You might also like
- Sealing Process Validation Guideline - enDocument14 pagesSealing Process Validation Guideline - enyadu100% (1)
- Pharmaceutical Industry Documents: 90 Pharmaceutical Quality Assurance Interview Questions & AnswersFrom EverandPharmaceutical Industry Documents: 90 Pharmaceutical Quality Assurance Interview Questions & AnswersNo ratings yet
- Equipment Qualification in the Pharmaceutical IndustryFrom EverandEquipment Qualification in the Pharmaceutical IndustryRating: 3.5 out of 5 stars3.5/5 (3)
- Good Manufacturing Practices (GMP) Modules for Pharmaceutical ProductsFrom EverandGood Manufacturing Practices (GMP) Modules for Pharmaceutical ProductsNo ratings yet
- GMP in Pharmaceutical Industry: Global cGMP & Regulatory ExpectationsFrom EverandGMP in Pharmaceutical Industry: Global cGMP & Regulatory ExpectationsRating: 5 out of 5 stars5/5 (2)
- Quality Assurance and Quality Management in Pharmaceutical IndustryFrom EverandQuality Assurance and Quality Management in Pharmaceutical IndustryRating: 4 out of 5 stars4/5 (4)
- URS Lab Scale Counter Pressure Autoclave (Rev 1b)Document12 pagesURS Lab Scale Counter Pressure Autoclave (Rev 1b)puneetogupta100% (2)
- OQ Protocol Capsulating MachineDocument11 pagesOQ Protocol Capsulating MachineNadine LilleNo ratings yet
- Validate film-coated tablet processDocument12 pagesValidate film-coated tablet processFarhana Shermeen83% (6)
- Capsule Process ValidationDocument28 pagesCapsule Process Validationasit_m89% (28)
- Tablet Compression MachineDocument37 pagesTablet Compression Machinekavya nainita100% (3)
- Performance Qualification Protocol For Alu Alu Blister Packing MachineDocument15 pagesPerformance Qualification Protocol For Alu Alu Blister Packing Machinemehrdarou.qaNo ratings yet
- Capsule Filler UrsDocument22 pagesCapsule Filler Urspham hoang quan100% (2)
- Validation of Coating Equipment (Ketik Ulang)Document6 pagesValidation of Coating Equipment (Ketik Ulang)Dedhieaja0% (1)
- Process Validation Final ReportDocument9 pagesProcess Validation Final ReportShagorShagor75% (4)
- Process Validation Protocol For Ketofast 10 TabletDocument26 pagesProcess Validation Protocol For Ketofast 10 TabletShagorShagor100% (6)
- SOP - Operation of Semi-Automatic Capsule Filling MachineDocument3 pagesSOP - Operation of Semi-Automatic Capsule Filling MachineKrishelle Anne Obispo75% (4)
- URS For Blister Packing MachineDocument13 pagesURS For Blister Packing MachineMatias Rodriguez100% (1)
- Capsule Filling Machine: 16 March, 2010Document37 pagesCapsule Filling Machine: 16 March, 2010prakash67% (3)
- Actpro Al Drysyrup 3b001Document48 pagesActpro Al Drysyrup 3b001joerichladNo ratings yet
- Tablet Process ValidationDocument38 pagesTablet Process Validationasit_m100% (6)
- Ointment Process ValidationDocument25 pagesOintment Process ValidationMuqeet Kazmi75% (12)
- Process Validation of Ointment/Cream FormulationDocument40 pagesProcess Validation of Ointment/Cream FormulationGursharanjit Singh Shinh100% (2)
- Parenteral Process ValidationDocument30 pagesParenteral Process Validationravindra82% (11)
- Process Validation of Ointment Creams 2Document40 pagesProcess Validation of Ointment Creams 2Farhana Shermeen0% (1)
- Batch Manufacturing Record for Capsule ProductionDocument25 pagesBatch Manufacturing Record for Capsule ProductionMohammed Zubair100% (3)
- Bulk Holding Time Study ReportDocument8 pagesBulk Holding Time Study ReportFaress RabiNo ratings yet
- Form URS FPP Vial Washing Machine 050307.odtDocument10 pagesForm URS FPP Vial Washing Machine 050307.odtNur ChamidahNo ratings yet
- Pharmaceutical Coating ProjectDocument27 pagesPharmaceutical Coating ProjectIbrahim BouzinaNo ratings yet
- Audit-Checklist - For Capsule ProductionDocument6 pagesAudit-Checklist - For Capsule Productionkavya nainita67% (6)
- Performance Qualification Protocol FOR Automatic Capsule Filling MachineDocument13 pagesPerformance Qualification Protocol FOR Automatic Capsule Filling Machinemehrdarou.qaNo ratings yet
- Validation of Sterile ProductDocument30 pagesValidation of Sterile Productneetisaharia92% (24)
- Installation Qualification (Iq) Protocol FOR Mechanical SifterDocument22 pagesInstallation Qualification (Iq) Protocol FOR Mechanical SiftercorneliusNo ratings yet
- PQ FBDDocument6 pagesPQ FBDScott Adkins100% (1)
- TEM-280 Packaging Validation Protocol Template SampleDocument6 pagesTEM-280 Packaging Validation Protocol Template SampleAnonymous BcT42WLn50% (2)
- Area Qualification ProtocolDocument19 pagesArea Qualification ProtocolBRIJENDRA KUMAR SINGH100% (1)
- Line Clearance ProcedureDocument3 pagesLine Clearance ProcedurePrince Moni67% (3)
- What Is BMR (Batch Manufacturing Record)Document2 pagesWhat Is BMR (Batch Manufacturing Record)Prince Moni100% (1)
- Batch Manufacturing Record: Wellborne Pharmachem & BiologicalsDocument23 pagesBatch Manufacturing Record: Wellborne Pharmachem & BiologicalsMohammed Zubair100% (1)
- URS For Carton Packing MachineDocument12 pagesURS For Carton Packing MachineMatias RodriguezNo ratings yet
- PQ MULTI MILL LAB MODEL - SunriseDocument11 pagesPQ MULTI MILL LAB MODEL - SunriseRavii CurtisNo ratings yet
- 44-O&C Blister Packing MachineDocument7 pages44-O&C Blister Packing MachineananthNo ratings yet
- Sample Autoclave Validation Report 1-04-2013Document10 pagesSample Autoclave Validation Report 1-04-2013Abd Al-Rahmman Al-qatananiNo ratings yet
- Master Cleaning Validation PlanDocument25 pagesMaster Cleaning Validation PlanWidya Lukitasari100% (1)
- Flow Diagram For Tablet and CapsuleDocument5 pagesFlow Diagram For Tablet and Capsule0921py100% (3)
- Prepared by Production: Approved by QA/QC:: TERASOL® 600 BolusDocument19 pagesPrepared by Production: Approved by QA/QC:: TERASOL® 600 BolusLegese HailuNo ratings yet
- Subject:: 1) Installation QualificationDocument2 pagesSubject:: 1) Installation QualificationDonig FermanianNo ratings yet
- Batch Packaging OverviewDocument13 pagesBatch Packaging Overviewatiq100% (3)
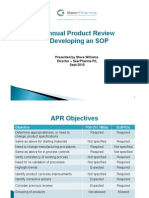
- Annual Product Review Developing An SOPDocument26 pagesAnnual Product Review Developing An SOPanants2567% (3)
- Performance Qualification For Tablet Compression Machine - Pharmaceutical GuidanceDocument15 pagesPerformance Qualification For Tablet Compression Machine - Pharmaceutical GuidanceShoaib Biradar100% (7)
- Template Data PQR SANTA E 100Document124 pagesTemplate Data PQR SANTA E 100Dina FadillaNo ratings yet
- Co Dabamal Tablet 9m606001Document22 pagesCo Dabamal Tablet 9m606001joerichladNo ratings yet
- Process Validation GuidanceDocument11 pagesProcess Validation GuidancedutoitlouwNo ratings yet
- Sterile Product Manufacturing PDFDocument28 pagesSterile Product Manufacturing PDFAnis ouch67% (3)
- Ointment Process Validation-OriginalDocument26 pagesOintment Process Validation-Originalasit_m100% (1)
- Annual Product ReviewDocument25 pagesAnnual Product ReviewBhupendra Tomar100% (2)
- Aphrin Pfs BPR p1 v-1Document13 pagesAphrin Pfs BPR p1 v-1ShagorShagorNo ratings yet
- cGMP Current Good Manufacturing Practices for PharmaceuticalsFrom EverandcGMP Current Good Manufacturing Practices for PharmaceuticalsRating: 1 out of 5 stars1/5 (2)
- MSC Euribia - 2023-06-01Document2 pagesMSC Euribia - 2023-06-01蔡國懷No ratings yet
- Sheqxel Bbs Participation Dashboard TemplateDocument39 pagesSheqxel Bbs Participation Dashboard TemplateMuhammad Adytio DarmawanNo ratings yet
- WA Beretta M92FS Parts ListDocument2 pagesWA Beretta M92FS Parts ListDenis Deki NehezNo ratings yet
- OLA CAB MARKET ANALYSIS AND TRENDSDocument55 pagesOLA CAB MARKET ANALYSIS AND TRENDSnitin gadkariNo ratings yet
- Legal Principles and The Limits of The Law Raz PDFDocument33 pagesLegal Principles and The Limits of The Law Raz PDFlpakgpwj100% (2)
- MVJUSTINIANI - BAFACR16 - INTERIM ASSESSMENT 1 - 3T - AY2022 23 With Answer KeysDocument4 pagesMVJUSTINIANI - BAFACR16 - INTERIM ASSESSMENT 1 - 3T - AY2022 23 With Answer KeysDe Gala ShailynNo ratings yet
- Interna Medicine RheumatologyDocument15 pagesInterna Medicine RheumatologyHidayah13No ratings yet
- Center of Gravity and Shear Center of Thin-Walled Open-Section Composite BeamsDocument6 pagesCenter of Gravity and Shear Center of Thin-Walled Open-Section Composite Beamsredz00100% (1)
- Policies and Regulations On EV Charging in India PPT KrishnaDocument9 pagesPolicies and Regulations On EV Charging in India PPT KrishnaSonal ChoudharyNo ratings yet
- Mechanical Questions & AnswersDocument161 pagesMechanical Questions & AnswersTobaNo ratings yet
- Test SessionDocument2 pagesTest SessionMuhammad Fiaz AslamNo ratings yet
- Android Attendance Management SystemDocument54 pagesAndroid Attendance Management Systemskpetks75% (12)
- D257272 1200 FDD 002 R1 PDFDocument420 pagesD257272 1200 FDD 002 R1 PDFTap Toan100% (1)
- Understand Azure Event HubsDocument12 pagesUnderstand Azure Event HubselisaNo ratings yet
- Types of LogoDocument3 pagesTypes of Logomark anthony ordonioNo ratings yet
- ChE 135 Peer Evaluation PagulongDocument3 pagesChE 135 Peer Evaluation PagulongJoshua Emmanuel PagulongNo ratings yet
- 99 181471 - Sailor System 6000b 150w Gmdss MFHF - Ec Type Examination Module B - Uk TuvsudDocument6 pages99 181471 - Sailor System 6000b 150w Gmdss MFHF - Ec Type Examination Module B - Uk TuvsudPavankumar PuvvalaNo ratings yet
- VARCDocument52 pagesVARCCharlie GoyalNo ratings yet
- Migration (LIN 19/051: Specification of Occupations and Assessing Authorities) Instrument 2019Document28 pagesMigration (LIN 19/051: Specification of Occupations and Assessing Authorities) Instrument 2019Ajay palNo ratings yet
- Accidental PoisoningDocument3 pagesAccidental PoisoningBRUELIN MELSHIA MNo ratings yet
- Basic Calculus: Performance TaskDocument6 pagesBasic Calculus: Performance TasksammyNo ratings yet
- 40 Multiple Choice Questions in Basic StatisticsDocument8 pages40 Multiple Choice Questions in Basic StatisticsLevi CorralNo ratings yet
- Phys114 Ps 1Document11 pagesPhys114 Ps 1Reine Amabel JarudaNo ratings yet
- The Polynesians: Task1: ReadingDocument10 pagesThe Polynesians: Task1: ReadingHəşim MəmmədovNo ratings yet
- Learning Online: Veletsianos, GeorgeDocument11 pagesLearning Online: Veletsianos, GeorgePsico XavierNo ratings yet
- Relay Coordination Using Digsilent PowerFactoryDocument12 pagesRelay Coordination Using Digsilent PowerFactoryutshab.ghosh2023No ratings yet
- Hotel and Restaurant at Blue Nile FallsDocument26 pagesHotel and Restaurant at Blue Nile Fallsbig johnNo ratings yet
- COT EnglishDocument4 pagesCOT EnglishTypie ZapNo ratings yet
- About Version ControlDocument6 pagesAbout Version ControlMaria Kristina Cassandra HeukshorstNo ratings yet
- 256267a1Document5,083 pages256267a1Елизавета ШепелеваNo ratings yet