You might also like
- Inspection and Test Plan for Mars CS PackageDocument17 pagesInspection and Test Plan for Mars CS PackageMariah PearsonNo ratings yet
- Shop ItpDocument4 pagesShop ItpRanu JanuarNo ratings yet
- Inspection, Flushing & Testing of Piping-21Document6 pagesInspection, Flushing & Testing of Piping-21Saurabh Kumar VermaNo ratings yet
- Sop For HydrotestDocument3 pagesSop For HydrotestShyam QCNo ratings yet
- Hydro test report for 750mm dismantling jointDocument2 pagesHydro test report for 750mm dismantling jointAnonymous a8oga83No ratings yet
- 0610.1 - Shell and Tube Heat ExchangersDocument30 pages0610.1 - Shell and Tube Heat Exchangersvenkatrangan2003No ratings yet
- Leak Test PipingDocument1 pageLeak Test PipinguknowNo ratings yet
- Organization Chart For Pipe Line Project 01Document1 pageOrganization Chart For Pipe Line Project 01MaherNo ratings yet
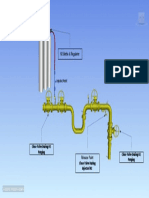
- Hydrotest Schematic Diagram Stage-2 (From Valve Station-2 To Valve Station-1)Document1 pageHydrotest Schematic Diagram Stage-2 (From Valve Station-2 To Valve Station-1)mansih457100% (1)
- Lube Oil System Inspection ChecklistDocument1 pageLube Oil System Inspection ChecklistngueadoumNo ratings yet
- Vessel Final BoxDocument14 pagesVessel Final Boxmanoj thakkarNo ratings yet
- Installation Procedure For Air Heater CoolerDocument4 pagesInstallation Procedure For Air Heater CoolerRachel FloresNo ratings yet
- Blasting and Painting ProcedureDocument6 pagesBlasting and Painting Procedureanon_994898767No ratings yet
- Nde Map & Nde Procedure (Sudah Di Revisi)Document4 pagesNde Map & Nde Procedure (Sudah Di Revisi)Hardika SambilangNo ratings yet
- Hot Tap ProcedureDocument6 pagesHot Tap ProcedureNatarajan MurugesanNo ratings yet
- 362-KMI-N2 Purging Into Station PipingDocument5 pages362-KMI-N2 Purging Into Station PipingNasrullah JanNo ratings yet
- Electrode Test Record E6010Document9 pagesElectrode Test Record E6010Veeraraghavan GuruNo ratings yet
- TIMAS-PR-PI-001 - Hot Tapping ProcedureDocument11 pagesTIMAS-PR-PI-001 - Hot Tapping ProcedureMechanical Static WRKNo ratings yet
- To Commissioning Manual: Appendix No. 1Document7 pagesTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNo ratings yet
- Hydrostatic Test Procedure Site RevDDocument23 pagesHydrostatic Test Procedure Site RevDBhavani Prasad100% (8)
- Procedure For Pneumatic Test Dated 29-09-06Document6 pagesProcedure For Pneumatic Test Dated 29-09-06ravi00098No ratings yet
- Flange Installation ProceduresDocument3 pagesFlange Installation Proceduresgplese0100% (1)
- Pttep Painitng of Offshore FacilitiesDocument66 pagesPttep Painitng of Offshore FacilitiesSufianNo ratings yet
- TransCanada Flange Bolt ProceduresDocument11 pagesTransCanada Flange Bolt Proceduresjerrymcfly0% (1)
- Painting ReportDocument29 pagesPainting ReportDimas Afiefan AmirNo ratings yet
- Hydro Test Procedure: ItemDocument6 pagesHydro Test Procedure: Itemtulasirao.nammiNo ratings yet
- Inspection & Test Plan For Nozzle Replacement On VS ShellDocument1 pageInspection & Test Plan For Nozzle Replacement On VS ShellQC Taner 453100% (2)
- Utility Boiler Inspection PlanDocument3 pagesUtility Boiler Inspection PlanGanesh EshwarNo ratings yet
- WPS Sa 517Document2 pagesWPS Sa 517DHANANNJAI SINGH -No ratings yet
- INS-004, Hydro-Testing Procedure For Bondstrand GRE and GRV Pipe-R1Document7 pagesINS-004, Hydro-Testing Procedure For Bondstrand GRE and GRV Pipe-R1jayhuacat7743100% (4)
- Iraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectDocument8 pagesIraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectAhmedNo ratings yet
- Hydrotest and Pneumatic Test of Piping Systems-Hydrotest Vs Pneumatic Test With PDFDocument16 pagesHydrotest and Pneumatic Test of Piping Systems-Hydrotest Vs Pneumatic Test With PDFGunawanNo ratings yet
- S.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5Document7 pagesS.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5கோகுல் இராNo ratings yet
- 32-Ve-711 (Hydrostatic Test Procedure Piping - FT Gas) A11 PDFDocument5 pages32-Ve-711 (Hydrostatic Test Procedure Piping - FT Gas) A11 PDFMarlon TurnerNo ratings yet
- Job Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptDocument13 pagesJob Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNo ratings yet
- Hydrotest - 333 AG FW 0001 - Rev03 PDFDocument26 pagesHydrotest - 333 AG FW 0001 - Rev03 PDFIhsan IchwansyahNo ratings yet
- SMACNA Duct Leakage ComplianceDocument5 pagesSMACNA Duct Leakage Compliancemohd faisal jamilNo ratings yet
- Method Statement for Piping ErectionDocument10 pagesMethod Statement for Piping ErectionNaning KusumaNo ratings yet
- WSM-MSRP-03 Mechanical Static and Rotating Procedure PDFDocument13 pagesWSM-MSRP-03 Mechanical Static and Rotating Procedure PDFMiky AndreanNo ratings yet
- Storage Tank Test & Inspection Report enDocument10 pagesStorage Tank Test & Inspection Report enMarketing CTNNo ratings yet
- Method Statement: Al-Khafji FDP Phase-I Onshore FacilitiesDocument8 pagesMethod Statement: Al-Khafji FDP Phase-I Onshore FacilitiesSiddiqui Muhammad AshfaqueNo ratings yet
- Static Equipment Installation ProceduresDocument14 pagesStatic Equipment Installation ProceduresNovan RosyandyNo ratings yet
- WPS PQR FormatsDocument22 pagesWPS PQR Formatsmdharmaraj28No ratings yet
- SAMPLE - P4A-Daily Progress Report 210427 KZP 988Document3 pagesSAMPLE - P4A-Daily Progress Report 210427 KZP 988MEMONo ratings yet
- SOW Fabrikasi C-335-01 - 19.116.1Document1 pageSOW Fabrikasi C-335-01 - 19.116.1AlfanNo ratings yet
- 13-OM-QC-PL-MS-06 - MS FIXED TUBE TYPE EXCHANGER'S INSPECTION & CLEANING (Rev.00)Document7 pages13-OM-QC-PL-MS-06 - MS FIXED TUBE TYPE EXCHANGER'S INSPECTION & CLEANING (Rev.00)SANDEEP100% (1)
- Pneumatic Testing Procedure For PipelinesDocument3 pagesPneumatic Testing Procedure For PipelinesKu Masayu Ku HusinNo ratings yet
- MARAFIQ Piping Specification DetailsDocument14 pagesMARAFIQ Piping Specification DetailsjaseelNo ratings yet
- F-035 (Valve Erection Format)Document1 pageF-035 (Valve Erection Format)Rajeev Kumar100% (1)
- Hindustan Petroleum Standard Piping Inspection Test PlanDocument6 pagesHindustan Petroleum Standard Piping Inspection Test Planمحمد أزها نو الدينNo ratings yet
- Hydro Test ProcedureDocument10 pagesHydro Test Proceduresamer8saifNo ratings yet
- Bolt Tightening ReportDocument2 pagesBolt Tightening Reportmujahed_muhammedNo ratings yet
- Calculation of Electrode ConsumptionDocument4 pagesCalculation of Electrode ConsumptionhgolestaniNo ratings yet
- Hydrostatic Test ReportsDocument3 pagesHydrostatic Test ReportsHanuman RaoNo ratings yet
- EDG Commissioning - Activity ReportDocument3 pagesEDG Commissioning - Activity ReportmohamedNo ratings yet
- Itp PWHTDocument1 pageItp PWHTTridib DeyNo ratings yet
- C Scan Inspection On PipeDocument12 pagesC Scan Inspection On PipeWan Mohd Hidayat Wan AbdullahNo ratings yet
- Offsites Engineering Works For The Erbil Refinery 40,000 B/D Expansion ProjectDocument5 pagesOffsites Engineering Works For The Erbil Refinery 40,000 B/D Expansion ProjectSardar PerdawoodNo ratings yet
- Accident Investigation Report: United States Department of The Interior Minerals Management Service Gulf of Mexico RegionDocument7 pagesAccident Investigation Report: United States Department of The Interior Minerals Management Service Gulf of Mexico RegionMaria TunguNo ratings yet
- Piping Pressure Test ProcedureDocument12 pagesPiping Pressure Test ProcedureMessaoud Goutas100% (1)
- No.21 Manual HandlingDocument6 pagesNo.21 Manual HandlingAbdul Hakam Mohamed Yusof100% (1)
- Pulling, Dress and GlandDocument2 pagesPulling, Dress and GlandAbdul Hakam Mohamed YusofNo ratings yet
- Job Hazard Analysis: How To Use This FormDocument12 pagesJob Hazard Analysis: How To Use This FormAbdul Hakam Mohamed YusofNo ratings yet
- Atth Ta12.23 - Project Hse Plan - KpocDocument27 pagesAtth Ta12.23 - Project Hse Plan - KpocAbdul Hakam Mohamed Yusof100% (1)
- Installation of Pipe SpoolsDocument3 pagesInstallation of Pipe SpoolsAbdul Hakam Mohamed Yusof100% (2)
- Flange Torque Values PDFDocument2 pagesFlange Torque Values PDFsimsonNo ratings yet
- Niosh SHO Exam Notes - Module 3 Question and Answer PDFDocument19 pagesNiosh SHO Exam Notes - Module 3 Question and Answer PDFExcellentdeals4all94% (51)
- EJ Preventive Action ProcedureDocument4 pagesEJ Preventive Action ProcedureAbdul Hakam Mohamed Yusof100% (1)
- CSP ListDocument1 pageCSP ListAbdul Hakam Mohamed YusofNo ratings yet
- Sample Complete PTW N JHADocument4 pagesSample Complete PTW N JHAAbdul Hakam Mohamed YusofNo ratings yet
- Class Flanges Bolt Torque LoadsDocument2 pagesClass Flanges Bolt Torque LoadsAulia RahmanNo ratings yet
- 01 Offshore HSE Plan ProcedureDocument31 pages01 Offshore HSE Plan ProcedureAbdul Hakam Mohamed Yusof75% (4)
- OSHMS Guideline-DOSHDocument77 pagesOSHMS Guideline-DOSHMohd ZulhaidyNo ratings yet
- Hydro - Static Testing (HT)Document4 pagesHydro - Static Testing (HT)Abdul Hakam Mohamed YusofNo ratings yet
- Erection of ScaffoldingDocument3 pagesErection of ScaffoldingAbdul Hakam Mohamed Yusof100% (3)
- Managing Risks of Hazardous ChemicalsDocument58 pagesManaging Risks of Hazardous ChemicalsAbdul Hakam Mohamed YusofNo ratings yet
- Job Hazard Analysis WorksheetDocument3 pagesJob Hazard Analysis WorksheetAbdul Hakam Mohamed YusofNo ratings yet
- Dismantle of ScaffoldingDocument3 pagesDismantle of ScaffoldingAbdul Hakam Mohamed YusofNo ratings yet
- KIKEH SPAR HUC Project HSE PlanDocument11 pagesKIKEH SPAR HUC Project HSE PlanAbdul Hakam Mohamed YusofNo ratings yet
- Transfer of Scaffolding at SiteDocument3 pagesTransfer of Scaffolding at SiteAbdul Hakam Mohamed YusofNo ratings yet
- Kikeh Spar HUC Project HSE Plan Work Orientation ProgrammeDocument1 pageKikeh Spar HUC Project HSE Plan Work Orientation ProgrammeAbdul Hakam Mohamed YusofNo ratings yet
- Job Hazard Analysis Worksheet: Cold Cutting in Open AreaDocument2 pagesJob Hazard Analysis Worksheet: Cold Cutting in Open AreaAbdul Hakam Mohamed Yusof0% (1)
- Att 1 HSE Objectives & TargetsDocument1 pageAtt 1 HSE Objectives & TargetsAbdul Hakam Mohamed Yusof100% (1)
- Cs HM Sample TestDocument12 pagesCs HM Sample TestAbdul Hakam Mohamed YusofNo ratings yet
- Att 4 Pre-Mob ProgramDocument1 pageAtt 4 Pre-Mob ProgramAbdul Hakam Mohamed YusofNo ratings yet
- 3.0 Inspection & Test PlanDocument10 pages3.0 Inspection & Test PlanAbdul Hakam Mohamed Yusof80% (5)
- KIKEH SPAR HSE PLANDocument3 pagesKIKEH SPAR HSE PLANAbdul Hakam Mohamed Yusof100% (2)
- B11 Living Quarters Quality Plan ProceduresDocument24 pagesB11 Living Quarters Quality Plan ProceduresAbdul Hakam Mohamed Yusof100% (6)
- Vessel Cleaning ProcedureDocument9 pagesVessel Cleaning ProcedureAbdul Hakam Mohamed Yusof100% (1)
- ABYIPDocument18 pagesABYIP千住 マリエルNo ratings yet
- MACRO XII Subhash Dey All Chapters PPTs (Teaching Made Easier)Document2,231 pagesMACRO XII Subhash Dey All Chapters PPTs (Teaching Made Easier)Vatsal HarkarNo ratings yet
- HHG4M - Lifespan Development Textbook Lesson 4Document88 pagesHHG4M - Lifespan Development Textbook Lesson 4Lubomira SucheckiNo ratings yet
- Shariff NDocument4 pagesShariff NKruu ChinnuNo ratings yet
- Nest Installation GuideDocument8 pagesNest Installation GuideOzzyNo ratings yet
- South African Flora GlossaryDocument47 pagesSouth African Flora Glossarymr.bryceNo ratings yet
- GSM Based Power Grid Monitoring SystemDocument41 pagesGSM Based Power Grid Monitoring SystemPreetham SurepallyNo ratings yet
- PRN Maths Midterm QP Aug 18Document3 pagesPRN Maths Midterm QP Aug 18JanakChandPNo ratings yet
- INChO 2008 Question PaperDocument23 pagesINChO 2008 Question PaperChaitanya GaurNo ratings yet
- Orrick PostedbyrequestDocument4 pagesOrrick PostedbyrequestmungagungadinNo ratings yet
- Gravimetric Analysis Lab ReportDocument5 pagesGravimetric Analysis Lab Reportclaire_miller_16100% (1)
- Fundamentals of VolleyballDocument2 pagesFundamentals of VolleyballLawrence CezarNo ratings yet
- DUB01CB Eng PDFDocument4 pagesDUB01CB Eng PDFAnonymous hj273CMNo ratings yet
- 1830PSS R36 QuickReferenceGuide 8DG60888JAAADocument66 pages1830PSS R36 QuickReferenceGuide 8DG60888JAAAFelippe CanatoNo ratings yet
- Chapter 5 Coordinate GeometryDocument33 pagesChapter 5 Coordinate GeometryKalNo ratings yet
- L4004N - 0920 - Nilfisk - Robotic-brochure-Liberty SC60Document12 pagesL4004N - 0920 - Nilfisk - Robotic-brochure-Liberty SC60Lucianderson Marques FerreiraNo ratings yet
- Oil Safety Data SheetDocument19 pagesOil Safety Data Sheetemailsepamku gorgomNo ratings yet
- Operating and Installation Guide For The Digital Instrument: Motoscope Tiny / Speedster / VintageDocument12 pagesOperating and Installation Guide For The Digital Instrument: Motoscope Tiny / Speedster / Vintagepeter timmermansNo ratings yet
- Kaustubh Laturkar Fuel Cell ReportDocument3 pagesKaustubh Laturkar Fuel Cell Reportkos19188No ratings yet
- 03.can-Bus and Sae-Bus j1939 - CatDocument29 pages03.can-Bus and Sae-Bus j1939 - CatEdison Pfoccori BarrionuevoNo ratings yet
- Datasheet De14h (II) HC 1500v May2019 NTDocument2 pagesDatasheet De14h (II) HC 1500v May2019 NTkrishnakumar paamireddyNo ratings yet
- (Teubner Studienbücher Chemie) Brian R. Eggins (Auth.) - Biosensors - An Introduction (1996, Vieweg+Teubner Verlag) PDFDocument221 pages(Teubner Studienbücher Chemie) Brian R. Eggins (Auth.) - Biosensors - An Introduction (1996, Vieweg+Teubner Verlag) PDFRicardo PatrickNo ratings yet
- Introducing Inspira's: Managed Noc & Itoc ServicesDocument2 pagesIntroducing Inspira's: Managed Noc & Itoc ServicesmahimaNo ratings yet
- Eplob Eplob/A Epmob Epmob/A: PhotocellsDocument2 pagesEplob Eplob/A Epmob Epmob/A: PhotocellsSupuran RichardoNo ratings yet
- NQ-NQM Panelboards and Qonq Load Centers Information Manual 80043-712-06 Rev.02 06-2015 2 PiezasDocument144 pagesNQ-NQM Panelboards and Qonq Load Centers Information Manual 80043-712-06 Rev.02 06-2015 2 PiezasNadia EspinozaNo ratings yet
- Operator Manual T2100-ST2 - ST1Document50 pagesOperator Manual T2100-ST2 - ST1Nurul FathiaNo ratings yet
- Natural Law Theory ApproachDocument35 pagesNatural Law Theory ApproachseventhwitchNo ratings yet
- Type 2 Diabetes MellitusDocument6 pagesType 2 Diabetes MellitusJoy NisoladaNo ratings yet
- Instrument To Be CalibratedDocument3 pagesInstrument To Be Calibratedsumit chauhanNo ratings yet
- SXMDocument7 pagesSXMLi NearNo ratings yet