You might also like
- AN1907Document21 pagesAN1907mastelecentroNo ratings yet
- AN1908Document19 pagesAN1908docogNo ratings yet
- Magnetron Sputter Spotlight GroundingDocument18 pagesMagnetron Sputter Spotlight GroundingKaveh EbadiNo ratings yet
- JKR GuidelinesDocument22 pagesJKR Guidelinessulphurdioxide100% (2)
- Ap02014 R1 SolderingDocument7 pagesAp02014 R1 SolderingBernz Apura FernandezNo ratings yet
- Berkeley Eecs ThesisDocument7 pagesBerkeley Eecs Thesisbk32hdq7100% (2)
- RF PCB Design Guidelines You Must KnowDocument13 pagesRF PCB Design Guidelines You Must KnowjackNo ratings yet
- PCB Design Presentation: Jakia AfruzDocument33 pagesPCB Design Presentation: Jakia AfruzParth MangukiyaNo ratings yet
- How To Create A Planar Transformer PCB DesignDocument20 pagesHow To Create A Planar Transformer PCB DesignjackNo ratings yet
- Voltgage Prof Odf Eelecterolyric CapaivueortsDocument6 pagesVoltgage Prof Odf Eelecterolyric CapaivueortsbhaskaaNo ratings yet
- Differentiating Between Conductive Vs Non-Conductive Via Fill PCBDocument15 pagesDifferentiating Between Conductive Vs Non-Conductive Via Fill PCBjackNo ratings yet
- Design Tips of Power Frequency Converter PCBDocument14 pagesDesign Tips of Power Frequency Converter PCBjackNo ratings yet
- Solid State Reference Electrode & Industrial Best Practices: Meccoct18-XxxxDocument8 pagesSolid State Reference Electrode & Industrial Best Practices: Meccoct18-XxxxMalik Ansar HayatNo ratings yet
- PCB Design and Manufacturing GuideDocument77 pagesPCB Design and Manufacturing GuideshrimanNo ratings yet
- All You Need To Know About PCB HeaderDocument10 pagesAll You Need To Know About PCB HeaderjackNo ratings yet
- PCB Assembly Considerations When Designing For The Aerospace IndustryDocument9 pagesPCB Assembly Considerations When Designing For The Aerospace IndustryMentholNo ratings yet
- Surface Mounted TriacsDocument15 pagesSurface Mounted TriacsElinton PassiniNo ratings yet
- Micrel PCB Design ConsiderationsDocument0 pagesMicrel PCB Design Considerationstomscribd18No ratings yet
- EP-MS-P4-S3-075 - 11kV Heat Shrinkable Cable Terminations - KM Material..Document14 pagesEP-MS-P4-S3-075 - 11kV Heat Shrinkable Cable Terminations - KM Material..dimaomarNo ratings yet
- En - How Planar Magnetics Improve Performance in Power ElectronicsDocument20 pagesEn - How Planar Magnetics Improve Performance in Power ElectronicsMuhammad Qasim RaufNo ratings yet
- PCB Design Guidelines for High-Rel Power Electronics _ NWES BlogDocument5 pagesPCB Design Guidelines for High-Rel Power Electronics _ NWES BlogvivianNo ratings yet
- Plasma Thermal Gun: Theory of OperationDocument9 pagesPlasma Thermal Gun: Theory of OperationBirdy MadNo ratings yet
- Guidelines For RF PCB Design and Microwave Materials OptionsDocument15 pagesGuidelines For RF PCB Design and Microwave Materials OptionsjackNo ratings yet
- Techniques and Technologies For High Frequency InterconnectionsDocument2 pagesTechniques and Technologies For High Frequency Interconnectionsarunkr1No ratings yet
- Dry Type Transformer Spec in Word FormatDocument25 pagesDry Type Transformer Spec in Word Formatarulraj1971No ratings yet
- 805400r0 PDFDocument7 pages805400r0 PDFChristian CedolinNo ratings yet
- What Is A PCB Screw TerminalFunctions, Types and Install MethodsDocument16 pagesWhat Is A PCB Screw TerminalFunctions, Types and Install MethodsjackNo ratings yet
- BMRX ManualDocument10 pagesBMRX ManualIbarra Diego ONo ratings yet
- Oil-Filled Terminals Maintain Safety for High Voltage Underground CablesDocument8 pagesOil-Filled Terminals Maintain Safety for High Voltage Underground CablesGabriel SantiagoNo ratings yet
- Technical Article: Ten Tips For Designing Small and Efficient AC/DC Switching Power SuppliesDocument4 pagesTechnical Article: Ten Tips For Designing Small and Efficient AC/DC Switching Power Suppliesatul vijayvergiyaNo ratings yet
- What Is PCB Water Temperature A Closer LookDocument11 pagesWhat Is PCB Water Temperature A Closer LookjackNo ratings yet
- An3273 PDFDocument2 pagesAn3273 PDFHabib Ur RehmanNo ratings yet
- What Is A Press-Fit Hole PCBDocument11 pagesWhat Is A Press-Fit Hole PCBjackNo ratings yet
- Nerator Termination Bus-Bar Arrangement - Design RequirementsDocument8 pagesNerator Termination Bus-Bar Arrangement - Design RequirementsharshNo ratings yet
- Through Hole Component Soldering With The EC-reflow MateDocument10 pagesThrough Hole Component Soldering With The EC-reflow MatejackNo ratings yet
- How To Design High Speed PCB?Document7 pagesHow To Design High Speed PCB?MOKONo ratings yet
- A Simulation of The Galvanic Copper Deposition in PCB ManufacturingDocument11 pagesA Simulation of The Galvanic Copper Deposition in PCB ManufacturingjackNo ratings yet
- 2012fpcap Catalog AllDocument60 pages2012fpcap Catalog AllRSTNo ratings yet
- PCB PDN Prelayout Library For Top-Layer Inductance and The Equivalent Model For Decoupling CapacitorsDocument9 pagesPCB PDN Prelayout Library For Top-Layer Inductance and The Equivalent Model For Decoupling Capacitors정현우No ratings yet
- App Note7 Battery Pack ManufactureDocument4 pagesApp Note7 Battery Pack ManufactureabccleNo ratings yet
- Fiber Optic Polishing HandbookDocument12 pagesFiber Optic Polishing HandbookWey TongNo ratings yet
- Surface Mount Instructions For QFN / DFN and LGA Laminate PackagesDocument20 pagesSurface Mount Instructions For QFN / DFN and LGA Laminate PackagesYumnaNo ratings yet
- Infineon-CoolGaN High Voltage Power Transistors For PCB Layout Optimization-ApplicationNotes-V01 00-EnDocument25 pagesInfineon-CoolGaN High Voltage Power Transistors For PCB Layout Optimization-ApplicationNotes-V01 00-EnphamNo ratings yet
- What Is The Inner Layer of A PCBDocument10 pagesWhat Is The Inner Layer of A PCBjackNo ratings yet
- RMC Technical Material Specification SummaryDocument27 pagesRMC Technical Material Specification Summarysat palNo ratings yet
- Chapter-1 Wireless Communication - Laser CommunicationDocument56 pagesChapter-1 Wireless Communication - Laser Communicationyash_dk20083706No ratings yet
- Erection Procedures of Earthing Arrangements TNC TNS TNCS and TTDocument7 pagesErection Procedures of Earthing Arrangements TNC TNS TNCS and TTPierre Enrique Carrasco Fuentes0% (1)
- Choosing The Right Power MOSFET Package: DirectFET Removes All LimitationsDocument6 pagesChoosing The Right Power MOSFET Package: DirectFET Removes All LimitationsabcdNo ratings yet
- What Are Through Holes On A PCBDocument15 pagesWhat Are Through Holes On A PCBjackNo ratings yet
- How To Design A 2 Layer Flexible PCBDocument11 pagesHow To Design A 2 Layer Flexible PCBjackNo ratings yet
- What Is Wire BondingDocument27 pagesWhat Is Wire BondingjackNo ratings yet
- Practical Guide To High Speed PCB Layout by by John ArdizzoniDocument6 pagesPractical Guide To High Speed PCB Layout by by John ArdizzoniblekstenaNo ratings yet
- Explaining Via-Filling Plating in PCB Manufacturing ProcessDocument8 pagesExplaining Via-Filling Plating in PCB Manufacturing ProcessjackNo ratings yet
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Power Supply Projects: A Collection of Innovative and Practical Design ProjectsFrom EverandPower Supply Projects: A Collection of Innovative and Practical Design ProjectsRating: 3 out of 5 stars3/5 (2)
- On-Chip Electro-Static Discharge (ESD) Protection for Radio-Frequency Integrated CircuitsFrom EverandOn-Chip Electro-Static Discharge (ESD) Protection for Radio-Frequency Integrated CircuitsNo ratings yet
- 5968 2320eDocument36 pages5968 2320eZaheer Ahmed TanoliNo ratings yet
- Get TRDocDocument141 pagesGet TRDocG S SRIKANTHNo ratings yet
- Ad 0819141Document268 pagesAd 0819141G S SRIKANTHNo ratings yet
- First WCDMA Measurement Functions: Main Parameters of A WCDMA Mobile PhoneDocument3 pagesFirst WCDMA Measurement Functions: Main Parameters of A WCDMA Mobile PhoneG S SRIKANTHNo ratings yet
- AliberlangaDocument10 pagesAliberlangaSuryakant BharatiNo ratings yet
- Phase Noise BasicsDocument14 pagesPhase Noise Basicskhanafzaal2576No ratings yet
- Simulation of A Dual-Mode EDGE /W-CDMA Receiver With Digital IF Down ConversionDocument35 pagesSimulation of A Dual-Mode EDGE /W-CDMA Receiver With Digital IF Down ConversionG S SRIKANTHNo ratings yet
- Ovsf 11 PDFDocument16 pagesOvsf 11 PDFArshad MasihNo ratings yet
- Application of Microwave Gaas Fets: California Eastern LaboratoriesDocument27 pagesApplication of Microwave Gaas Fets: California Eastern LaboratoriesG S SRIKANTHNo ratings yet
- Noise Fundamentals: An Overview of Key Noise TerminologyDocument30 pagesNoise Fundamentals: An Overview of Key Noise TerminologyG S SRIKANTHNo ratings yet
- Loop Filter OptimizationDocument30 pagesLoop Filter OptimizationIris ShtraslerNo ratings yet
- RF Receiver BasicsDocument46 pagesRF Receiver Basicsbayman66No ratings yet
- Carlin1979 002 PDFDocument7 pagesCarlin1979 002 PDFG S SRIKANTHNo ratings yet
- Ovsf 11 PDFDocument16 pagesOvsf 11 PDFArshad MasihNo ratings yet
- Design of High Efficiency Broadband Amplifier Using RFT PDFDocument11 pagesDesign of High Efficiency Broadband Amplifier Using RFT PDFG S SRIKANTHNo ratings yet
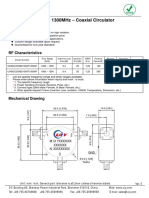
- 1000 to 1300MHz Coaxial Circulator Design Features and SpecificationsDocument1 page1000 to 1300MHz Coaxial Circulator Design Features and SpecificationsG S SRIKANTHNo ratings yet
- EE40458 Noise PDFDocument37 pagesEE40458 Noise PDFG S SRIKANTHNo ratings yet
- Experimebts in Optimization PDFDocument234 pagesExperimebts in Optimization PDFG S SRIKANTHNo ratings yet
- Julaug1998 p26 PDFDocument7 pagesJulaug1998 p26 PDFG S SRIKANTHNo ratings yet
- Clamping of High Power RF Transistors and Rfics in Over-Molded Plastic PackagesDocument10 pagesClamping of High Power RF Transistors and Rfics in Over-Molded Plastic PackagesG S SRIKANTHNo ratings yet
- Design of High Efficiency Broadband Amplifier Using RFT PDFDocument11 pagesDesign of High Efficiency Broadband Amplifier Using RFT PDFG S SRIKANTHNo ratings yet
- 1000 to 1300MHz Coaxial Circulator Design Features and SpecificationsDocument1 page1000 to 1300MHz Coaxial Circulator Design Features and SpecificationsG S SRIKANTHNo ratings yet
- Julaug1998 p26 PDFDocument7 pagesJulaug1998 p26 PDFG S SRIKANTHNo ratings yet
- Experimebts in Optimization PDFDocument234 pagesExperimebts in Optimization PDFG S SRIKANTHNo ratings yet
- Atmel 8456 8 and 32 Bit Avr Microcontrollers Avr127 Understanding Adc Parameters Application NoteDocument24 pagesAtmel 8456 8 and 32 Bit Avr Microcontrollers Avr127 Understanding Adc Parameters Application NoteBiswajit SinghNo ratings yet
- Clamping of High Power RF Transistors and Rfics in Over-Molded Plastic PackagesDocument10 pagesClamping of High Power RF Transistors and Rfics in Over-Molded Plastic PackagesG S SRIKANTHNo ratings yet
- Distortion and Noise PDFDocument37 pagesDistortion and Noise PDFSomanshu MishraNo ratings yet
- HX5100 Web DatasheetDocument4 pagesHX5100 Web DatasheetG S SRIKANTHNo ratings yet
- Nasscom Defining IT IndustryDocument4 pagesNasscom Defining IT Industrysangwan6000No ratings yet
- 85017v1 Manual 505 STDocument176 pages85017v1 Manual 505 STWilliam Will Controle WoodwardNo ratings yet
- Led TV: Service ManualDocument65 pagesLed TV: Service ManualGuilherme StarkNo ratings yet
- Dice Project 00Document10 pagesDice Project 00HarshaNo ratings yet
- Novatek MCUDocument85 pagesNovatek MCUAlex Mendoza100% (1)
- LG32LB561D Chassis LB43TDocument72 pagesLG32LB561D Chassis LB43TBedo R&D0% (2)
- Antminer APW9ENDocument17 pagesAntminer APW9ENZarko RadivojevicNo ratings yet
- PCB Designing and Soldering A4verDocument23 pagesPCB Designing and Soldering A4verRico Allam (Qwertyba)No ratings yet
- L350 L300 L355 L210 L110 Series B FixedDocument76 pagesL350 L300 L355 L210 L110 Series B FixedFabiano LeiteNo ratings yet
- CLIFF 2-5mm and 3-5mm Mono and Stereo Jack SocketsDocument2 pagesCLIFF 2-5mm and 3-5mm Mono and Stereo Jack SocketsJonathan Giovanni Asti CastilloNo ratings yet
- Mini Project Report (Topic - 3D LED CUBE DISPLAY (8x8x8 Pixels) )Document92 pagesMini Project Report (Topic - 3D LED CUBE DISPLAY (8x8x8 Pixels) )bineeshbhasi0% (2)
- How to Fix Common LCD TV Display IssuesDocument50 pagesHow to Fix Common LCD TV Display IssuesDiego Correa92% (12)
- STK402 240Document5 pagesSTK402 240tyros5No ratings yet
- CatDsiplay InstructionsDocument16 pagesCatDsiplay InstructionsPxistaNo ratings yet
- Atmel 42332 ISM Band Antenna Reference Design Application Note AT09567Document10 pagesAtmel 42332 ISM Band Antenna Reference Design Application Note AT09567Guadalajara JaliscoNo ratings yet
- PCB Design Software CADSTAR Board Modeler Lite TutorialDocument92 pagesPCB Design Software CADSTAR Board Modeler Lite TutorialHemanth KumarNo ratings yet
- Schematic Sanyo Camera PDFDocument55 pagesSchematic Sanyo Camera PDFLeonard GržetićNo ratings yet
- Signal Integrity and Power Integrity AnalysisDocument51 pagesSignal Integrity and Power Integrity AnalysisvietsangtaoNo ratings yet
- M.Tech. VLSI Design, Test and Manufacturing Curriculum and Syllabus R2015Document36 pagesM.Tech. VLSI Design, Test and Manufacturing Curriculum and Syllabus R2015Jeya Prakash KNo ratings yet
- Proposal Presentation of Mini Project: Presented ToDocument10 pagesProposal Presentation of Mini Project: Presented ToSachin SinghNo ratings yet
- Spec BlueTooth Remote Control SDMC S335 B009F WH-5362 - BLE V1.0-EnDocument25 pagesSpec BlueTooth Remote Control SDMC S335 B009F WH-5362 - BLE V1.0-EnMinh DucNo ratings yet
- 1675618Document20 pages1675618Fille KhanNo ratings yet
- Via Design Impacts System PerformanceDocument25 pagesVia Design Impacts System PerformanceSerNo ratings yet
- Lecture 5 Fault Modeling FaultDocument18 pagesLecture 5 Fault Modeling FaultbaijunagoriNo ratings yet
- Frequency Central: Monograf SynthesiserDocument7 pagesFrequency Central: Monograf SynthesiserTomithyNo ratings yet
- Parts Manual for OTPC 300/400/600 Amp Transfer SwitchDocument44 pagesParts Manual for OTPC 300/400/600 Amp Transfer SwitchWilly Alexander RamirezNo ratings yet
- Single Packaged AC Service ManualDocument32 pagesSingle Packaged AC Service ManualIsrael Garfias LopezNo ratings yet
- Biosensors: Printed Circuit Board (PCB) Technology For Electrochemical Sensors and Sensing PlatformsDocument16 pagesBiosensors: Printed Circuit Board (PCB) Technology For Electrochemical Sensors and Sensing PlatformsJustformedia JustformediaNo ratings yet
- LCD DMF 50316NB FW 5Document17 pagesLCD DMF 50316NB FW 5technicahmettNo ratings yet
- Isomet 1000: Precision Sectioning SawDocument4 pagesIsomet 1000: Precision Sectioning SawnetzaalvaradoNo ratings yet