pagesHistoria de los adhesivosSimon ReciclanteNo ratings yet
- MADERA PLASTICA - Ponencia J.enrique Cruz Benedetti - Pps (Modo de AdDocument43 pagesMADERA PLASTICA - Ponencia J.enrique Cruz Benedetti - Pps (Modo de AdDavid Alejandro Mendez TovarNo ratings yet
- Efectos de La Adición de Jabón en El AdobeDocument2 pagesEfectos de La Adición de Jabón en El Adobetopo1992No ratings yet
- Fabricar o Reparar Piezas en Fibra de VidrioDocument6 pagesFabricar o Reparar Piezas en Fibra de Vidriojuan23039292No ratings yet
- Latas de AlumnioDocument12 pagesLatas de AlumnioAntonellaNo ratings yet
- Elimina polilla mueblesDocument18 pagesElimina polilla mueblesClaudia P HerreraNo ratings yet
- BRB Sempure 60 - HSDSDocument6 pagesBRB Sempure 60 - HSDSZaray GalindoNo ratings yet
- Tecnología de La Madera MADERADocument99 pagesTecnología de La Madera MADERACarlos FloresNo ratings yet
- Bioplastico OrganicaDocument7 pagesBioplastico OrganicaHenrry CondoriNo ratings yet
- Destapa CañeríasDocument2 pagesDestapa CañeríasAndres SosaNo ratings yet
- Cenizas Vegetales - Eco Agricultura Eco AgriculturaDocument4 pagesCenizas Vegetales - Eco Agricultura Eco AgriculturaFernando2018No ratings yet
- Formulación de esmaltes alquídicos a partir de aceites vegetales y usadosDocument42 pagesFormulación de esmaltes alquídicos a partir de aceites vegetales y usadosDavid Hinostroza Ibarra100% (1)
- Porcelanato LiquidoDocument5 pagesPorcelanato LiquidovalentinNo ratings yet
- Ácido Tánico para Proteger El HierroDocument4 pagesÁcido Tánico para Proteger El HierroAca Au Atalán100% (1)
- Elaboración y evaluación de un adhesivo a partir del almidón de yucaDocument82 pagesElaboración y evaluación de un adhesivo a partir del almidón de yucaFranck Frederick Dominguez RamirezNo ratings yet
- Acabados para Madera Agosto 2008Document37 pagesAcabados para Madera Agosto 2008José Alvaro Herrera RamosNo ratings yet
- Bicicleta BambuDocument27 pagesBicicleta Bamburcarlos_810803No ratings yet
- La Madera Termotratada, Usos y AplicacionesDocument9 pagesLa Madera Termotratada, Usos y AplicacionesFernando Reyes CerdaNo ratings yet
- Química TécnicaDocument23 pagesQuímica TécnicaLizzy GabyNo ratings yet
- Pulpa Frutas Congeladas Top 5Document20 pagesPulpa Frutas Congeladas Top 5Andres Miguel0% (1)
- Presentacion BTCDocument56 pagesPresentacion BTCRafael Lopez NogueroNo ratings yet
- Ficha Tecnica F1 4000 Esp 10031Document5 pagesFicha Tecnica F1 4000 Esp 10031rolandoNo ratings yet
- Impermeabilzante Natural A BaseDocument3 pagesImpermeabilzante Natural A BasegabrielaNo ratings yet
- 3 Plastisoles y AditivosDocument32 pages3 Plastisoles y AditivosAlejandro LoyolaNo ratings yet
- Poder calorífico de briquetas con residuosDocument85 pagesPoder calorífico de briquetas con residuosMariana Rios RochaNo ratings yet
- CATÁLOGOs HEMOLADocument9 pagesCATÁLOGOs HEMOLArafael100% (1)
- Resina VirgenDocument2 pagesResina VirgenAntonioLinkEzeroNo ratings yet
- Moldes Flexibles PDFDocument54 pagesMoldes Flexibles PDFAsocDeFisicoconstructivismoOaxacaFitness100% (1)
- Epoxico para ConcretoDocument17 pagesEpoxico para ConcretoLuis David Díaz MontenegroNo ratings yet
- Cómo Mejorar Las Propiedades de Los PlásticosDocument4 pagesCómo Mejorar Las Propiedades de Los PlásticosCarlos Jonathan RomeroNo ratings yet
- Envases hidrosolubles: ventajas y aplicacionesDocument5 pagesEnvases hidrosolubles: ventajas y aplicacionesOscar VasquezNo ratings yet
- Teoría Del PlásticoDocument7 pagesTeoría Del PlásticoLuis Angel Garces SuarezNo ratings yet
- Ensayo MCDocument3 pagesEnsayo MCJulio Garcia VarasNo ratings yet
- Estado de Arte de La Madera PlásticaDocument10 pagesEstado de Arte de La Madera PlásticayonnierNo ratings yet
- Presentación, Artículo.Document29 pagesPresentación, Artículo.Moreno Martínez XimenaNo ratings yet
- Evaluación Del Uso de PET Reciclado Como Componente de Mezclas Poliméricas para Producción de Perfiles PlásticosDocument4 pagesEvaluación Del Uso de PET Reciclado Como Componente de Mezclas Poliméricas para Producción de Perfiles PlásticosDiego Omar CZNo ratings yet
- 100000I12N AnalisisDeCircuitosEnCorrienteContinuaDocument5 pages100000I12N AnalisisDeCircuitosEnCorrienteContinuaBrayan ysmaelNo ratings yet
- Diagrama Polar de Una Función de TrasferenciaDocument4 pagesDiagrama Polar de Una Función de TrasferenciaBrayan ysmaelNo ratings yet
- Webinar Tia v16 DocumentacionDocument67 pagesWebinar Tia v16 Documentacionpepe100% (1)
- DPA - GU083 Guía Del Estudiante Lima Sur Pregrado Marzo 2021 - FinalDocument8 pagesDPA - GU083 Guía Del Estudiante Lima Sur Pregrado Marzo 2021 - FinalBrayan ysmaelNo ratings yet
- Momento de Inercia Estatica-1Document5 pagesMomento de Inercia Estatica-1Brayan ysmaelNo ratings yet
- Momento de Inercia Estatica-1Document5 pagesMomento de Inercia Estatica-1Brayan ysmaelNo ratings yet
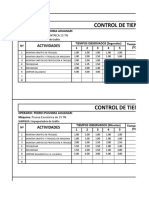
- Control de TiemposDocument21 pagesControl de TiemposEduardo Aleman ReynaNo ratings yet
- Tarea SciblabDocument2 pagesTarea SciblabBrayan ysmaelNo ratings yet
- Catalogo Aceros 400Document6 pagesCatalogo Aceros 400Brayan ysmaelNo ratings yet
- 100000I12N AnalisisDeCircuitosEnCorrienteContinuaDocument5 pages100000I12N AnalisisDeCircuitosEnCorrienteContinuaBrayan ysmaelNo ratings yet
- Manual Autocad Nivel 2 Version 2016 18092016 - DRAFT PDFDocument113 pagesManual Autocad Nivel 2 Version 2016 18092016 - DRAFT PDFBrayan ysmaelNo ratings yet
- FundamentosDocument298 pagesFundamentosBrayan ysmaelNo ratings yet
- Electronica Analogica - Parte IDocument196 pagesElectronica Analogica - Parte IDonaldJosueAquinoCajchaya100% (2)
- Sesión 13Document10 pagesSesión 13Brayan ysmaelNo ratings yet
- REDUCION 2-Layout1Document1 pageREDUCION 2-Layout1Brayan ysmaelNo ratings yet
- Madera Plastic A Eco Logic ADocument18 pagesMadera Plastic A Eco Logic AJuan Fernando Garcia PandoNo ratings yet
- Madera PlasticaDocument1 pageMadera PlasticaBrayan ysmaelNo ratings yet
- Elaboración de planchas celu-plásticas a través del reciclaje de celulosa y PETDocument8 pagesElaboración de planchas celu-plásticas a través del reciclaje de celulosa y PETJuanNo ratings yet
- Electronica Analogica - Parte IDocument196 pagesElectronica Analogica - Parte IDonaldJosueAquinoCajchaya100% (2)
- Sem 07 Ses 01 DiapositivaDocument16 pagesSem 07 Ses 01 DiapositivaBrayan ysmaelNo ratings yet
- Campo eléctrico y cálculo de fuerzas sobre cargasDocument3 pagesCampo eléctrico y cálculo de fuerzas sobre cargasjuan gonzalezNo ratings yet
- 6A N04I El Informe de Recomendación 2018-2Document10 pages6A N04I El Informe de Recomendación 2018-2Brayan ysmaelNo ratings yet
- Tornilleria MderaDocument22 pagesTornilleria MderasoxjfNo ratings yet
- MaderaDocument1 pageMaderaDilan ValdiviaNo ratings yet
- Lista de HerramientasDocument2 pagesLista de HerramientasyulyNo ratings yet
- Bitacora de ConstruccionDocument254 pagesBitacora de ConstruccionJosé MoralesNo ratings yet
- Caudal de Compresores .Document5 pagesCaudal de Compresores .D Urbina LeonNo ratings yet
- Muebles de Jardín: Tipos, Materiales y Lugares de CompraDocument11 pagesMuebles de Jardín: Tipos, Materiales y Lugares de CompraEnri RountreeNo ratings yet
- Materiales PrefabricadosDocument17 pagesMateriales PrefabricadosRoserAlcarrazPalominoNo ratings yet
- Ante Proyecto IntegradorDocument10 pagesAnte Proyecto IntegradorDavid PalaciosNo ratings yet
- TP MoldeoDocument15 pagesTP MoldeoMarco Mussin VigoNo ratings yet
- La Estructura Económica Del Sector Forestal en España (2000-2020)Document15 pagesLa Estructura Económica Del Sector Forestal en España (2000-2020)Rodrigo Tejedor SotoNo ratings yet
- TINTA ALCOHOL CT - 013511Document2 pagesTINTA ALCOHOL CT - 013511Rodrigo Sánchez BautistaNo ratings yet
- Madera JuanCarlosMartinezFelicianoDocument12 pagesMadera JuanCarlosMartinezFelicianoCarlos HmNo ratings yet
- Técnica Alternativa de BarricasDocument6 pagesTécnica Alternativa de BarricasFrancisco Javier IcuzaNo ratings yet
- CelosiasDocument9 pagesCelosiasJose Antonio Arauzo ZevallosNo ratings yet
- Vias Ferreas DurmientesDocument17 pagesVias Ferreas DurmientesRoger Israel Rodriguez MartinezNo ratings yet
- Presentacion SostenimientoDocument164 pagesPresentacion SostenimientoGUSTAVO SIERRA ALBARRACINNo ratings yet
- Pisos en MaderaDocument7 pagesPisos en MaderaSebastian TabaresNo ratings yet
- Conozcamos Nuestras Herramientas EptDocument6 pagesConozcamos Nuestras Herramientas Eptjose eduardo vasquez vargasNo ratings yet
- Técnicas de encuadernación y restauración de librosDocument23 pagesTécnicas de encuadernación y restauración de librosLauri RodriguezNo ratings yet
- CIMALDocument10 pagesCIMALbrendaNo ratings yet
- Ejercicio Final Control HAASDocument19 pagesEjercicio Final Control HAASLubrication´s RoomNo ratings yet
- Tarea 2 Grupo 13Document57 pagesTarea 2 Grupo 13Richard Alexander BlancoNo ratings yet
- Fibras forestalesDocument3 pagesFibras forestalesBetzaa HPNo ratings yet
- Final PC4Document7 pagesFinal PC4Kennet Edyson Mamani ZeaNo ratings yet
- Calculo Parametros LangmuirDocument90 pagesCalculo Parametros LangmuirRafa RLNo ratings yet
- Original - Informe N°19 - Requerimiento de Puertas - VentanasDocument22 pagesOriginal - Informe N°19 - Requerimiento de Puertas - VentanasedgardoNo ratings yet
- NCh1156 3 1999 PDFDocument25 pagesNCh1156 3 1999 PDFFelipePobleteMárquezNo ratings yet
- Solucion Caso Practico 1Document4 pagesSolucion Caso Practico 1ignacioNo ratings yet
- Hoja de Metrados ArquitecturaDocument44 pagesHoja de Metrados ArquitecturamarielaNo ratings yet